



阀门一般采用固定式组装。阀门的部件组装和总装是在一个固定的工作地点进行,所需的零件和部件全部运到该组装工作地。通常部件组装和总装分别由几组工人同时进行,这样既缩短了组装周期,又便于使用专用的组装工具,对工人技术等级的要求也比较低。
1.组装前的准备工作
阀门零件在正式组装前需去除机械加工形成的毛刺和焊接残留的焊渣、清洗及准备填料和填片。这些统称为组装前的准备工作。这些准备工作对组装质量有很大的影响。
(1)去除零件毛刺、焊渣 机械零件在组装前均应去除毛刺,由于阀体、阀盖、闸板(阀瓣)、阀杆等零件直接与介质接触,毛刺和焊渣若清除不净,阀门工作时受带压介质的冲刷,极易将残留的毛刺和焊渣带入介质中而造成介质不洁,并常常引起密封面的划伤。因此,组装前应注意将阀门零件的毛刺和焊渣清除干净,以免给用户造成隐患。
去除毛刺、焊渣的工作可用锉刀、錾子或风铲由手工进行。工作时应注意不要划伤或铲坏已加工表面,特别是密封面。铸造阀门的内腔也要用风动砂轮将表面的包砂、铁豆等仔细地磨光,这样不仅可防止这些异物被冲刷而混入介质,而且也降低了阀门内腔的表面粗糙度Ra值。
去除毛刺的焊渣是阀门组装过程的第一道工序,零件经此工序后才能进行清洗。
(2)阀门零件的清洗 作为流体管路控制装置的阀门,内腔必须清洁,特别是原子能、医药、食品及化学工业用阀,为保证介质的纯度和避免介质污染,对阀门内腔清洁度的要求更为严格。组装前应对阀门零件进行清洗,将零件上的切屑碎末、残留的切削液、铲落在内腔的毛刺和焊渣以及其他污物洗除干净。
一般工业用阀门的清洗,分为初洗、干燥和最后清洗等步骤。初洗通常用加碱的清水或热水进行喷刷(也可用煤油进行刷洗)。初洗后的零件要在80~90℃的烘箱中干燥,或采用热风吹干,以免零件锈蚀。
阀体、闸板(阀瓣)等零件经初洗、干燥后方可进行密封面研磨,以避免切屑、砂粒等污物混入研磨剂而划伤密封表面。零件经研磨、抛光后需进行最后清洗。最后清洗通常是将密封面部位用汽油刷净,然后用压缩空气吹干并用布擦干净。
有清洗度要求的阀门,应按有关清洗技术条件进行清洗。清洗技术条件对清洗步骤、方法、清洗剂、清洗工具甚至组装间的清洗度、温度等均有详细的规定。
(3)填料及垫片的准备 填料及垫片是防止阀门外漏的密封件,对于高、中压阀门,一般都用成型填料,如柔性石墨填料、聚四氟乙烯成型填料。对于低压阀门一般用无石棉填料,无石棉填料因具有耐腐蚀、密封性好及摩擦系数低等优点,被广泛作为工作温度<425℃的中、低压阀门的填料,以防止介质经阀杆和填料箱的结合面间渗漏。
无石棉填料一般为成捆包装、组装前应按一定要求将其切断。如图15⁃6所示,无石棉填料两端均切成45°角的切口,切制长度L为
L=π(d+b)
式中 d——阀杆直径(mm);
b——无石棉填料厚度(mm)。

图15⁃6 无石棉填料
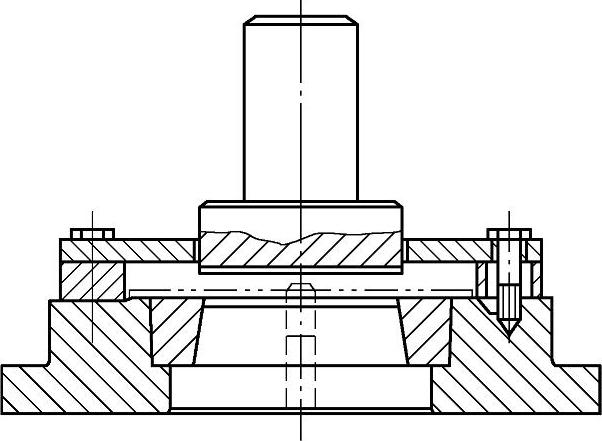
图15⁃7 无石棉垫片冲模
 (https://www.xing528.com)
(https://www.xing528.com)
图15⁃8 切削无石棉垫片的工具
有的阀门制造企业向密封件公司购买使用专用模具将无石棉填料或柔性石墨预先压制成成形填料,以简化切制填料的繁琐手工劳动。柔性石墨成形填料或碳纤维编织成形填料,密封性能可靠,所以可使用在高温、高压阀门和对阀门填料密封性要求很高的场合。
由于无石棉垫片的塑性、弹性及耐腐蚀性较好,在较高温度下具有一定的强度,所以在中、低压阀门应用较为普遍。在高、中压阀门中普遍采用缠绕式垫片或金属环垫。
组装前需将所有的垫片准备好,非成形的无石棉垫片需将成张的无石棉板按图样要求剪裁成成形垫片。批量较大的小规格无石棉垫片,一般是在压力机上使用专门的冲模冲裁成形的,可先将成张的垫片剪成条料后,按图15⁃7所示的冲模将内孔冲出,再以内孔定位冲裁外圆。批量较小的无石棉垫片可用图15⁃8所示的工具切制。该工具可安装在钻床上,用两把高速钢制成的切刀可在径向移动以调整刀具的旋转直径,这样刀具旋转可加工出不同尺寸的无石棉成形垫片。
2.阀门部件的组装和总装
(1)填料的组装 为了保证活动的阀杆与阀盖填料箱间有良好的密封,填料应具有适当的高度与紧密性。填料应具有适当的高度与紧密性。装入填料时,应将切好的无石棉填料一圈一圈地装入填料箱并逐圈压紧,每圈填料的切口处要相互交错120°,如图15⁃9所示,组装时可用套筒状冲头捣压填料。捣压可用手锤或小压力机进行。对于高、中压阀门的成形填料,应先装三圈柔性石墨或碳纤维成型填料,再装隔离环,隔离环上再装三圈柔性石墨或碳纤维成形填料,对于高温、高压阀可柔性石墨成形填料和碳纤维成形填料在隔离环上、下混合安装。填料装满后,再用填料压盖压紧,但也不能压得过紧,以免阻阀杆的运动碍阀杆的运动。
(2)阀座的压入结合 小规格阀门的不锈钢阀座与碳钢阀体普遍应用压入配合。通常是在油压机上对阀座施加轴向压力,利用过盈配合在阀座与阀体连接处产生弹性变形来达到固定结合的目的。阀座与阀体的配合一般选用 或
或 。
。

图15⁃9 填料的捣压
有的阀门制造企业使用加热阀体或冷却阀座的温差压合法。这种方法使用的设备简单,压合时阀座密封面不易产生变形,阀体与阀座也可选用较大的过盈量使结合更加牢固。这种方法适用于中、小口径的阀门。
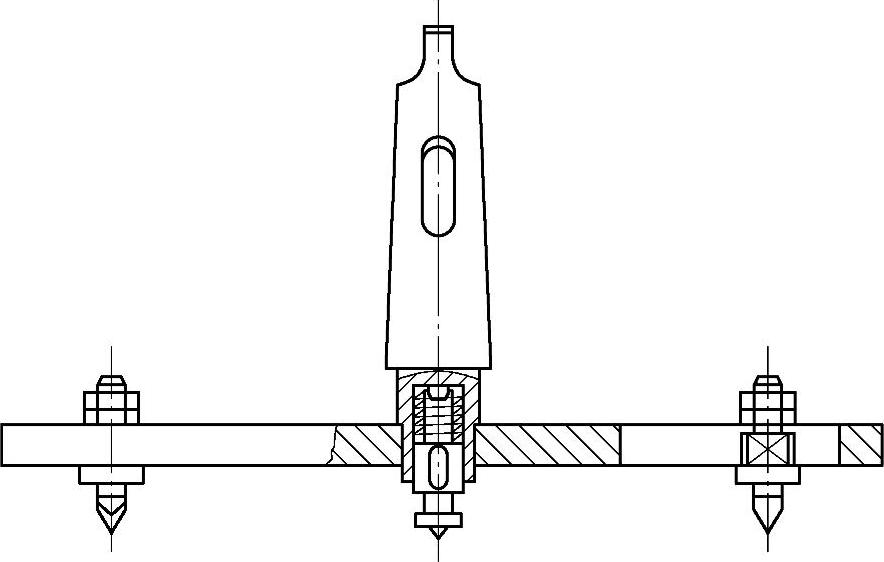
楔式闸阀带楔角的阀座(马蹄形阀座)压合时,应注意使阀座对称轴线与阀体侧面的对称中心线对齐,否则会引起阀体部件楔角的改变。图15⁃10所示为马蹄形阀座压入结合时使用的工具,其压合过程如下:
将阀座套在胀簧5上,并使阀座厚端刻线与斜板4上的刻线对准,拧紧锥套6,把阀座固定。然后,把斜板4连同阀座放在阀体内腔,装上定位盘3以控制阀座与阀体的相对安装位置。在阀体通路端装上定位螺母1及冲杆2后,即可在油压机上将阀座压入阀体孔内。阀座压入后,可松开锥套6将斜板取下,并用图15⁃10b所示的工具在油压机上将阀座胀紧,使结合更为牢固。
(3)阀门的总装 阀门通常是以阀体作为基准零件按工艺规定的顺序和方法进行总装。总装前要对零、部件进行检查,防止未去毛刺和没有清洗的零件进入总装。组装过程中,零件要轻拿轻放,避免磕碰,划伤已加工表面。对阀门的运动部位(如阀杆、轴承等)应涂以工业用黄油。

图15⁃10 马蹄形阀座的压合工具
a)压阀座工具 b)涨紧阀座工具 1—螺母 2—冲杆 3—定位盘 4—斜板 5—胀簧 6—锥套
阀体与阀盖中法兰多采用螺柱连接。紧固螺柱时,应对角交错、均匀地拧紧,否则阀盖在圆周上受力不均而易于发生渗漏。一圈螺柱紧固后,还需再紧一遍,以防松动,紧固时,使用的扳手不宜太长,避免预紧力过大而影响螺柱强度。对预紧力有严格要求的阀门,可使用力矩扳手。
总装完成后,应旋转手轮检查阀杆的运动是否灵活,有无卡阻现象;阀盖、支架等零件的安装方向是否合乎图样要求;密封面及阀体内腔是否清洁等,检查合格后的阀门方能进行试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。