



【摘要】:密封面的研磨中经常发生的是形状公差超差,表面划伤及拉毛等疪病。现将常见的研磨质量问题及防止方法列于表135。表135 研磨时常见的质量问题及防止方法(续)(续)研磨密封面时还容易发生因研磨不均匀而造成的形状公差。
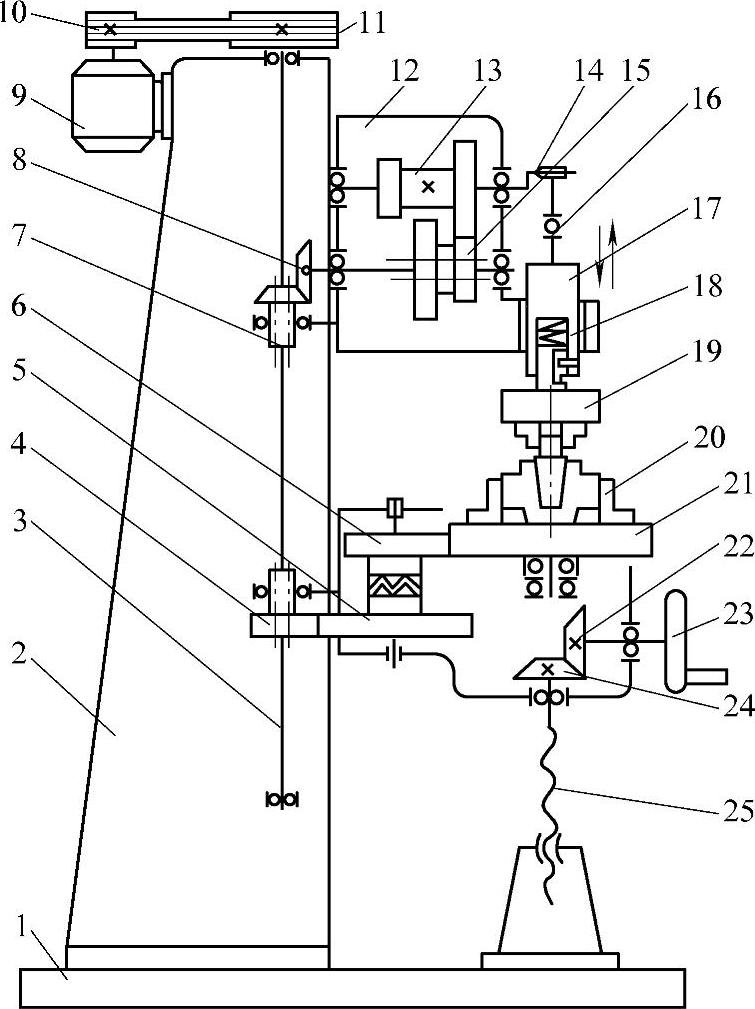
图13⁃17 旋塞阀研磨机传动示意图
1—机座 2—立柱 3—传动轴 4、5、6—齿轮 7、8、22、24—圆锥齿轮 9—电动机 10、11—带轮 12—上箱 13、15—双联齿轮14—曲轴 16—连杆 17—滑枕 18—压缩弹簧19—卡盘 20—夹具 21—工作台 23—手轮 25—丝杠
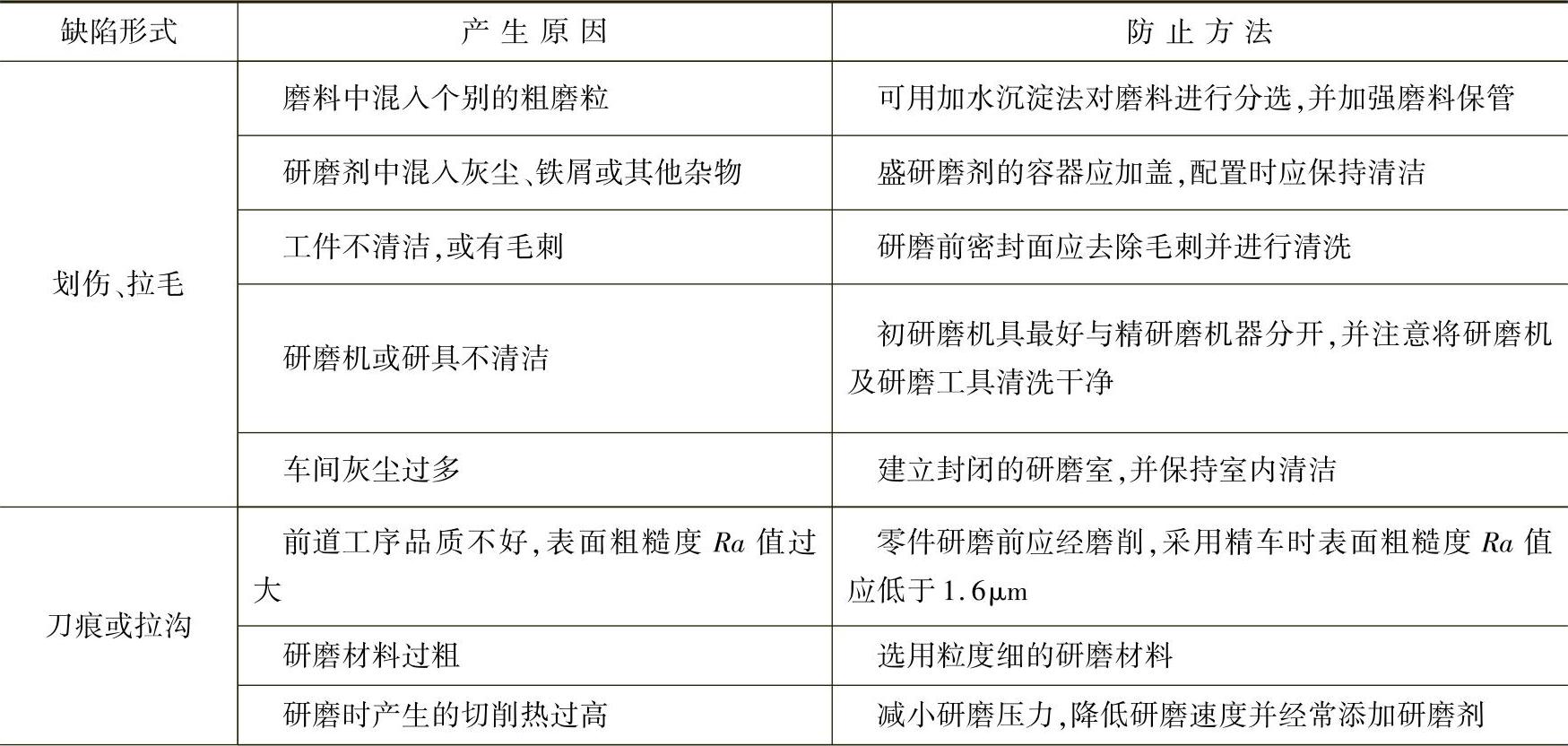
研磨是切削量极小的光整加工方法,一般极少出现研磨废品、阀门密封面由于尺寸精度要求并不很高,几乎不产生研磨废品。密封面的研磨中经常发生的是形状公差超差,表面划伤及拉毛等疪病。现将常见的研磨质量问题及防止方法列于表13⁃5。仅供广大读者在研磨过程中参考。
表13⁃5 研磨时常见的质量问题及防止方法
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
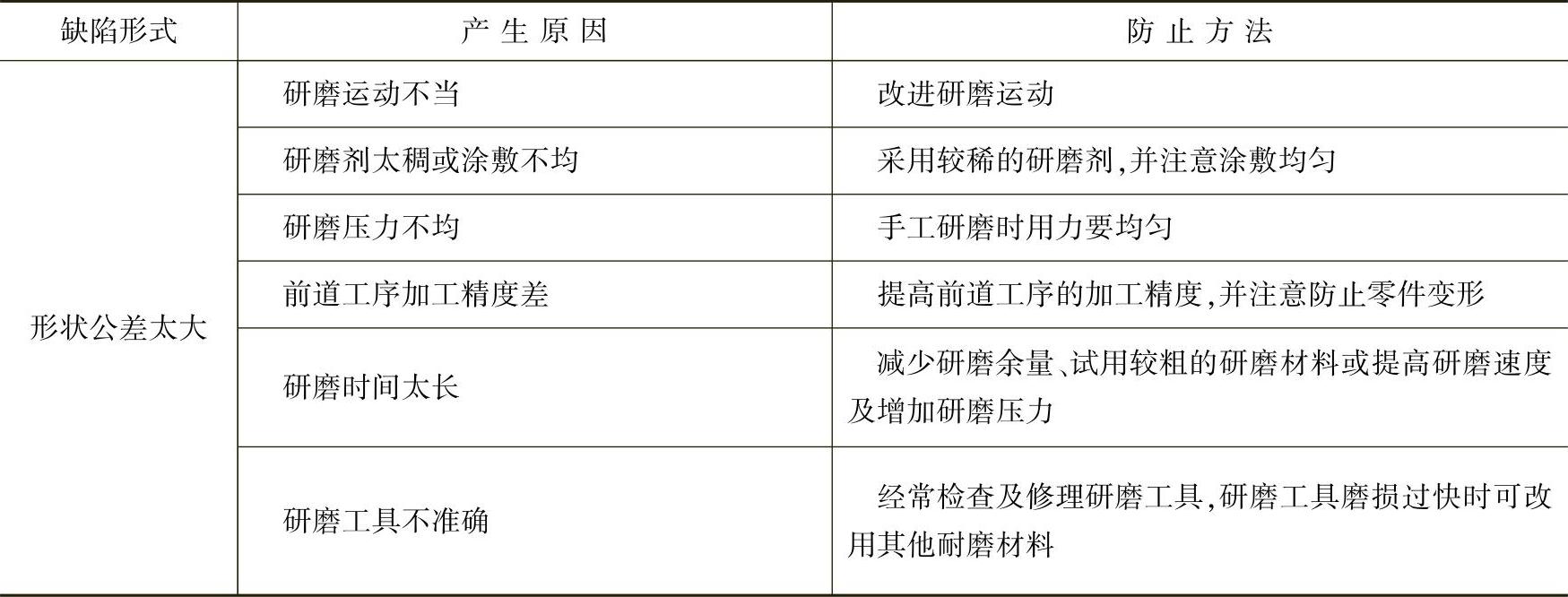
研磨密封面时还容易发生因研磨不均匀而造成的形状公差。例如,在研磨阀体平面密封面时则常常出现中间突起,内、外边缘较低的现象。这时可以采用两种办法来修正:一种是用一块特制的中间稍稍突起的研磨盘来精研,另一种办法是将研磨工具及密封面清洗干净后,在密封面的突起处局部涂敷研磨剂,再进行研磨。
应当指出,经研磨后的密封面还要用毛毡加氧化铬等研磨材料进行抛光,以降低密封面的表面粗糙度Ra值,及去除个别嵌留在表面上的磨粒,否则,在阀门密封性能试验时易于出现密封面渗漏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。