



浸锡就是用液态钎料对元器件的引脚、导线端头和各类线端子进行浸润,形成合金层,防止空气的氧化,以便整机装配时顺利进行焊接工作,提高焊接质量。
1.浸锡方法
在导线剥绝缘层后,必须对芯线进行浸锡处理,尤其对于焊接性差的导线或元器件,浸锡处理尤其重要。导线端头和元器件引脚的浸锡方法有电烙铁上锡、钎料槽浸锡和超声波搪锡。浸锡温度和时间见表3-2。
表3-2 浸锡温度和时间

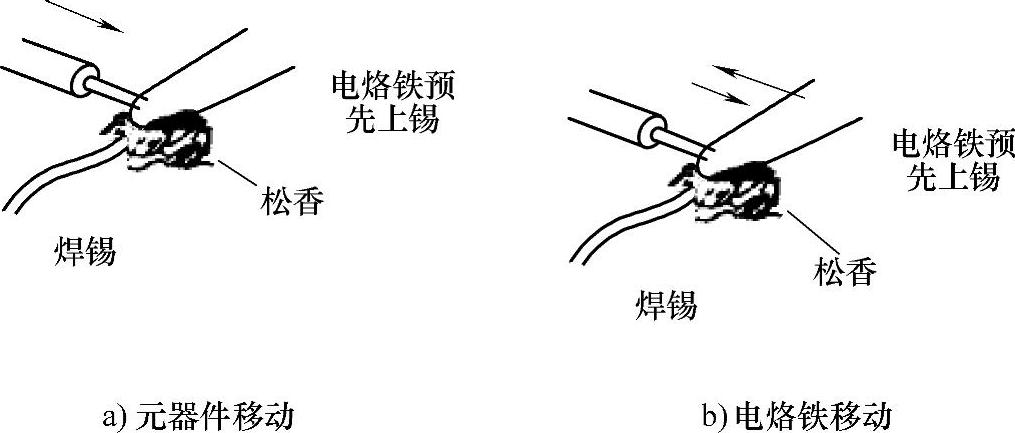
图3-10 元器件引脚预焊
(1)电烙铁上锡 电烙铁上锡适用于少量元器件和导线焊接前的预焊,元器件引脚预焊如图3-10所示。上锡前应先去除元器件引脚和导线端头表面的氧化层,用蘸水海绵或湿布清洁烙铁头的工作表面,然后加热引脚和导线端头,加热的烙铁头上蘸满钎料,左手拿导线,将芯线放在松香上,烙铁头压在导线端头上,烙铁头带动熔化的焊锡在芯线上来回移动。在松香助焊剂的作用下,芯线表面均匀涂上一层光亮的焊锡,完成上锡。或者烙铁头不动,慢慢向后拉导线,都可以完成上锡。注意:上锡时间不能过长,防止焊锡层氧化、发黑。使用松香时,最好用新的,以免上锡的导线端头沾上杂质。上锡过程中,烙铁头不要烫伤导线的绝缘层。
(2)钎料槽浸锡 钎料槽浸锡如图3-11所示,通电使钎料槽内的钎料熔化,浸锡前应刮除元器件和导线表面的氧化层,将捻好的导线或引脚沾少量助焊剂,垂直插入钎料槽钎料中来回移动,并且使浸渍层与绝缘层之间保留有1~2mm间隙,浸锡后垂直取出,浸锡时间为1~3s。
注意:浸渍层与绝缘层之间必须留有间隙,浸锡时间不能过长,以免导线绝缘层受热后收缩甚至破裂。如果一次不成功,可稍微停一会再次浸渍,切不可连续浸渍,以免损坏导线或元器件。对温度敏感的元器件引脚,应采取散热措施,以防元器件过热损坏。钎料槽表面的锡渣和氧化物,应随时加以清除,防止附着在浸锡引脚表面。
有些晶体管、集成电路和其他怕热元器件,在浸锡时应当用易散热工具夹持其引脚的上端,这样可防止大量热量传导到元器件的内部。
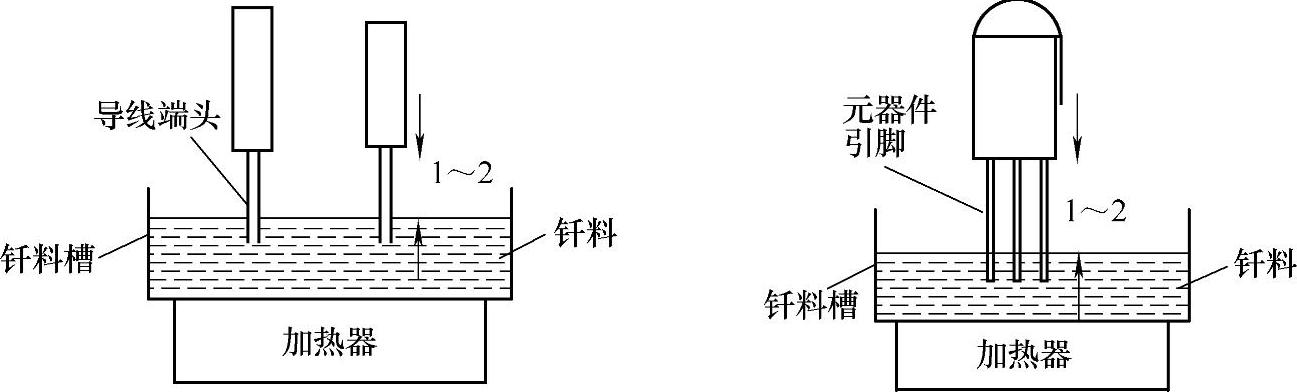
图3-11 钎料槽浸锡(https://www.xing528.com)
(3)超声波搪锡 工作原理:超声波搪锡机发出的超声波在熔融的钎料中传播,可在变幅杆(也称聚能器,将换能器输出的机械振动位移进行放大,使能量集中在较小面积上,产生强大的压力)端面产生强烈的空化(形成千百万个微观气泡)作用,从而破坏了引脚表面的氧化层,净化了引脚表面,因此可不必事先刮除表面氧化层,就能使引脚被顺利地搪上锡。把待搪锡的引脚沿变幅杆的端面插入钎料槽钎料中,并在规定的时间内垂直取出即完成搪锡。
超声波搪锡操作简单、效率高,一般不需刮除氧化层,也不用助焊剂。但对较细的引脚,搪锡时间要适当缩短,否则引脚在超声波作用下会变细,从而影响引脚的机械强度。
2.浸锡的质量要求及操作注意事项
(1)质量要求 经过浸锡的元器件引脚和导线端头,浸锡处距元器件引脚根部应留有一定的距离,导线留1~2mm,元器件留2mm以上。被浸锡表面应光滑明亮,无拉尖的毛刺,钎料层厚薄均匀,无残渣和助焊剂黏附。浸锡后的元器件外观无损伤、裂痕,漆层无脱落,标志保持清晰。未浸锡的导线外绝缘层无烫伤、烧伤等损坏痕迹。
(2)浸锡操作注意事项
1)通过试浸锡操作,熟悉并严格控制浸锡的温度和时间。
2)元器件引脚去除氧化层和导线剥去绝缘层后应立即浸锡,以免再次氧化或玷污。
3)对轴向引脚的元器件浸锡时,一端引脚浸锡后,要等元器件充分冷却后才能进行另一端引脚的浸锡。
4)部分元器件,如非密封继电器、波段开关等,一般不宜用钎料槽浸锡,可采用电烙铁上锡。严防钎料和助焊剂渗入元器件内部。
5)在规定的时间内若浸锡质量不好,可待浸锡件冷却后,再进行第二次浸锡。若质量依旧不好,应立即停止操作并找出原因。
6)经浸锡处理的元器件和导线要及时使用,一般不得超过三天,并需妥善保存。
7)浸锡场地应通风良好,及时排除污染气体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。