



长期以来,阀门的组装工作主要是依靠人工来完成的。人工组装劳动强度大、效率低。随着数控机床、加工中心等高效设备的应用,阀门机械加工的工艺水平和生产效率有了显著的提高。组装工作的这种落后状况日益难于适应现代大规格生产的需要,因此,组装工作的机械化已成为当前阀门制造业的紧迫问题,必须优先加以考虑。现将常用的几种阀门组装机械及国外阀门组装机械化的发展趋势简单介绍如下:
1.填料切断机
以无石棉填料作为阀杆密封的阀门,组装前需将无石棉填料切制成一定长度。用人工切制不仅效率低,劳动条件也恶劣。这一工作可用图15⁃12所示的无石棉填料切断机来完成。
该切断机的工作原理图如图15⁃13所示。电动机经带轮两级减速后,使曲轴1旋转,并经连杆2带动切刀3作垂直往复运动,以切断无石棉填料,曲轴1的左端有曲柄连杆机构4,它带动棘轮机构5使摩擦轮6作周期间歇运动。无石棉填料则被压紧在轮6和轮7之间,并被摩擦力带动进行自动送进。当需要切断不同长度的无石棉填料时,可调整曲柄4的半径来改变送料的长度。
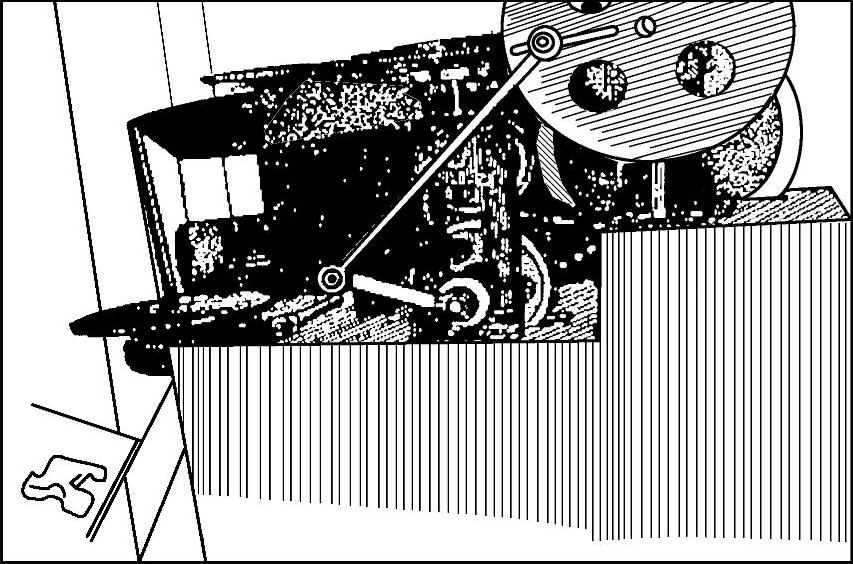
图15⁃12 填料切断机
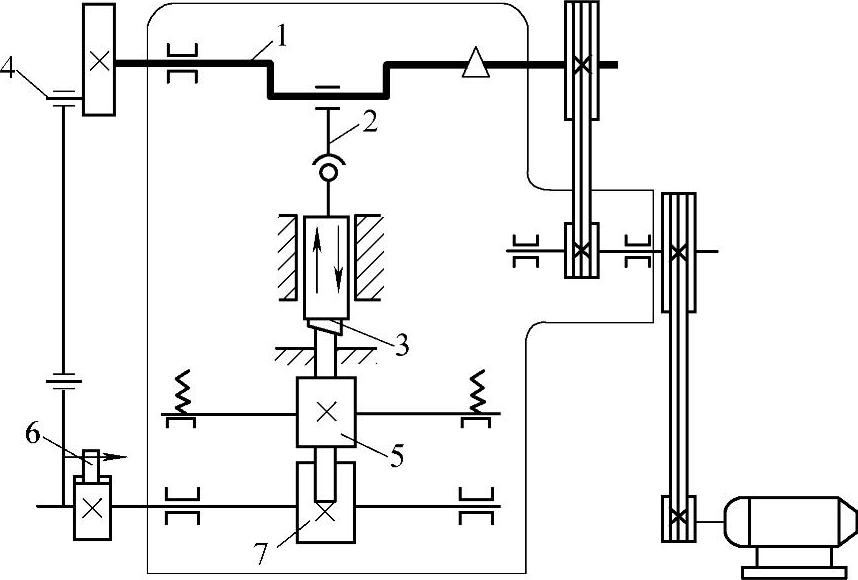
图15⁃13 填料切断机传动示意图
1—曲轴 2—连杆 3—切刀 4—曲柄连杆机构 5—棘轮机构 6、7—摩擦轮
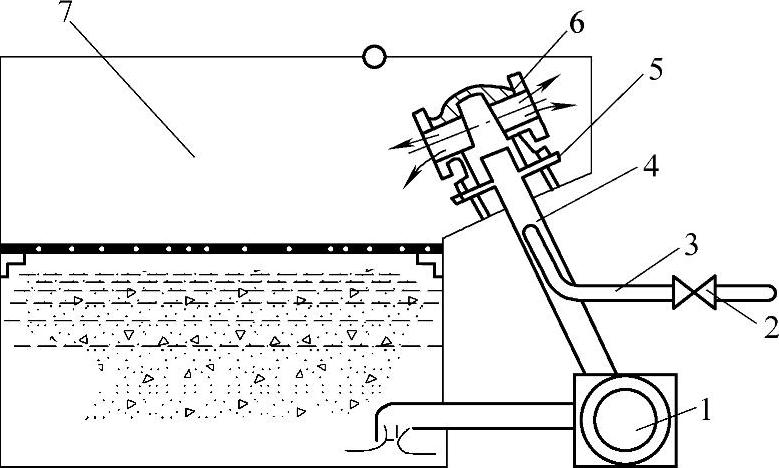
图15⁃14 喷丸清洗机示意图
1—泥浆泵 2—阀门 3—管路 4—喷管 5—工作台 6—被喷阀体 7—清洗槽
2.阀体喷丸清洗机
中、小型阀门的阀体可采用抛丸清洗机进行初洗。该清洗机的工作原理如图15⁃14所示。
喷丸清洗机由泥浆泵1、清洗槽7、喷管4及工作台5等部件组成。清洗时,先将阀体6安装在工作台4上,然后开动泥浆泵1把清槽7内由铁丸、石英砂和碱水组成的喷丸液抽至主喷管4,此时打开阀门2,0.5~0.6MPa的压缩空气则经管路3进入喷管4,使喷丸液高速冲击阀体内腔表面。阀体上的氧化皮、切屑末、油污等被喷丸、石英砂冲磨掉,并被碱水带走,从而达到清洗的目的。清洗完后,先关闭泥浆泵,让压缩空气将阀体内腔残留的喷丸液吹干,再关闭阀门2。
3.小型阀体清洗机
如图15⁃15所示的小型阀体清洗机,可用来清洗公称尺寸DN32以下的截止阀及安全阀阀体。
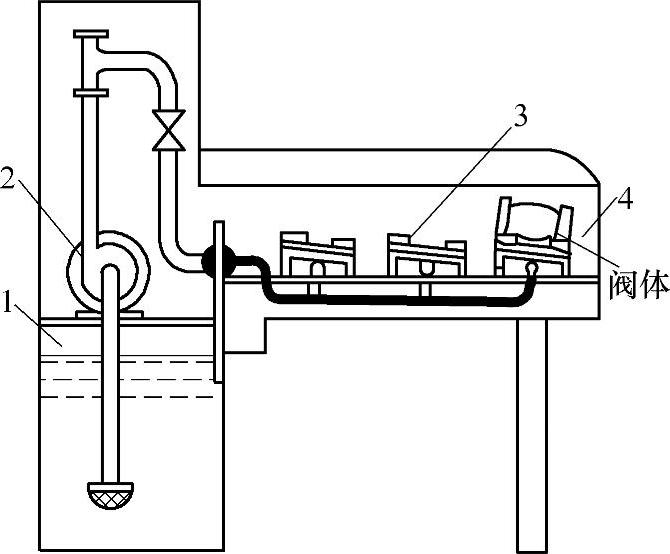
该清洗机由储水箱1和清洗托盆4两部分组成。储水箱上部装有塑料泵2(功率2.2kW、流量6t/h),清洗托盆内有三根3/4in的水管、管壁上钻有多个不同直径的喷水孔,分别用来清洗不同规格的阀体。水管上方装有前后倾斜15°的支架3,以支承阀体用。为防止水流飞溅,清洗托盆上装有活动的有机玻璃防水罩。
4.风动扳手
 (https://www.xing528.com)
(https://www.xing528.com)
图15⁃15 小型阀体清洗机示意图
1—储水箱 2—塑料泵 3—支架 4—清洗托盆
大、中型阀门的阀体与阀盖均采用螺柱连接,组装时需拧紧几个甚至几十个螺母。用扳手紧固时,工人的劳动繁重,螺柱预紧力也不易均匀。为了减轻笨重的体力劳动并提高组装效率,可使用风动扳手来紧固螺柱。
图15⁃16为搬紧螺柱直径d≤20mm的风动扳手,其工作压力为0.5MPa,并可根据旋紧螺母的不同规格来更换搬手头。
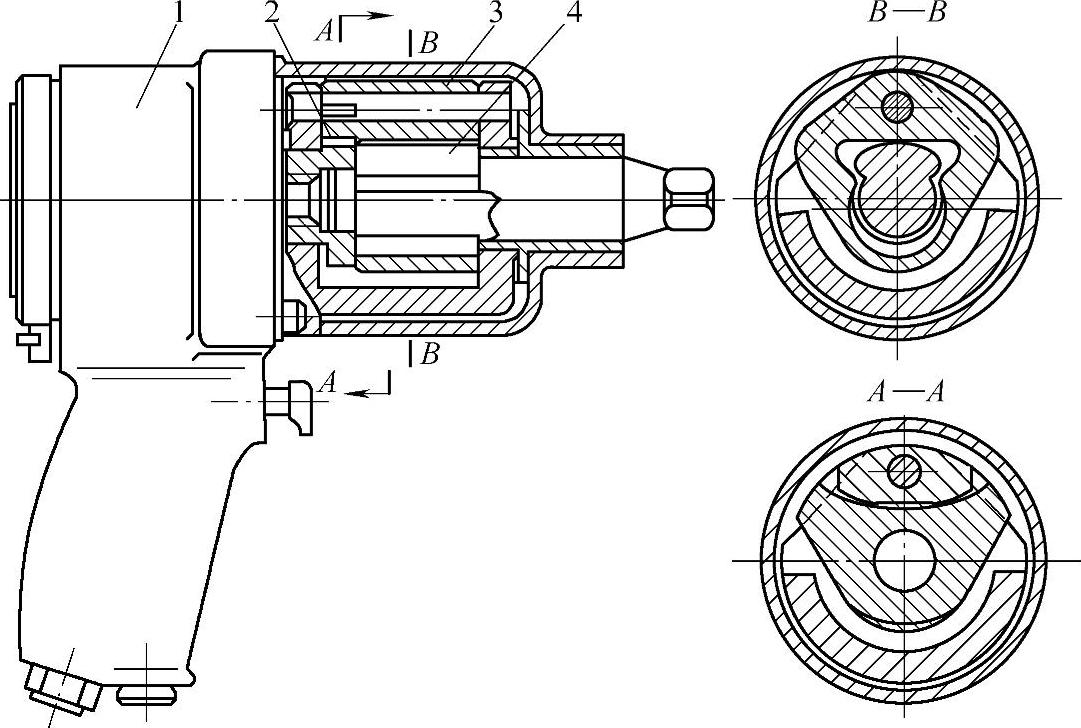
图15⁃16 风动搬手
1—风动机 2—转动拨叉 3—冲击块 4—扳轴
该风动扳手采用滑片式风动机1经转动拨叉2带动冲击块3旋转,冲击块使扳轴4转动从而拧动螺母。拧动螺母时,扳轴4上的力矩增大,所以迫使冲击块3摆动从而与扳轴4脱开,冲击块旋转一周后再次冲击扳轴而拧动螺母,如此反复冲击,直至螺母拧紧为止。一般的风动扳手由于结构尺寸太长,往往受支架、手轮等零件位置的限制,操作颇为不便,但这种导轮形式的风动扳手结构简单,力矩大、外形尺寸短,所以适用于阀门组装时使用。
5.电动扳手
小型阀门的阀体与阀盖一般采用螺纹连接,组装时可采用图15⁃17所示的电动扳手来紧固阀盖。
电动扳手由支架1、滑轨2、工作台4及搬手体3四部分组成。支架1用槽钢制成,呈门字形,其上端固定有两根工字钢制的滑轨2。扳手体3可在滑轨上纵向移动,以旋紧纵向安装在工作台4上的一排阀门。当扳手体移至阀门上方后,可开动升降电动机,经蜗轮蜗杆减速。齿轮、齿条传动,使搬手头下降,然后关闭升降电动机,开动主电动机,使主轴转动而旋紧阀盖。在达到规定的转矩后,主电动机自动切断,此时,可开反车使扳手头上升,再将扳手体沿滑轨纵向移动,以紧固下一个阀门。
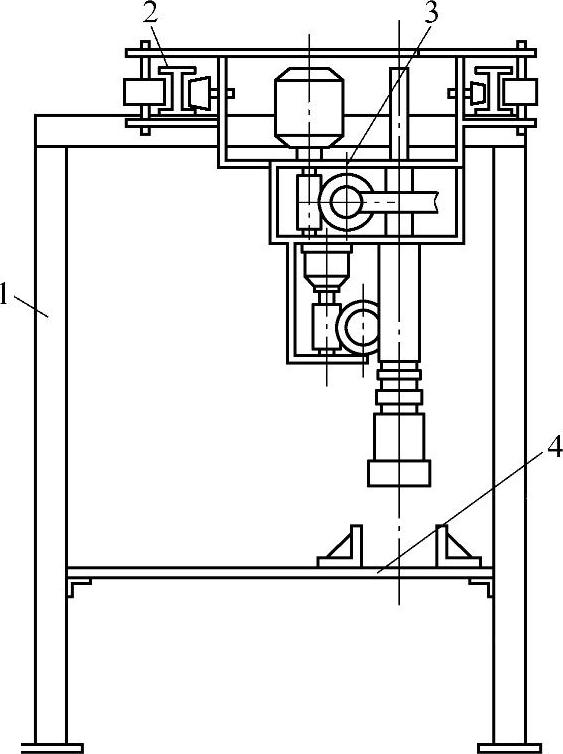
图15⁃17 电动扳手示意图
1—支架 2—滑轨 3—扳手体 4—工作台
这种电动扳手结构虽然较复杂,但生产率高,适于成批生产的阀门制造企业使用。
6.国外阀门组装机械化的现状及发展趋势
在国外、阀门的组装工作长期以来都是由人工用简单的工具来完成的。除美国、德国外,自动化的组装技术一般发展都较晚。20世纪80年代以后,由于机械加工的自动化技术发展很快,加工费用大幅度降低,相对而言,组装费用在产品的成本中所占的比重就大为增加。这种情况引起了各国阀门制造业的关注,从而在阀门组装机械化、自动化方面作了大量的试验研究工作。20世纪90年代以来美、德、英、日等国家广泛应用阀门组装机、组装生产线、组装自动线等自动化组装技术,使阀门组装的落后状况发生了显著的变化,有的公司甚至尝试将机器人应用于阀门的组装中。
例如,英国特兰斯阿姆(Trasam)公司自行设计制造了一条转塔式截止阀自动组装生产线。该生产线由两台设备组成,中间用传送带连接,共用八名工人操作,可组装1/2in~1in的截止阀,每9s可组装两台。美国克瑞(Crane)公司生产的DN50~DN300蝶阀也是采用组装自动线组装的。
美国一家公司开始使用机器人来组装阀门。这种机器人具有六个自由度,30个动作,可替代四名工人操作。它除了不能组装填料、手轮及标牌等零件外,可完成1/8~1in的闸阀和截止阀的其他组装工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。