



1.焊丝
焊丝是埋弧焊中不可缺少的焊接材料,它不仅是一个电极,而作为填充金属被熔化到焊缝中,因此焊丝的化学元素质量分数,力学性能和规格对焊缝质量有很大影响,我国国家标准GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》和GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》已对碳钢和低合金钢的化学元素质量分数作了规定。表14⁃9是碳钢焊丝的化学元素质量分数,表14⁃10是低合金钢焊丝的化学元素质量分数。
表14⁃9 碳钢焊丝的化学元素质量分数(%)
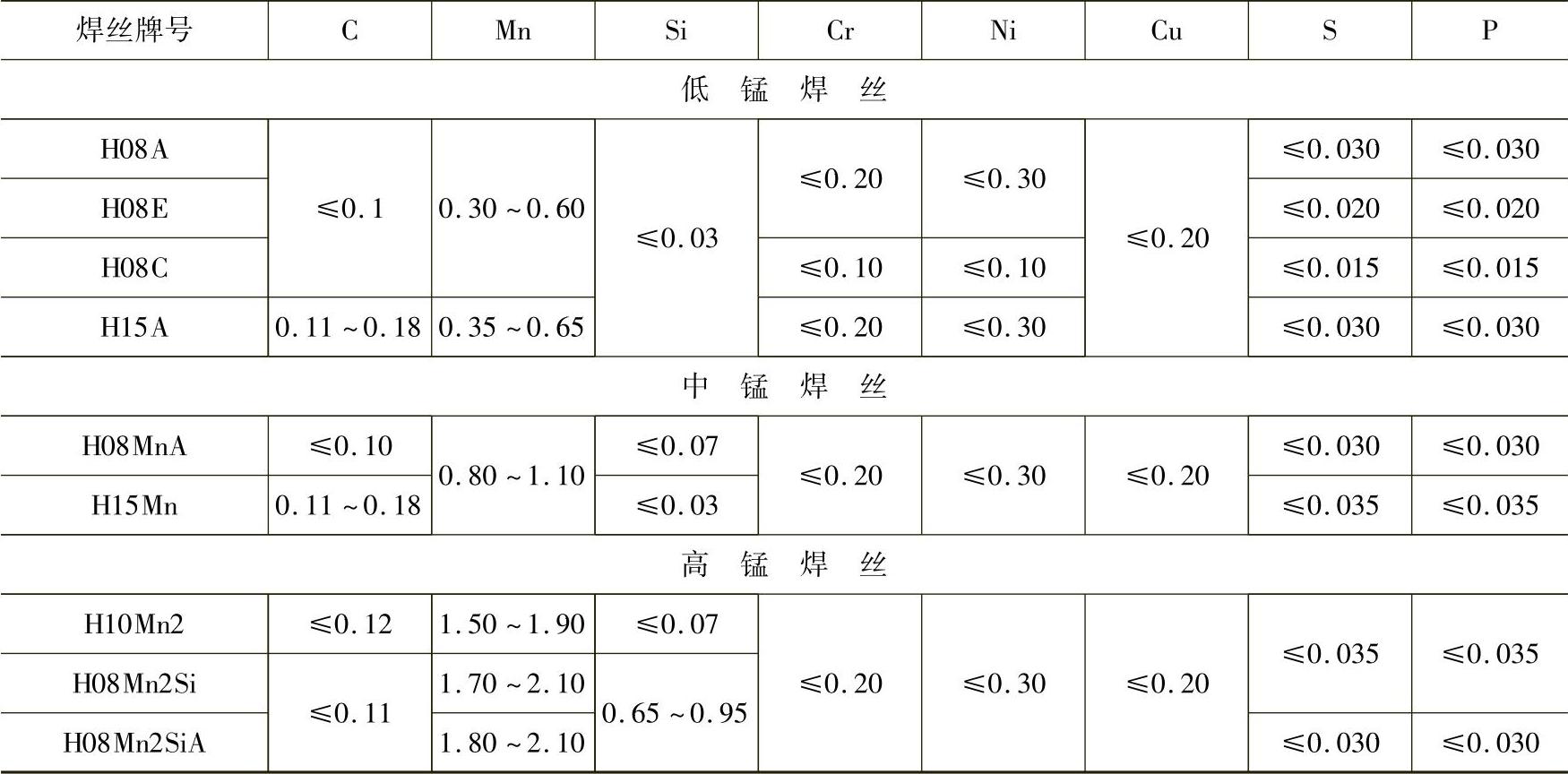
注:1.如存在其他元素,则这些元素的总量不得超过0.5%。
2.当焊丝表面镀铜时,铜含量应不大于0.35%。
3.根据供需双方协议,也可生产其他牌号的焊丝。
4.根据供需双方协议,H08A、H08E、H08C非沸腾钢允许硅含量不大于0.10%。
5.H08A、H08E、H08C焊丝中含锰量按GB/T 3429—2002。
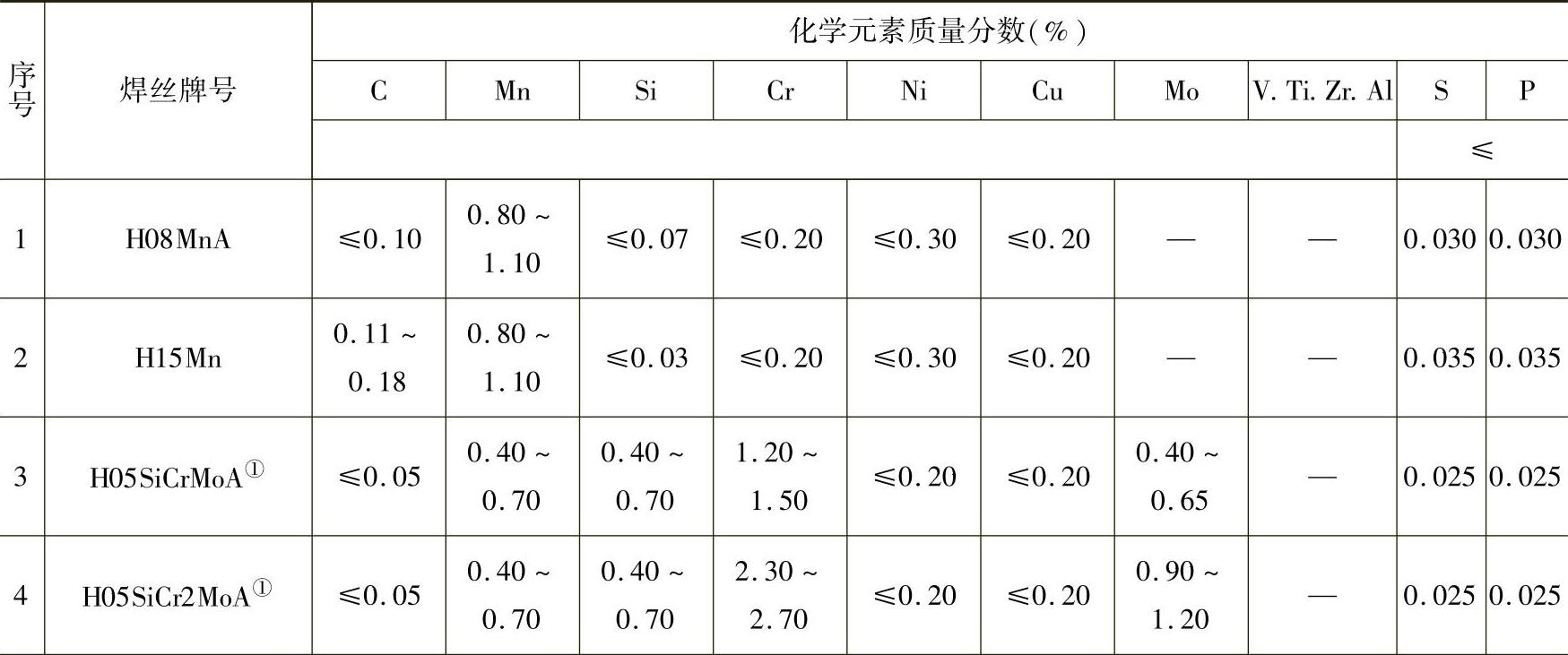
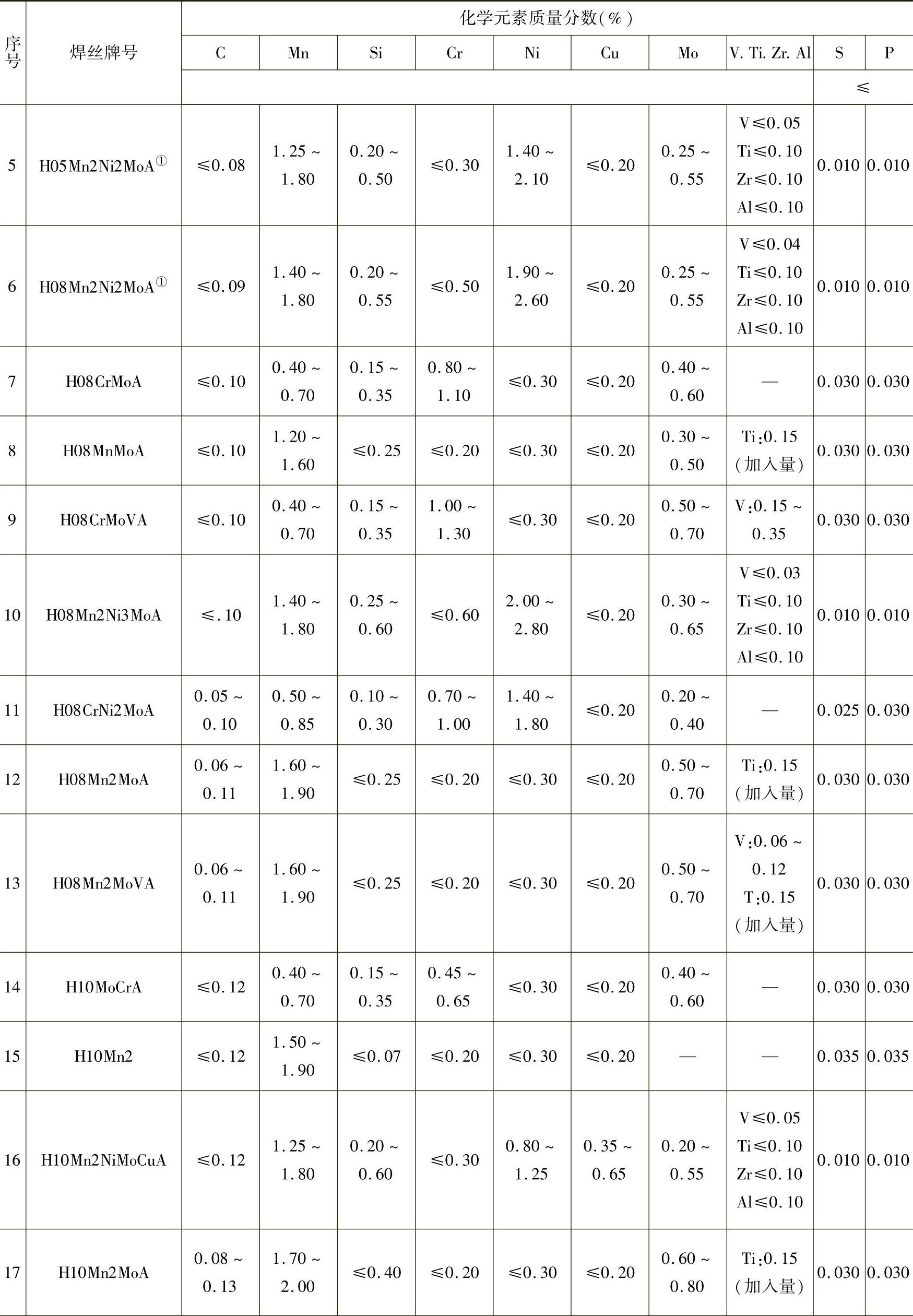
表14⁃10 低合金钢焊丝的化学元素质量分数(GB/T 12470—2003)
(续)
(续)
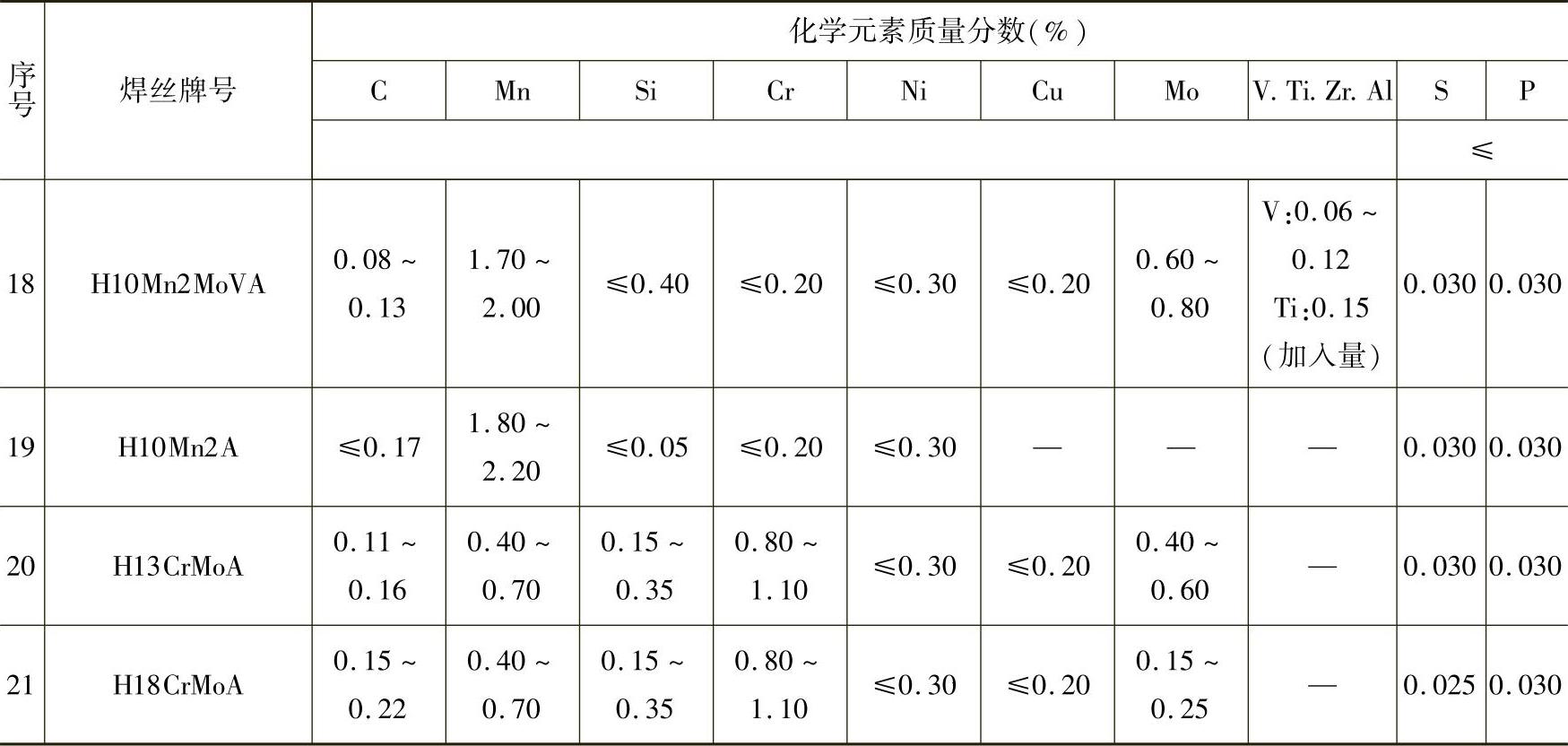
注:1.当焊丝镀铜时,除H10Mn2NiMoCuA外,其余牌号铜含量应不大于0.35%。
2.根据供需双方协议,也可生产使用其他牌号的焊丝。
①这些焊丝中残余元素Cr、Ni、Mo、V总量应不大于0.50%。
碳钢焊丝的尺寸应符合表14⁃11的规定,低合金钢焊丝的尺寸应符合表14⁃12的规定。
表14⁃11 碳钢焊丝的尺寸(GB/T 5293—1999) (单位:mm)

注:根据供需双方协议,也可生产其他尺寸的焊丝。
表14⁃12 低合金钢焊丝的尺寸(GB/T 12470—2003) (单位:mm)

注:根据供需双方协议,也可生产使用其他尺寸的焊丝。
2.焊剂
焊剂主要作用是焊接时复盖焊接区,防止空气中氧、氮侵入焊缝金属,防止液态金属的飞溅,调整焊缝金属成分和遮熏强烈的弧光,熔渣复道焊缝,使焊缝金属冷却速度减慢,改善焊缝的形成和结晶情况以及气体泄出的条件,从而减少气孔。因此对焊剂有以下要求。
1)焊剂与焊丝配合,能保证焊缝金属的化学元素质量分数和力学性能都符合标准要求。
2)焊缝不产生气孔,裂纹等缺陷。(https://www.xing528.com)
3)焊接过程中电弧能稳定燃烧。
4)焊缝形成良好。
5)脱渣性好。
6)焊接时产生的有毒气体少。
7)焊剂的熔点应比母材低200~300℃,一般不超过1200~1300℃。
8)焊剂在被焊金属的熔点时粘度要低,流动性好,以获得良好的焊缝形成。
9)焊剂为颗粒状,焊剂能自由地通过标准焊接设备的焊剂供给管道、阀门和喷嘴。焊剂的颗粒度应符合表14⁃13的规定,但根据供需双方协议,也可以制造其他尺寸的焊剂。
表14⁃13 焊剂颗粒度要求

10)焊剂含水量不大于0.10%。
11)焊剂中机械类杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)不大于0.30%。
12)焊剂的硫磷含量。焊剂的含硫量不大于0.06%,磷含量不大于0.08%。根据供需双方协议,也可以制造硫、磷含量更低的焊剂。
13)焊剂焊接时焊道应整齐,成形美观,脱渣容易。焊道与焊道之间、焊道与母材之间过渡平滑,不应产生较严重的咬边现象。
14)焊丝—焊剂组合焊缝金属射线探伤应符合GB/T 3323—2005中Ⅰ级。
3.熔敷金属力学性能
1)碳钢焊丝熔敷金属拉伸试验结果应符合表14⁃14的规定。
2)碳钢焊丝熔敷金属冲击试验结果应符合表14⁃15的规定。
表14⁃14 碳钢焊丝熔敷金属拉伸试验结果

表14⁃15 碳钢焊丝熔敷金属冲击试验结果

3)低合金钢焊丝熔敷金属拉伸试验结果应符合表14⁃16的规定。
表14⁃16 低合金钢焊丝熔敷金属拉伸试验结果

注:表中单值均为最小值。
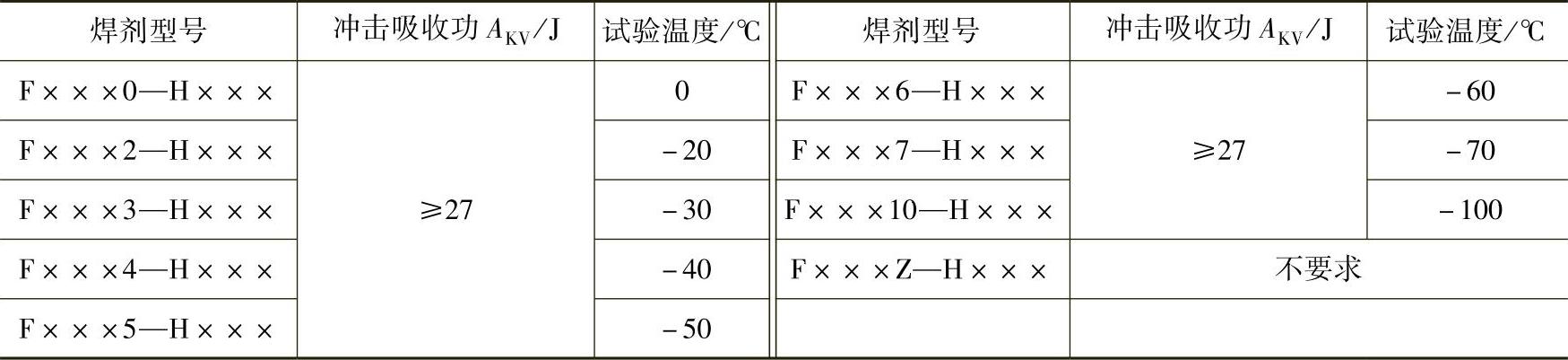
4)低合金钢焊丝熔敷金属冲击试验结果应符合表14⁃17的规定。
表14⁃17 低合金钢焊丝熔敷金属冲击试验结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。