



手工电弧焊时,电焊条作为一个电极,在它与工件之间产生电弧,发出大量热来熔化金属,在工件被熔化的同时,电焊条也被熔化成为焊缝金属的一部分,因而正确地选择电焊条是获得符合产品技术要求的化学元素质量分数和力学性能的优质焊缝的决定因素之一。
1.电焊条的组成
电焊条由焊条总和药皮两部分组成,按药皮厚薄不同分为薄药皮焊条(药皮重量系数一般为2%)和厚药皮焊条(药皮质量分数为30%~40%)。药皮质量系数指的是焊条药皮与焊条芯质量之比。
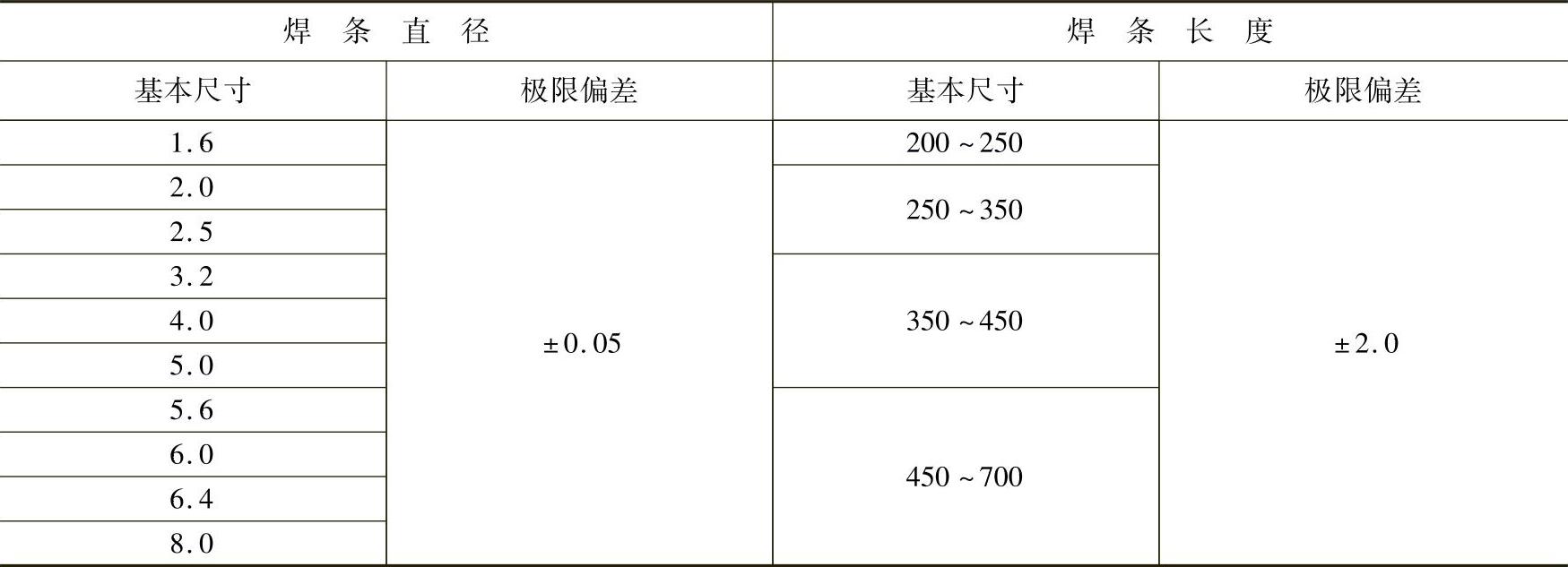
我国手工电弧焊条的尺寸应符合表14⁃2的规定。
表14⁃2 焊条尺寸 (单位:mm)
1)焊条芯(简称焊芯)。焊芯也称焊条钢丝(或焊丝),可根据被焊金属的化学元素质量分数和使用要求,按国家标准选用,对于碳素钢焊条按GB/T 5117—1995;对于低合金钢焊条按GB/T 5118—1995;对于不锈钢焊条按GB/T 983—1995规定的焊条用钢选用。
2)药皮。在焊接过程中空气中的氧和氮大量侵入焊缝金属,将金属中的碳、硅、锰等合金元素大量烧损,反而在焊缝金属中留下了很多氧和氮(以氧化物和氮化物状态存在),表14⁃3就是用光焊条(即没有药皮的焊条芯)在低碳钢板上堆焊的结果,因此使焊缝的力学性能大大降低。
表14⁃3 光焊条在低碳钢板(Q235A)上堆焊时化学元素质量分数的变化

此外,用光焊条电弧焊时,电弧很不稳定,飞溅严重,气孔很多,焊缝形成很差,因此药皮除了保证获得具有一定的化学元素质量分数和力学性能的焊缝金属外,还使焊条具有良好的工艺性能。
根据药皮中各种物质(在未涂挂到焊芯之前称涂料)所起作用不同,可分为下列七类:
1)稳弧剂主要是易电离的物质,它使焊条容易引弧,并稳定燃烧,如碳酸钾、苏打、长石、大理石、白垩、钾水玻璃、钠水玻璃、碳酸钡和碱土金属氧化物等。
2)造气剂。在焊接过程中产生一定量的气体(如CO2、CO、H2等),机械地隔绝空气,以限制氮、氧、氢等有害气体与熔化金属的作用。常用的有淀粉、木粉、纤维素、大理石和菱苦土等。
3)造渣剂是药皮中最基本的组成物。主要作用是造成具有一定物理—化学性能的熔渣,覆盖在熔化金属的表面,使焊缝金属免受空气的不良作用,它还能使熔化金属缓慢冷却与凝固,气体和杂质可以排出,改善焊缝金属的质量。最常用的造渣剂有大理石、萤石、石英石、锰矿、赤铁矿、钛铁矿、金红石、钛白粉等。
4)脱氧剂用来消除熔化金属中的氧气,使金属氧化物还原,以提高焊缝金属的性能。常用的脱氧剂有锰铁、硅铁、钛铁、铝粉、石墨等。
5)渗合金剂用来向焊缝金属渗加合金元素,补偿电弧的烧损,提高焊缝的力学性能或其他特殊性能(如抗锈、耐酸、耐磨等)。根据需要可选用铁合金或纯金属,如锰铁、硅铁、钼铁、钨铁、金属锰等。
6)粘结剂将涂料牢固地粘附在焊芯上,干燥后应有一定的机械强度。常用的是钠水玻璃或钠水玻璃和钾水玻璃的混合液。
7)增塑剂是为了便于机器压制焊条而额外加入一些改善涂料塑性或滑性的物质。如云母、白泥、粘土、钛白粉等。
2.电焊条的性能分析
由于电焊条的药皮类型不同,因而熔化后形成的熔渣中所含有的氧化物就不同,如果熔渣中的碱性氧化物(如氧化钙等)比酸性氧化物(如二氧化硅、二氧化钛等)多,这种焊条称为碱性焊条。低氢型焊条如E4303、E5003就是属于这一类。反之,如果熔渣中的酸性氧化物比碱性氧化物多,则把这种焊条称为酸性焊条。其余五种药皮类型的焊条均属于此类。
下面对这两类中常用的几种焊条的性能进行分析:
(1)酸性焊条 在生产中常用的有钛钙型(E4303、E5003)和钛铁矿型(E4301、E5001),其中钛钙型焊条含氧化钛和氧化钙数量较多,钛铁矿型焊条中以钛铁矿代替了钛钙型焊条中的钛白粉和金红石。
1)工艺性能较好。这种焊条电弧稳定,可以用交流和直流焊机进行焊接,脱渣容易,熔池适中,飞溅少、焊缝成形好,适用于各种位置焊接,焊接时产生的有害气体少。
2)焊缝力学性能较差。由于药皮中含有较多的氧化物,对焊缝金属产生一定的氧化作用,所以焊缝中氧化夹杂物较多。而合金元素如锰、硅含量较少。同时药皮是酸性的,去硫、磷的能力很差,因此,焊缝金属的力学性能(特别是塑性和韧性)和抗裂性能较差,所以这种焊条仅适用于较重要的低碳钢和强度等级较低的普通低碳钢结构的焊接。
(2)碱性焊条 即低氢型(E4315、E4316),主要成分是碳酸钙(大理石或石灰石)和萤石(氟化钙)。
1)工艺性能一般。这种焊条稳定性较差,必须采用直流电反接才能焊接,但当药皮中加入适量的稳弧剂时,也能用交流焊机进行焊接。焊接时要用短弧,拉长时易断弧。可用于各种位置焊接,但焊道较高,脱渣性较差,焊缝成形较钛钙型、钛铁矿型差些。(https://www.xing528.com)
2)焊缝力学性能较好。由于焊条药皮中氧化性很弱,焊缝中含氧量较低,而含锰、硅量较多,且药皮中没有有机物,使焊条的烘焙温度可提高到350℃左右。去除药皮中的水分和结晶水,同时药皮中的萤石具有较高的去氢能力,所以焊缝中含氢量较低,低氢型焊条的名称就由此获得。另外由于药皮是碱性的,去硫磷作用较高,因此焊缝金属的力学性能(特别是塑性和韧性)和抗裂性能都较酸性焊条好。因此,适用于焊接重要的低碳钢,对含碳、含硫量较高的钢材也能焊接。
在使用低氢型焊条时,应注意这种焊条有如下缺点:焊接时会产生有毒气体氟化氢,对工人健康有损害。再就是对铁锈、油污、水分、拉长电弧较敏感,即容易产生气孔,因此,焊前对低氢型焊条的烘干(250~350℃,烘1~2h)及坡口清理要求较高,焊接时要采用短弧焊。
3.电焊条的选择
在选择电焊条时,应根据焊接对象的具体条件来决定。
1)据被焊材料对力学性能、化学元素质量分数的要求,来选择相应电焊条。对于结构钢(低碳钢、中碳钢、普通低合金钢等)的焊接,一般偏重于要求保证力学性能。只要求焊缝金属的力学性能不低于母材的力学性能。也就是按结构钢的强度选择相应等级的电焊条,也就是通常所说的焊缝金属应与母材“等强度”。而对化学元素质量分数并不要求相同或相近。
对于有特殊性能要求的母材,如耐腐蚀、耐高温、耐磨损,则应根据其具体要求选择相应的焊条。使选择的焊条焊缝金属的化学元素质量分数应符合或接近相应母材的化学元素质量分数。
但有的母材,即要求保证一定的力学性能,又要求保证一定化学元素质量分数,所以在选择焊条时,应分清主次,分别对待。
2)据母材的工作条件,结构形式选择电焊条。例如,母材工作时承受动载荷及本身结构较复杂,由于焊缝收缩产生较大的内应力容易产生裂纹,则应选用性能较好的低氢型焊条。
总之,选焊条时,一般对于焊接质量要求较高时,应选用低氢型焊条,对于焊接质量要较低的,可选用酸性焊条,同时要考虑施工条件,选用适应性较强,可使交直流形状,可于各种位置均能焊接的焊条。
4.阀门产品上用于铸件焊补,结构焊条用的焊条
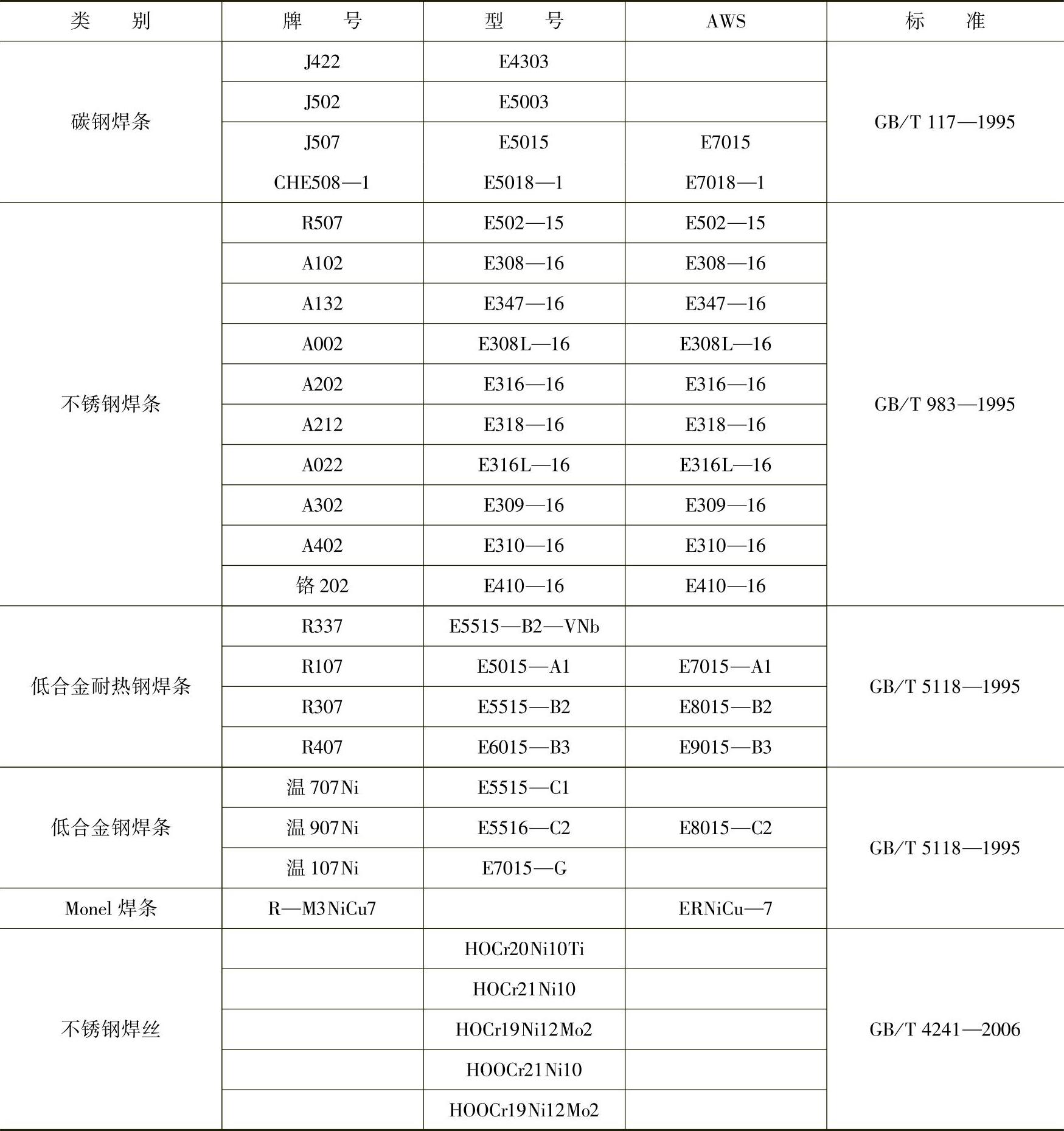
(1)阀门产品上用于铸件焊补的焊条 结构焊常用的焊条牌号及型号如表14⁃4所示。
表14⁃4 常用焊条牌号及型号
(2)承压铸钢件焊补用焊条
1)母材为WCB、WCC钢,焊条采用GB/T 5117—1995,J502(型号E5003)或J507(型号E5015)。
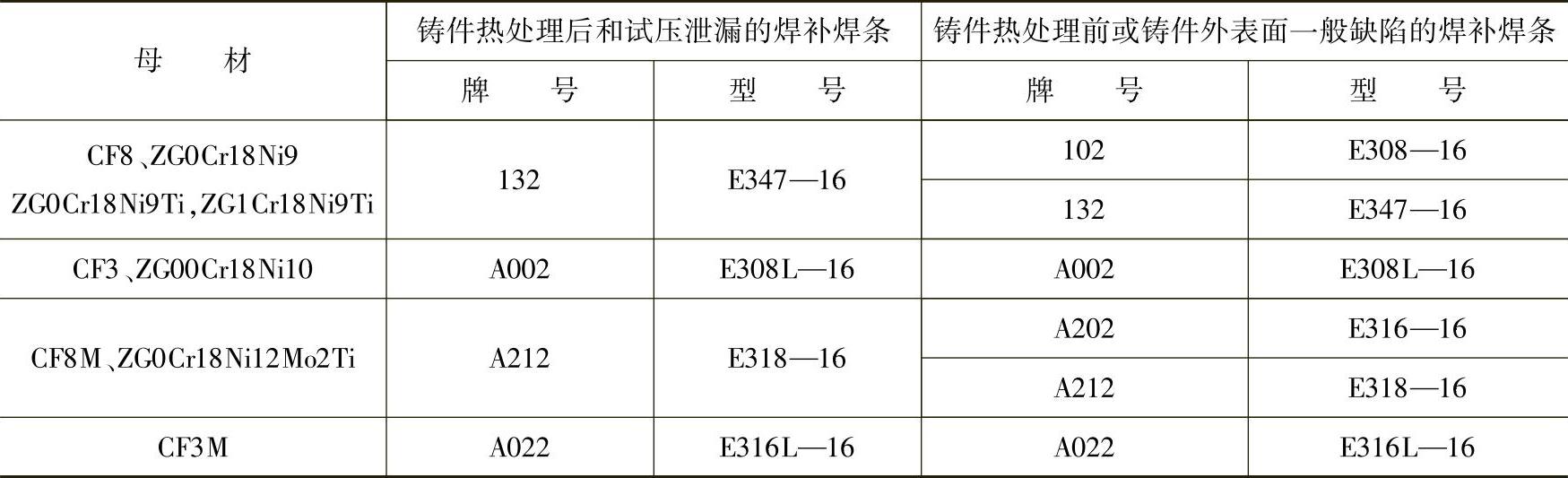
2)母材为奥氏体不锈钢,焊条选用如表14⁃5所示。
表14⁃5 奥氏体不锈钢承压铸钢件焊补用焊条
3)母材为低合金耐热钢,焊条选用如表14⁃6所示。
表14⁃6 低合金耐热钢承压铸钢件焊补用焊条

4)母材为低温钢,焊条选用如表14⁃7所示。
表14⁃7 低温钢承压铸钢件焊补用焊条

5.焊条的保管
为了防止焊条变质和造成浪费,必须注意保存,焊条必须存放在干燥而通风的室内,一般均用防潮纸或塑料袋包装,最好在使用前才开这层包装,如打开包装后存放时间过长,使用时就需将焊条烘烤,酸性焊条烘烤温度为70~200℃,碱性焊条为250~350℃,只有含纤维素的焊条为120~150℃,烘烤时间为2h。搬运码放时应小心轻放,以避免药皮脱落。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。