



对于大、中型阀门的密封面,特别是锥形密封面,在没有大型研磨设备的情况下,是很难用手工来进行研磨的。由于研磨工具过于笨重,手工研磨非常吃力,品质更是难于保证。大、中型阀门的生产批量较小,要增加专用的大型研磨设备在经济上不合理,因此,阀门生产企业不得不寻求新的密封面光整加工的途径,就是在这种情况下珩磨开始用来加工阀门密封面。经过多年的生产实践证明,珩磨是一种效率高、品质好、简便实用和经济的加工方法。珩磨的应用范围也在不断扩大,它不仅用来加工大、中型阀门的密封锥面、密封平面,还用来加工球形密封面等。
1.大型阀门锥形密封面的珩磨
图13⁃20为DN400蝶形止回阀阀瓣珩磨示意图。阀瓣的圆锥形密封面在卧式车床上精车后,可直接在四方刀架上安装珩磨工具来进行珩磨。珩磨前,车床小刀架要搬动一定的角度(为零件锥角的1/2)。珩磨轮沿工件锥面作纵向进给运动。每进给一次的磨削深度为0.005~0.010mm。通常在珩磨到规定的尺寸后,还要进行1~2次没有进给量的空程纵向进给,以降低零件的表面粗糙度Ra值。
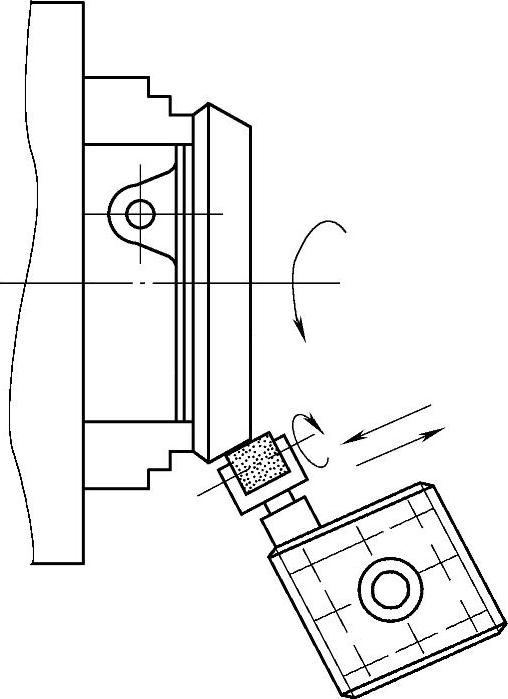
图13⁃20 DN400蝶形止回阀阀瓣珩磨示意图
珩磨工具的结构图如图13⁃21所示,该工具是由支承珩磨轮的轴1、支架2、支承杆3及弹簧4等组成。为使珩磨轮轴线与零件轴线形成交角α,轴1的轴线与支承杆底平面倾斜10°~15°。
2.大型平板闸闸板密封面的珩磨
平行式单闸板闸阀是管线输送系统的阀门。由于闸板在启、闭过程中始终在阀座密封面上滑动,所以闸板密封面是整个长方形的闸板表面,如图13⁃22所示。这样大的密封平面是很难进行光整加工的。
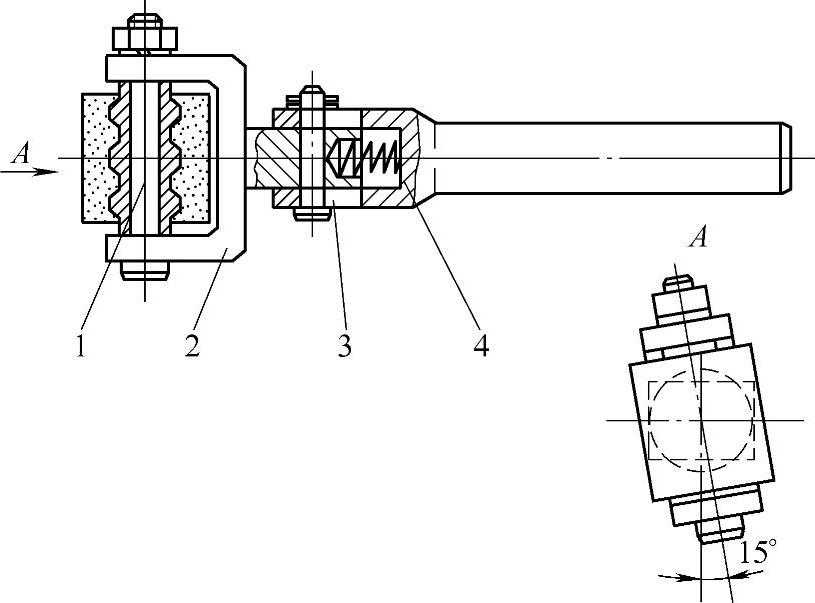
图13⁃21 圆锥形密封面珩磨工具
1—轴 2—支架 3—支承杆 4—弹簧
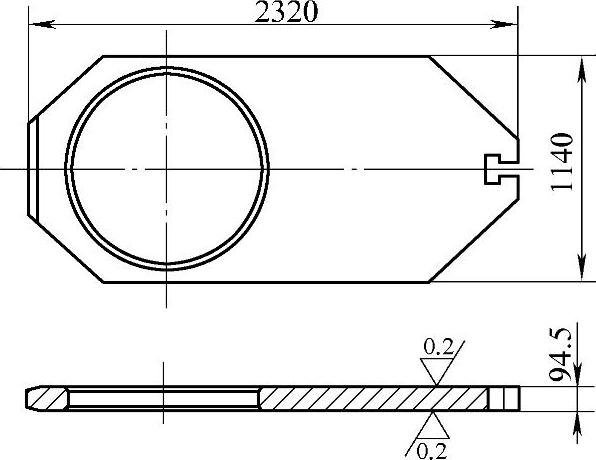
图13⁃22 大型平板闸阀的闸板
 (https://www.xing528.com)
(https://www.xing528.com)
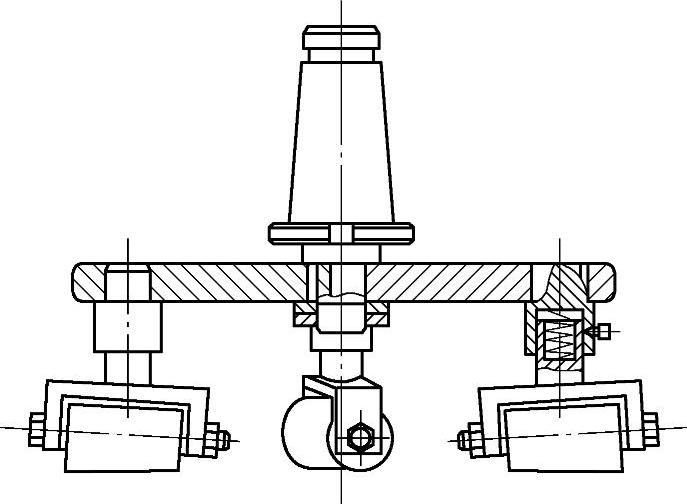
图13⁃23 平板闸阀闸板的珩磨头
有的阀门制造企业在龙门铣上采用珩磨来对闸板进行光整加工收到了较好的效果。珩磨时使用图13⁃23所示的珩磨头。
该工具利用尾锥安装在龙门铣床的主轴上。当主轴旋转时,珩磨头上均匀分布着的四只珩磨轮绕磨头中心转动。珩磨轮压向工作台上的闸板表面后,靠摩擦力的作用珩磨轮产生自转。由于珩磨轮轴线倾斜成α角,所以珩磨轮表面与零件表面间产生相对滑动而进行切削,珩磨时零件作纵向进给运动,珩磨头作横向进给运动。
珩磨头转速为190r/min,纵向进给速度为37.5mm/min。珩钢制闸板时珩磨轮选用石钢玉。粗珩磨轮粒度为80#~100#;精珩磨轮为240#。珩磨轮轴线倾角α为10°~15°。
3.中、小型阀门平面密封面的珩磨
中型阀门的平面密封面可使用类似图13⁃23的工具在卧式车床或立式车床上进行珩磨。
4.球面的珩磨
球阀球体的球面精车后可在车球机床或专用的球面珩磨机床上进行珩磨,如图13⁃24所示。珩磨时球体用心轴安装在机床的顶点上被带动旋转,珩磨轮作圆周方向的进给运动。珩磨轮轴线与零件轴线的交角α为12°~15°。
为了增加珩磨轮与零件表面的接触面积,珩磨轮可先做成图13⁃25所示的形状,然后再进行修正。
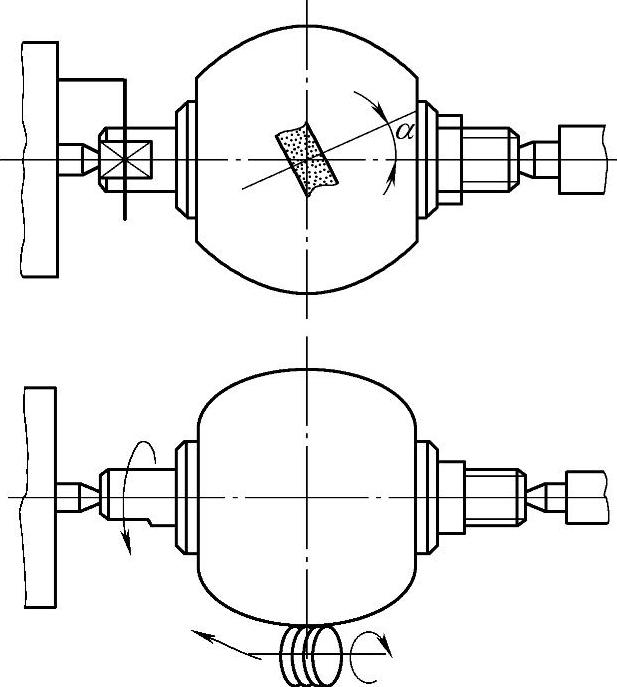
图13⁃24 球面珩磨示意图
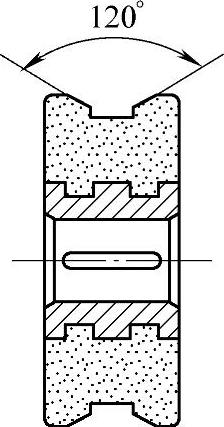
图13⁃25 加工球面的珩磨轮
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。