



再流焊又称“回流焊”,是伴随微型化电子产品的出现而发展起来的焊接技术,主要应用于各类表面安装元器件的焊接。
1.概述
这种焊接技术的钎料是焊膏,预先在电路板的焊盘上涂上适量和适当形式的焊膏,再把表面安装元器件贴放到相应的位置,焊膏具有一定黏性,使元器件固定,然后让贴装好元器件的电路板进入再流焊设备,传送系统带动电路板通过设备里各个设定的温度区域,焊膏经过干燥、预热、熔化、润湿、冷却,将元器件焊接到印制电路板上。
再流焊是提供了一种加热环境,使预先分配到印制电路板焊盘上的膏状软钎料重新熔化,从而让表面安装的元器件和焊盘通过焊膏合金可靠地结合在一起,实现机械与电气连接的焊接技术。再流焊操作方法简单、效率高、质量好、一致性好、节省钎料,是一种适合自动化生产的电子产品装配技术。与波峰焊相比,再流焊多了涂焊膏工艺,在焊接中只需提供热源、熔化涂好的钎料,而不需要预先加热钎料。目前,再流焊技术已成为表面贴装技术的主流。
2.再流焊技术的特点
再流焊与波峰焊相比,具有以下特点:
1)它不像波峰焊接那样,要把元器件直接浸渍在熔融的钎料中,而是采用局部加热的方式完成焊接任务,所以元器件受到的热冲击小。
2)仅在需要部位施放钎料,能控制钎料施放量,能避免桥接等缺陷的产生。
3)当元器件贴放位置有一定偏离时,由于熔融钎料表面张力的作用,只要钎料施放位置正确,就能自动校正偏离,使元器件固定在正常位置。
4)可以采用局部加热热源,从而可在同一基板上,采用不同焊接工艺进行焊接。
5)再流焊技术中,钎料只是一次性使用,不存在再次利用的情况,钎料中一般不会混入不纯物,保证了焊点的质量。
再流焊设备主要由加热源、PCB传输装置、空气循环装置、冷却装置、排风装置、温度控制装置以及计算机控制系统等几部分组成。
3.再流焊的分类
根据传热方式不同,再流焊主要有辐射和对流两种方式;按照加热区域来分,再流焊可分为两类:一类是用于印制电路板整体加热的红外再流焊、气相再流焊、热风再流焊、热板再流焊、或者红外线与热风组合再流焊;另一类是用于印制电路板局部加热的激光再流焊、热气流再流焊。
4.再流焊工艺
(1)红外再流焊 红外再流焊是利用远红外线辐射作为热源,热风机使热空气对流均匀。再流焊机的结构主体是一个热源受控的隧道式炉膛,沿传送系统的运动方向,设有若干独立控温的温区,通常设定为不同的温度,全热风对流。再流焊炉一般采用上、下两层的双加热装置,电路板随传动机构直线匀速进入炉膛,顺序通过各个温区,完成焊点的焊接。(https://www.xing528.com)
红外再流焊如图4-31所示,焊接系统分为预热区、再流区、冷却区。
预热区的作用是激活焊膏中的助焊剂成分,在120~170℃使焊膏中的溶剂等挥发物质逐渐挥发出来,并保证组件整体温度均匀,从而防止钎料飞溅和基板过热。同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化塌落,覆盖了焊盘,将焊盘、元器件引脚与氧气隔离,并且电路板和元器件得到充分预热,以免它们进入焊接区因温度过高而损坏。预热时间为1~3min。
再流区的作用是实现各焊点充分均匀的润湿,温度的迅速上升使焊膏达到熔化状态,液态钎料对焊盘、元器件端头和引脚润湿、扩散、漫流混合形成焊料接点。PCB在220~230℃下需维持数十秒,时间过短,焊点内钎料不能充分熔化;过长,焊点强度会下降。在焊接过程中,基板温度不能超过240℃,否则,受热膨胀的基板冷却后难以复原,会破坏铜箔走线。
冷却区的作用是使焊接完毕的印制电路板在常温下自然冷却,使焊膏冷却凝固,全部焊点同时完成焊接,缓慢冷却的时间要在2min以上。
红外再流焊的主要优点是加热快、热效率高、温度变化梯度大,且易控制,适用于单面、双面印制电路板上表面安装元器件的焊接,也可用于对印制电路板进行热风整平、烘干,对电子产品进行烘烤、加热或固化黏合等。缺点是同一印制电路板上的元器件受热不够均匀,特别是元器件颜色和体积不同时,受热温度就会不同,为使深颜色和体积大的元器件同时完成焊接,必须提高焊接温度。
(2)气相再流焊 气相再流焊又称气相焊、凝聚焊或冷聚焊,是利用惰性气体氟由气态相变为液态时放出的汽化潜热来进行加热的一种焊接方法。气相再流焊使用液体氟作为热转换介质,把介质的饱和蒸气转变成为相同温度下的液体,释放出潜热,使膏状钎料熔融浸润,从而使电路板上的所有焊点同时完成焊接。气相再流焊如图4-32所示。
气相再流焊的优点是:受热均匀、温度精度高、无氧化、工艺过程简单,适合焊接柔性电路、接插件、插头等。缺点是:升温速度快,介质液体及设备价格较高,有环境污染。
(3)热板再流焊 利用热板传导来加热的焊接方法称为热板再流焊。热板再流焊如图4-33所示,发热器件为板形,放置在传送带下,传送带由导热性能良好的材料制成。待焊电路板放在传送带上,热量先传送到电路板上,再传至锡铅焊膏与表面安装元器件上,焊膏熔化以后,再通过风冷降温,完成表面安装元器件与电路板的焊接。这种设备的热板表面温度不能大于300℃,适用于高纯度氧化铝基板、陶瓷基板等导热性好的电路板单面焊接,对普通覆铜箔电路板的焊接效果不好。其优点是结构简单、操作方便;缺点是热效率低,温度不均匀,印制电路板(为非热良导体)稍厚就无法适应,不适合双面装配,故很快被取代。
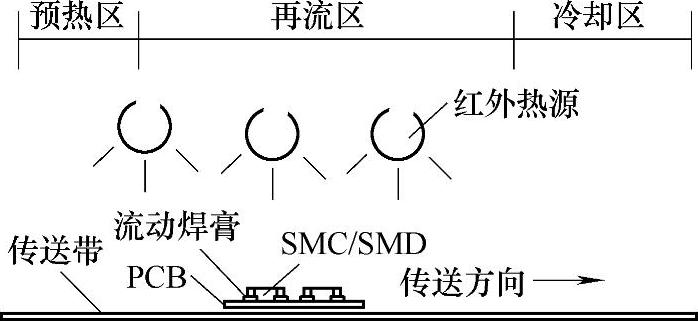
图4-31 红外再流焊
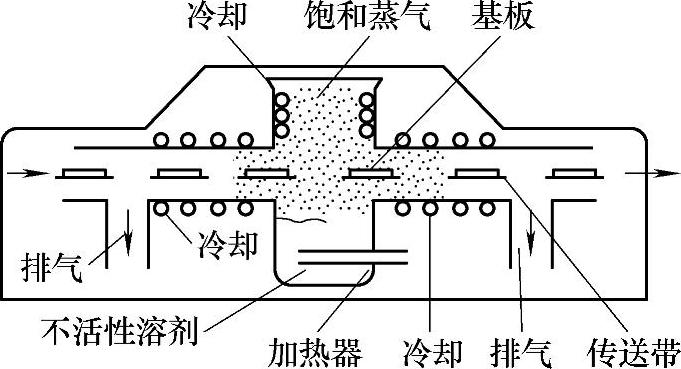
图4-32 气相再流焊
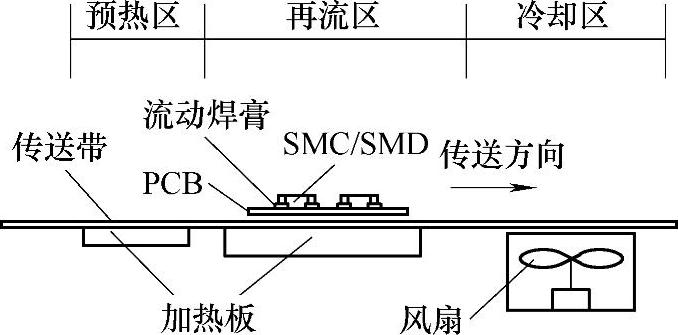
图4-33 热板再流焊
(4)激光再流焊 激光再流焊是一种局部焊接技术,它是对其他焊接方法的补充,不是代替,不能用于批量自动化生产,设备用于焊接细间距元器件时,优点尤为突出,可靠性高。这种设备常将焊接过程和检验结合起来,焊接的时候可通过显示器检查焊接情况,保证焊点质量。激光再流焊一般用于特殊领域的应用,如焊接易损热敏器件。另外激光再流焊常用于高密度表面安装印制电路板组件的维修,切断多余的印制电路板连线,补焊添加更换的元器件,这样其他焊点不受热,可保证维修质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。