



用螺纹连接件(如螺钉、螺栓、螺母、自攻螺钉)及垫圈将元器件、零部件紧固连接起来,称为螺纹联接,简称螺接。它是一种可拆卸的固定连接,具有结构简单、便于调试、装卸方便的特点,因此在电子产品装配中得到广泛的应用。
螺接中比较常见的紧固件有:螺钉、螺栓、螺母、螺柱、垫圈等。部分螺接紧固件示意图如图5-14所示。一字槽螺钉的旋具槽的强度比十字槽的差,拧紧时的对中性也差,适用于连接强度要求低的场合。十字槽螺钉旋拧时对中性好,紧固强度高,易于实现自动化装配,生产率高。

图5-14 部分螺接紧固件示意图
当连接面较平整时,应该用沉头螺钉,当沉头孔合适时,可使螺钉与平面保持同高且使连接件准确定位。在某些场合可使用内六角圆柱头螺钉,具有同沉头螺钉一样的特性,在拧紧过程中不易脱扣。自攻螺钉一般用于薄铁板与薄铁板、薄铁板与塑料件、塑料件与塑料件之间的连接,它的特点是不需要预先攻制螺纹。平端紧定螺钉接触面积大,不伤零件表面,用于紧固密度较大的平面或经常调节位置的场合。
螺母具有内螺纹,用于配合螺钉或螺栓紧固零部件,六角螺母配合六角头螺栓应用最为普遍,六角头螺栓用于重要的、装配精度高的以及受较大冲击、振动的地方,双头螺柱多用于被连接件太厚,不便使用单头螺栓联接或因拆卸频繁,不宜使用螺钉联接的地方。
螺接主要包括螺栓联接、螺钉联接、双头螺柱联接、紧定螺钉联接4种基本形式。
(1)螺栓联接 螺栓联接就是用螺栓贯穿两个或多个被连接件,保证螺栓的中心轴线与被连接件端面垂直,在螺纹端拧上螺母。这种方式需要螺栓与螺母配合使用,才能起到连接作用,螺栓联接如图5-15所示。

图5-15 螺栓联接
紧固螺母时,一般应垫上平垫圈或弹簧垫圈,拧紧程度以弹簧垫圈切口被压平为准。采用螺栓联接时,被连接件不需要内螺纹,结构简单,拆卸方便。
(2)螺钉联接 螺钉联接就是将螺钉从没有螺纹孔的一端插入,直接拧入被连接件的螺纹孔中,从而达到机械连接的目的,如图5-16所示。螺钉联接一般都需要使用两个以上成组的螺钉,紧固时一般要做到交叉对称,分布拧紧。螺钉联接的被连接件之一需有螺纹孔,一般用于无法放置螺母的场合。
紧固螺钉时,一般应垫平垫圈和弹簧垫圈,拧紧程度以弹簧垫圈切口被压平为准。
(3)双头螺柱联接 双头螺柱联接就是将螺柱插入被连接体,两端再用螺母固定,如图5-17所示,这种连接主要用于厚板零件或需经常拆卸、螺纹孔易损坏的连接场合。
(4)紧固螺钉联接 紧固螺钉联接就是将紧固螺钉通过第一个零件的螺纹孔后,再钉紧另一个零件,从而固定两个零件的相对位置,达到防止松动的目的,如图5-18所示。这种连接主要用于各种旋钮和轴柄的固定。(https://www.xing528.com)
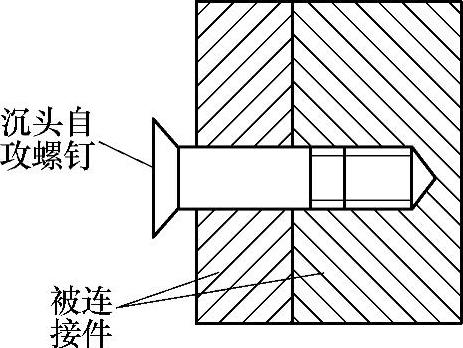
图5-16 螺钉联接

图5-17 双头螺柱联接
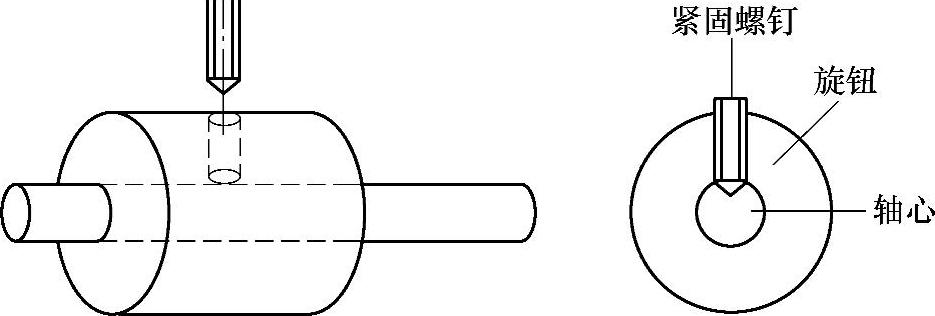
图5-18 紧固螺钉联接
螺接质量标准如下:
1)螺钉、螺栓紧固后,螺尾外漏长度一般不少于1.5倍螺距,螺纹联接有效长度一般不得少于3倍螺距。
2)沉头螺钉紧固后,头部与被紧固的表面应保持平整,允许略微偏低,但不应超过0.2mm。
3)安装时,旋具头必须紧紧顶住螺钉槽口,并与安装平面保持垂直。拧紧螺钉时,螺钉槽口不能出现飞边、变形,不应该破坏螺母或螺母的棱角及表面电镀层,禁止使用尖嘴钳、平口钳作为紧固工具。螺纹联接要求拧紧,不能松动,但对非金属件拧紧要适度。
4)弹簧垫圈四周要均被螺母压住,并要压平。紧固对象为轻金属或非金属时,拧力要均匀,压力不能过大。
5)拧紧成组螺母或螺钉时,应根据被连接件形状和螺栓的分布情况,按一定顺序逐次拧紧。如图5-19所示,用4个或4个以上的螺钉安装时,可按对角线的顺序半紧固,然后再均匀紧固。总之,安装同一紧固件上的成组螺钉应掌握交叉、对称、逐步的方法。
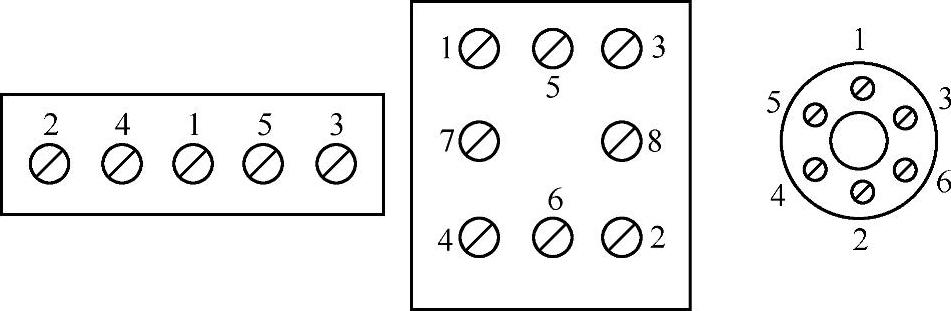
图5-19 成组螺钉的紧固或拆卸顺序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。