



在一些小型阀门制造企业和阀门修理单位,习惯用手工来研磨阀门密封面。手工研磨只使用简单的研磨工具而不需要复杂的研磨设备,但这是一种费力的工作,生产效率很低,研磨品质主要取决于工人的技术水平。因此,研磨品质往往不够稳定。
手工研磨时一般均采用湿研磨。在湿研磨的过程中要经常添加稀薄的研磨剂,以便把磨钝了的磨粒从工作面上冲去,并不断地加入新的磨粒,从而得到较高的研磨效率。对于精度和表面粗糙度要求特别高的密封面,有时也使用压砂平板进行干研磨。
1.平面密封面的研磨
平面密封面因其便于制造和修理而成为阀门中应用最广的一种密封面型式。闸阀、截止阀、止回阀等普遍采用平面密封。平面密封副是由阀体(或阀座)的环状平面与闸板(或阀瓣)的环状平面组成。这两个密封平面应精细的加工和研磨,当其紧密接触时吻合度不应小于75%~85%(低压阀门为60%~70%),表面粗糙度Ra值应小于0.2μm(低压阀门应小于0.4),并不得出现刀痕、划伤等缺陷。
为保证平面密封面的上述技术要求,对于经过精磨的阀座和闸板(或阀瓣)密封面可直接进行精研;对只经过精车的阀体和闸板(或阀瓣)密封面,精研前还应进行粗研,以去掉较多的研磨余量。
(1)阀体平面密封面的研磨 阀体平面密封面位于阀体内腔,研磨比较困难。通常使用带方孔的圆盘状研磨工具,放在腔体内的密封面上,再用带方头的长柄把手来带动研磨盘作研磨运动。研磨盘上有圆柱凸台或引导垫片,以防止在研磨过程中研磨工具局部离开环状密封面而造成研磨不均匀现象。图13⁃2为闸阀、截止阀阀体手工研磨的示意图。
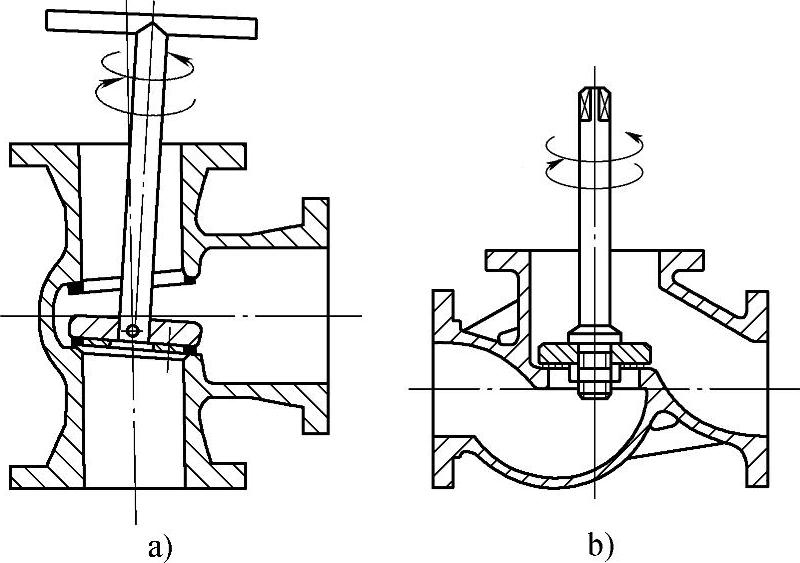
图13⁃2 阀体平面密封面的手工研磨
a)闸阀阀体平面密封面的研磨 b)截止阀阀体平面密封面的研磨
研磨前应将研磨工具工作面用煤油或汽油擦净,并去除阀体密封面上的飞边、毛刺,再在密封面上涂敷一层研磨剂。研磨工具放入阀体内腔时,要认真地贴合在密封面上,然后再用长柄把手使研磨盘作正、反方向的回转运动。先顺时针旋转180°,再反时针旋转90°,如此反复地进行。一般旋转十余次后研磨剂中的磨粒便已磨钝,所以应经常抬起研磨盘来添加新的研磨剂。
研磨的压力要均匀,且不宜过大。粗研时压力可大些;精研时压力应小些,应注意不要因施加压力而使研磨工具局部脱开密封面。
研磨一段时间后,要检查密封面的平面度。此时可将研磨工具取出,用煤油或汽油将密封面擦净,再将圆盘形的检查平盘涂上红丹,轻放在密封面上并用手轻轻拖动,取出平盘后就可以观察到密封面上出现的接触痕迹。当环状密封面上均匀地显现出接触痕迹,而径向最小接触宽度与密封面宽度之比(即密封面与检验平盘的吻合度)达到工艺上规定的数值时,平面度就可以认为合格。为了保证检验的准确性,检验平盘应经常检查、修理。
(2)闸板、阀瓣平面密封面的研磨 闸板、阀瓣和阀座的平面密封面可使用研磨平板来手工研磨。工作前先在干净的平板上均匀涂上一层研磨剂,将密封面贴合在平板上后可用手一边旋转一边作直线运动,如图13⁃3所示,或作8字形运动。由于研磨运动方向的不断变更使磨粒不断地在新的方向起磨削作用,因而可以提高研磨效率。
为了避免研磨平板的磨损不均,不要总是在平板的中部研磨,而应在平板的全部表面上不断变换部位,否则研磨平板将很快失去平面精度。(https://www.xing528.com)
闸板及有些阀座呈模状,密封平面圆周上的质量不均,研磨时应将其薄端(又称“小头”)加上稍大的压力,使状平面密封面上的压力均匀,以免引起密封面楔角的改变。但在修配闸板时,常常人为地使研磨压力不均,以轻微改变闸板的楔角来满足与阀体密封面装配的要求。
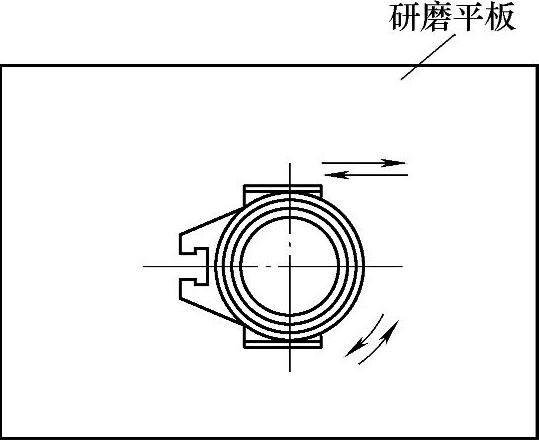
图13⁃3 闸板密封面的手工研磨
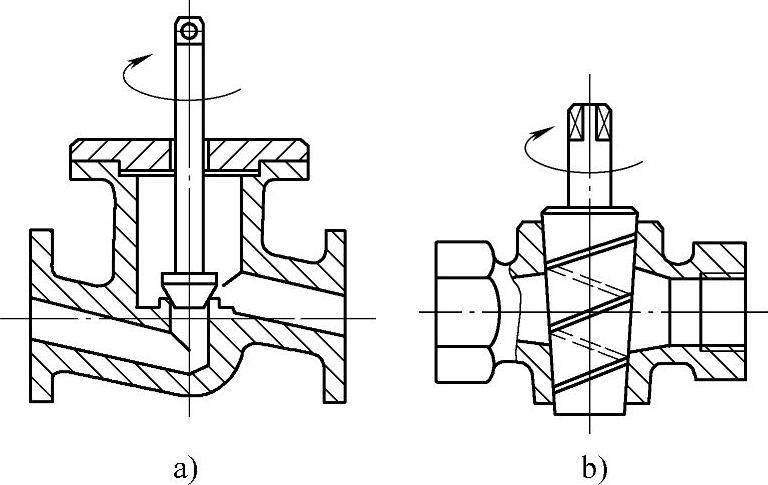
图13⁃4 圆锥形密封面的手工研磨图
a)截止阀阀体圆锥形密封面的手工研磨示意图 b)旋塞阀阀体圆锥形密封面的手工研磨
节流阀阀瓣研磨时可使用带孔的环状圆盘研具,它的研磨方法与阀体密封面基本相同。
2.锥形密封面的研磨
圆锥形密封面的制造和修理比较困难,但因圆锥面形成的密封力较大,密封性能也较好,所以在高压小口径的截止阀中被广泛采用。此外,旋塞阀及蝶阀也普遍采用圆锥密封面。
研磨圆锥形密封面需使用常有锥度的研磨杆或研磨套。研磨杆与研磨套的锥度应分别与阀体密封面或阀瓣密封面的锥度相一致,研磨旋塞阀阀体和旋塞的研磨杆及研磨套的圆锥面上要开有螺旋状的浅槽,以积存多余的研磨剂。研磨截止阀阀体时,由于密封的圆锥面太短,稳定性差,所以通常在阀体中法兰内止口处增加一个导向盘,使研磨杆保持平稳。图13⁃4a为截止阀阀体的手工研磨示意图。
研磨圆锥形密封面时,光在擦净了的研磨工具上均匀地涂上一层研磨剂,轻轻放在密封面表面上后用手加压并旋转研磨工具,旋转3~4圈后,可将研磨工具拔出一些改变圆周位置后再进行研磨。在研磨过程中应经常添加研磨削。
研磨旋塞阀阀体的研磨杆与研磨旋塞的研磨套锥度应该一致,否则研磨后圆锥形密封面间将容易发生渗漏。有的制造企业研磨旋塞阀时,先将旋塞阀阀体研磨好,然后直接将旋塞与旋塞阀阀体配研。这种不用研磨套直接配研的方法虽能保证密封面间的吻合并达到密封性能的要求,但由于配研过程中旋塞阀阀体密封面上容易嵌入磨粒,在旋塞阀启、闭时常常出现划伤密封面的情况。因此,采用这种配研的方法时,应将研磨后的旋塞阀阀体进行抛光,并认真地加清洗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。