



浸焊是指将插装好元器件的印制电路板浸入有熔融状钎料的钎料槽内,一次完成印制电路板上所有焊点的自动焊接过程,如图4-26所示。浸焊比手工焊接生产效率高、操作简单,可提高生产率,消除漏焊,适于批量生产。浸焊包括手工浸焊和自动浸焊两种形式。
1.手工浸焊
手工浸焊是指由人工手持夹具将装有元器件的印制电路板,浸入锡锅内进行焊接,手工浸焊的步骤和要求如下:
(1)钎料的准备 用钎料槽将钎料加热熔化,温度控制在230~250℃,温度过高,会造成印制电路板变形,损坏元器件;温度过低,钎料的流动性较差,会影响焊接质量。为了及时除去钎料层表面的氧化层,应随时加入松香助焊剂。
(2)喷涂助焊剂 在装好元器件的印制电路板上喷涂助焊剂,使焊盘充满助焊剂。
(3)浸焊 用夹具夹取待焊的印制电路板,与钎料液保持平行浸入钎料槽内,浸入深度以印制电路板厚度的50%~70%为宜,不能使印制电路板全部浸入钎料中,浸焊时间为3~5s。若一次浸焊不成功,不能反复浸焊,否则会造成印制电路板变形、铜箔脱落、损坏,可稍微停一会再进行。
(4)冷却剪脚 刚焊接完的印制电路板,温度较高,如不及时散热,可能会损坏元器件及印制导线,可采用风冷或其他物理降温法,并对多余的引脚加以修理。
(5)检查修补 浸焊后个别焊点可能会出现桥接、虚焊的问题,可用手工焊接方法加以修补。
浸焊的特点:生产效率较高、操作简单、适应批量生产、可消除漏焊现象。但浸焊的焊接质量不高,需要补焊修正;钎料槽温度掌握不当时,会导致印制电路板起翘、变形,元器件损坏;多次浸焊后,会造成虚焊、桥接、拉尖等焊接缺陷。(https://www.xing528.com)
2.自动浸焊
自动浸焊设备由钎料槽、振动头、传动装置、加热电炉、切头机等组成。将装有元器件的印制电路板放在传送带上,首先经过泡沫助焊剂槽被喷上助焊剂,加热器将助焊剂烘干,再由传送带送入钎料槽内浸焊2~3s,此时开启振动头,使印制电路板既能振掉多余的钎料,也可使钎料能渗入焊点内部,待钎料冷却凝固后再送到切头机剪去多余的引脚。自动浸焊工艺流程如图4-27所示。
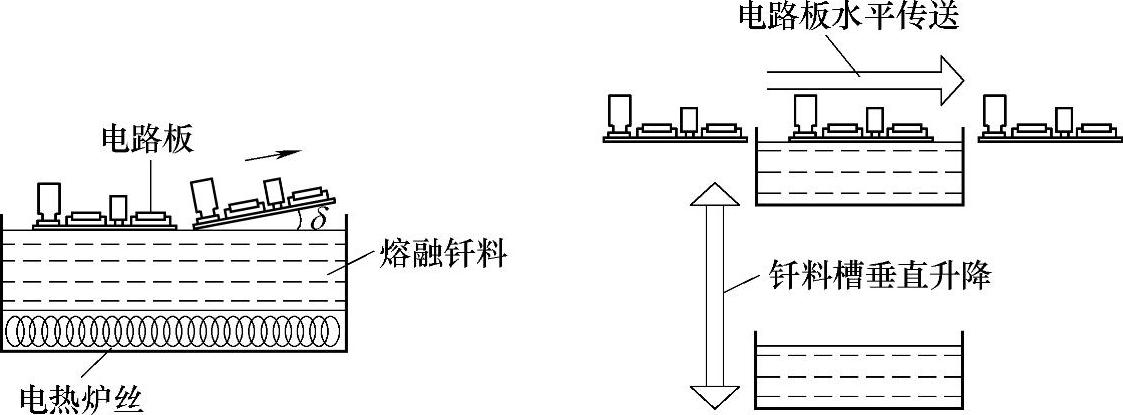
图4-26 浸焊示意图
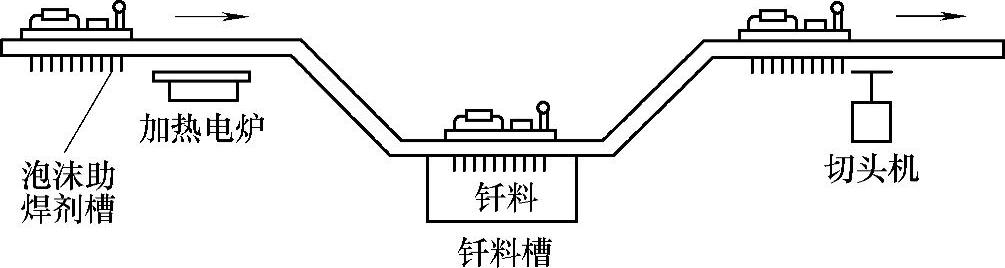
图4-27 钎料槽自动浸锡工艺流程
使用钎料槽浸焊时要注意:为防止钎料槽内的高温损坏耐热性差的元器件,必须先用耐高温胶带贴封这些元器件,对于不需要焊接的孔,也要提前用胶带密封。另外,为防止钎料槽中的表面氧化物附着在焊点上,影响焊接质量,需要及时对钎料槽加以清理。
浸焊可一次完成印制电路板上众多焊点的同时焊接,提高了焊接质量和效率。浸焊适用于元器件引脚较长的焊接,对于那些不能经受钎料槽温度的元器件,如特殊的隧道二极管和不能清洗的元器件,应另外手工焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。