



1.印制电路板焊接的特点
1)印制电路板由绝缘底板、连接导线和装配电子元器件的焊盘组成,具有导电线路和绝缘底板的双重功效。印制电路板是用某些胶粘剂将铜箔粘压在绝缘板上制成的,随温度升高黏合力会降低,而且铜箔与绝缘板的热膨胀系数各不相同,过高的焊接温度和过长的焊接时间会引起印制电路板起泡、变形,甚至使铜箔脱落。
2)印制电路板可以实现电路中各个元器件的电气连接,以此代替了复杂的布线,简化了电子产品的装配、调试工作,降低了生产成本。
2.印制电路板焊接注意事项
1)焊接前应对印制电路板和元器件进行检查,主要包括印制电路板上的铜箔、孔位和孔径是否符合图样要求,有无断线、缺孔等,表面处理是否合格,有无污染,元器件的品种、规格及外封装是否与图样吻合,引脚有无氧化和锈蚀。
2)印制电路板装插的元器件一般为小型元器件,如晶体管、集成电路、热塑件等,它们的耐热性比较差,如果焊接时间过长、温度过高,会造成元器件的损坏。对耐热性差的元器件,应使用镊子帮助散热。
3)印制电路板上的焊接,常采用20~40W的电烙铁,烙铁头的温度不宜超过300℃,烙铁头的形状应根据焊盘的大小采用凿形或圆锥形。对较大焊盘进行焊接时可移动烙铁头绕焊盘转动,以免长时间对焊盘加热导致局部过热,损伤焊盘。
4)为了得到质量较高的焊点,印制电路板的被焊点与元器件的引脚及导线一定要保持清洁。印制电路板的保存时间不宜太长,以防所涂的助焊剂发生化学变化,影响焊接质量。焊接完毕后,应根据助焊剂残留物的性质和产品的具体要求对印制电路板进行适当清洗,以防止残留物的污染及腐蚀,保持焊点清洁美观。
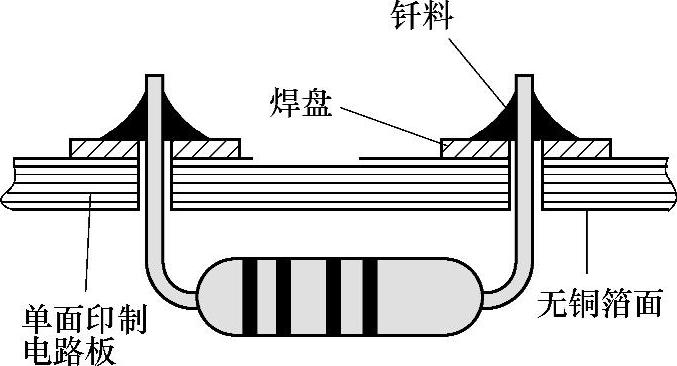
图4-16 单面板的焊接
3.单面板的焊接
单面板是指只有一面有印制导线和焊盘的印制电路板,元器件应装在无铜箔的一面,引脚穿插过连接孔与焊盘焊接在一起,单面板的焊接如图4-16所示。
4.双面板的焊接
双面板是指两面都有印制导线和焊盘的印制电路板,中间为绝缘层。如图4-17所示,对于这种板的连接孔要进行金属化处理,形成金属化孔。在金属化孔上焊接时,要将被焊件包括孔内都充分浸透钎料,并流向另一侧。
5.特殊元器件的焊接
(1)晶体管和集成电路的焊接 在焊接晶体管时,可使用尖嘴钳或医用镊子夹住其管脚散热。MOS电路特别是绝缘栅型,由于输入阻抗很高,稍不慎即可能使内部击穿而失效。为此,在焊接集成电路时,应注意下列事项:
1)对CMOS电路,如果事先已将各引脚短路,焊前不要拿掉短路线。(https://www.xing528.com)
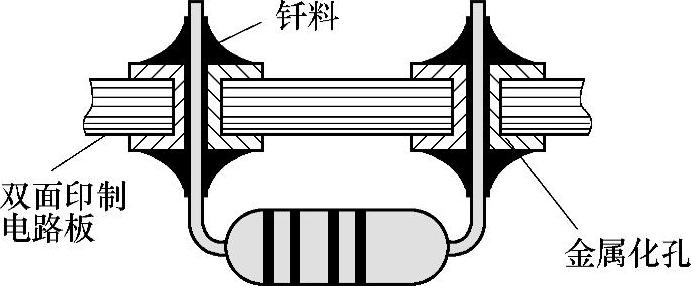
图4-17 双面板的焊接
2)焊接时间在保证浸润的前提下,尽可能短,每个焊点最好在3s内焊好,连续焊接时间不要超过10s。
3)由于集成电路引脚多且间距很小,要选择合适的烙铁头及温度,防止引脚间连锡,焊接前应先将器件的引脚与印制电路板上的焊盘镀好锡。最好使用20W内热式电烙铁,接地线应保证接触良好,若无保护零线,最好采用电烙铁断电用余热焊接。
4)集成电路若不使用插座,直接焊到印制电路板上,安全焊接顺序为:地端→输出端→电源端→输入端。
(2)铸塑元器件的焊接技巧 许多有机材料已广泛应用于各种电子元器件的制造,如各种开关和接插件。这些元器件都采用热铸塑的方式制成,另外小型中频变压器、继电器等元器件的内部都有塑料件或胶木件,所以不能承受高温。对这种类型元器件内的导体进行焊接时,如控制不好焊接温度和时间,很容易使元器件内部塑料骨架变形损坏,甚至使元器件失效或降低性能。
铸塑元器件的焊接如图4-18所示,在焊接时应注意:焊接时烙铁头不要对接线片施加压力,助焊剂用量不能太多,防止助焊剂浸入电接触点,焊接时间应越短越好,保证一次焊接成功。
对于这类元器件,可采用下列方法进行散热:
1)用镊子夹持蘸有酒精的棉纱放置在焊点之间,利用酒精的挥发吸热起到散热作用。
2)采用隔点焊接方法,即焊完第一个焊点,隔着第二个焊点去焊第三个焊点,1、3、5等焊点焊完后,再焊2、4、6等焊点,这样做温度不会过分集中,减小了元器件损坏的可能性。
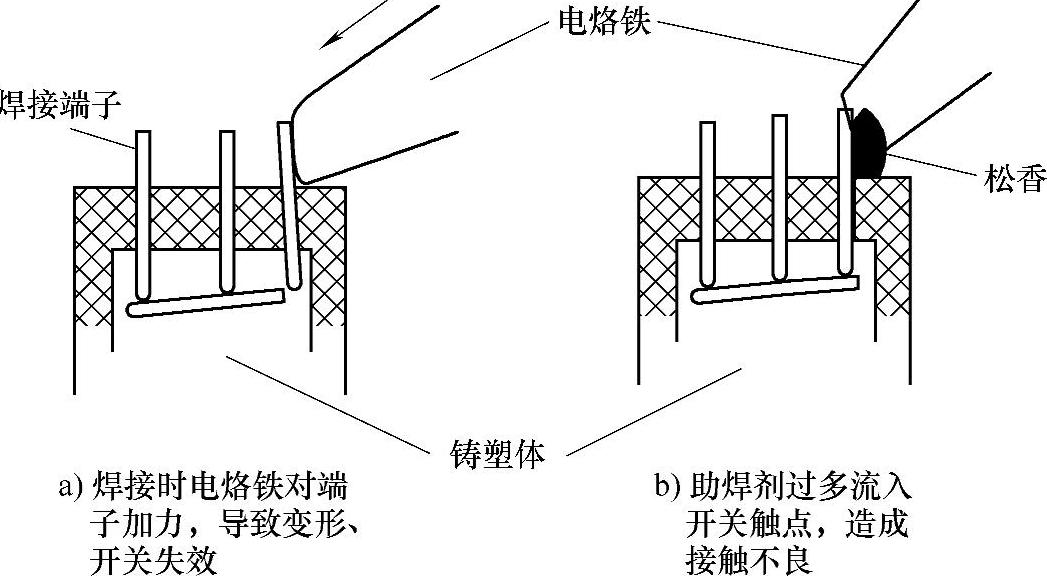
图4-18 铸塑元器件的焊接
(3)大型金属元器件的焊接 在焊接金属板、粗地线等较大金属元器件时,烙铁头上的热量往往会很快散失造成焊接失败。焊接这类元器件的关键是在被焊件表面进行良好的镀锡,并选用合适功率的电烙铁。由于一般金属件表面积大散热快,因此要用功率较大的电烙铁,根据金属件的面积和厚度可选用50~300W的电烙铁,若板厚0.3mm以下时也可用20W电烙铁,只是要增加焊接时间。
对于铜、镀锌板等金属,只要表面清洁干净,使用少量的助焊剂即可在其表面镀上一层锡,如果要使焊点更牢固,可先在焊区用力划出一些刀痕再镀锡。铝材因为由于表面氧化层生成很快,且不能被钎料浸润,一般方法很难镀上锡。但铝及其合金本身却是容易“吃锡”的,因而镀锡的关键是破坏氧化层,如果焊接面积小,可先用刀刮干净待焊面并立刻加少量助焊剂,然后用烙铁头适当用力在板上做圆周运动,同时将钎料熔化一部分在待焊区,这样靠烙铁头破坏氧化层并不断将锡镀到铝板上,这样就比较容易焊接了,铝板焊接如图4-19所示。
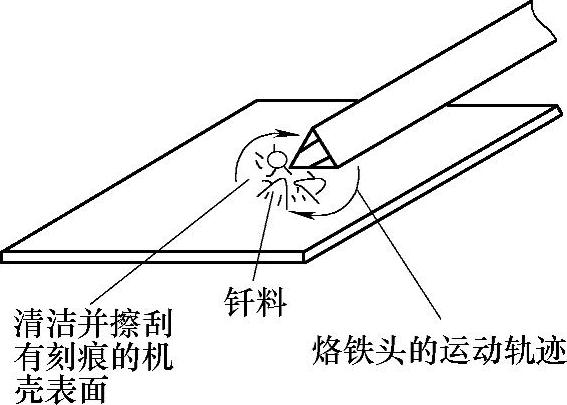
图4-19 铝板焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。