



对焊点的要求,应该包括可靠的电连接、足够的机械强度和美观三个方面。
1.可靠的电连接
良好的焊点应是钎料与被焊金属表面相互扩散形成金属化合物,而不是简单地将钎料堆附在被焊金属表面或只有部分形成金属化合物。这类钎料与被焊接金属没有形成金属合金,只是简单地依附在被焊接的金属表面上,使焊点成为有接触电阻的连接状态称为虚焊。虚焊的焊点在短时间内可能会稳定可靠地通过电流,但时间一长,未形成合金的表面经过氧化,电路会时通时断,用仪器仪表检测也可能发现不出什么问题。
虚焊是焊接的大敌,要使电子产品能可靠地工作,消除虚焊是至关重要的问题。造成虚焊的原因有:被焊件表面不清洁、焊接时夹持工具晃动、烙铁头温度过高或过低、助焊剂不符合要求、焊点的钎料太多或太少。
2.足够的机械强度
焊接不仅起到电气连接的作用,同时也是固定元器件,保证机械连接的手段。为保证被焊件受到振动或冲击时不致脱落、松动,焊点应有一定的强度。为了增加强度,可根据需要增大焊接面积,或采用绕焊、钩焊等焊接方式,以增加机械强度。
造成强度较低的常见缺陷是因为钎料未流满焊点或钎料量过少,还可能因为钎接时钎料尚未凝固就发生振动而引起的焊点结晶粗大(像豆腐渣状)或有裂纹。
3.美观
优良的焊点应光滑,表面有特殊的光泽和良好的颜色,不应有凹凸不平和光泽不均匀现象,外表是焊接质量的反映。(https://www.xing528.com)
合格焊点示例如图4-24所示,合格焊点的标准是:
1)形状为近似圆锥面,表面微凹呈漫坡状(以焊接导线为中心,对称成裙形拉开)。虚焊点表面往往呈凸形,可以鉴别出来。
2)钎料的连接面呈半弓形凹面。熔融钎料在被焊金属表面上应铺展,并形成完整、均匀、连续的钎料覆盖层,其接触角应不大于90°。
3)表面有光泽且平滑,无裂纹、夹渣。
4)焊点表面应清洁,焊点表面的污垢,特别是助焊剂的残留物,应及时加以清除,以免腐蚀焊点。
5)钎料要适量,元器件的引脚、焊盘应全部被钎料覆盖。
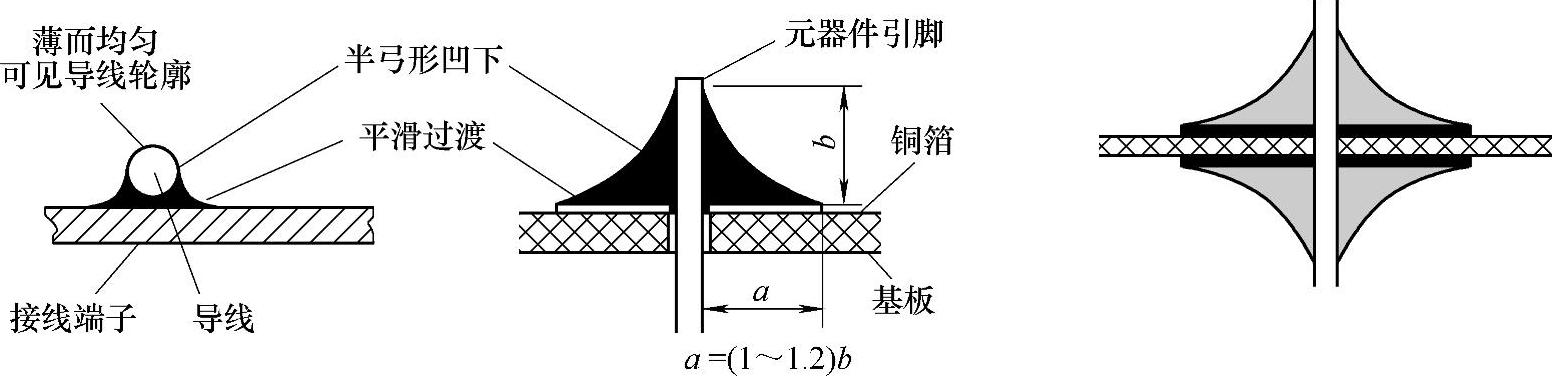
图4-24 合格焊点示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。