



1.研磨的基本原理
研磨是常用的一种光整加工方法。在阀门制造过程中研磨占有相当重要的地位,它对阀门品质有着显著的影响,阀门的金属密封面大多是采用研磨来达到其密封性能要求的。
研磨可以使阀座和启闭件获得很高的表面几何形状精度及很低的表面粗糙度Ra值,但不能提高工件各表面间的相互位置精度。通常可达到的几何形状精度(如平整度)为0.001mm,表面粗糙度Ra值为0.05~0.008μm。
(1)研磨过程 研磨时,研磨工具与密封面表面要很好地贴合在一起,研磨工具沿贴合表面作复杂的研磨运动。研磨工具与密封面间放有研磨剂。研磨剂中的部分磨粒在两表面间滑动或滚动,另一部分磨粒则嵌入或固着在研磨工具的表面层。当研磨工具与密封面产生相对运动时,磨粒就在密封面表面上切去一层很薄的金属。密封面上的凸峰部分首先被磨去,然后渐渐达到要求的表面几何形状,此时,为了不让已获得的几何形状变坏,密封面表面上的每一点都应均匀地磨削。
由于部分磨料在研具与密封面表面间滑动和滚动,研磨工具表面也被磨粒所磨耗。研磨工具本身的几何形状精度直接影响到工件的几何形状精度,因此,除要求研磨工具的材料耐磨和组织均匀外,研磨工具的磨耗也应均匀,以使它尽可能长久地保持其准确性。
研磨不仅是磨料对金属的机械加工过程,同时还有化学作用。研磨剂中的油脂能使被加工表面形成氧化膜,从而加速了研磨过程。
(2)研磨运动 为了使密封面表面上各点磨削均匀和研磨工具的磨耗均匀,研磨工具与密封面相对运动时,密封面表面上每一点对研磨工具的相对滑动路程都应该相同,无论是手工研磨还是机械研磨。实际上往往难于满足这样的运动要求,因此,为了保证研磨质量,密封面的研磨时间不宜过长,研磨工具也要经常进行修磨。
研磨工具与密封面相对运动的方向应不断变更。运动方向的不断变化使每一磨粒不会在密封面表面上重复自己的运动轨迹,以免造成明显的磨痕而使表面粗糙度Ra值增大。此外,运动方向的不断变化还能使研磨剂分布得比较均匀,从而较均匀地切去密封面表面的金属。
研磨运动尽管复杂,运动方向尽管在变化,但研磨运动始终是沿着研磨工具与密封面的贴合表面(平面)进行的。研磨工具运动时不能离开贴合表面,也不能再有别的强制的引导,否则将不可避免地产生加工误差。密封面在机床上切削时,它的几何形状精度主要取决于机床的精度。而无论是手工研磨还是机械研磨,密封面的几何形状精度则主要受研磨工具的几何形状精度及研磨运动的影响。
(3)研磨速度 研磨运动的速度愈快,研磨的效率也愈高。研磨速度快,在单位时间内密封面表面上通过的磨粒比较多,切去的金属也多。但是,研磨的速度过高会引起不容许的发热现象,使密封面的尺寸精度及几何形状精度降低。
研磨速度通常为10~240m/min。研磨精度要求高的密封面,研磨速度一般不超过30m/min。阀门密封面的研磨速度与密封面的材料有关。铜合金及铸铁密封面的研磨速度为10~45m/min;淬硬钢及硬质合金密封面为25~80m/min;奥氏体不锈钢密封面为10~25m/min。手工研磨时,由于受人的体力的限制研磨速度都比较低。
(4)研磨压力 研磨效率随研磨压力的增大而提高,研磨压力增大后,磨粒切入密封面表面较深,切除的金属层也较厚。研磨压力不能过大,否则,不但会产生切削热过高的现象,还将破坏研磨过程的进行。通常使人力(手工研磨)、荷重、弹簧或液压装置来施加研磨压力。研磨压力一般为0.01~0.4MPa。
研磨铸铁、铜合金及奥氏体不锈钢材料的密封面时,研磨压力为0.1~0.3MPa;淬硬钢和硬质合金密封面为0.15~0.4MPa。粗研时可取较大值,精研时取较小值。
(5)研磨余量 研磨是光整加工工序,切削量很小。研磨余量的合理与否对研磨效果有很大的影响。如余量过大,不仅延长研磨时间使生产效率降低,可还能因研磨时间过长而影响加工表面的几何形状精度。余量过小,则不能完全去掉前道工序的加工痕迹,使密封面的表面粗糙度和几何形状精度达不到规定的要求。研磨余量的大小取决于上道工序的加工精度和表面粗糙度。在保证去除上道工序加工痕迹和修正工件几何形状误差的前提下,研磨余量愈小愈好。
密封面研磨前一般应经过精磨,使加工表面具有较高的几何形状精度和较低的表面粗糙度Ra值。有些密封面(如阀体密封面)不便磨削加工,则可采用精车,但这时必须增加一道粗研工序,粗研后才能用较细的研磨剂进行精研。
经磨削后的密封面可直接精研。其最小研磨余量如下:直径余量为0.008~0.02mm;平面余量为0.006~0.015mm。手工研磨或材料硬度较高时取小值,机械研磨或材料硬度较低时取较大值。精车后的密封面平面余量为0.012~0.050mm。
2.研磨工具
(1)研磨工具的材料 对研磨工具的材料的要求有两条:一是要容易嵌入磨粒;二是要能较长久地保持研磨工具的几何形状精度。
为保磨粒能容易嵌入,研磨工具材料应比密封面材料软,但也不能太软,否则磨粒会大部分或全部嵌没,而大大降低或失去切削作用,而且材料过软也会使研磨工具的磨损增快。为使研磨工具不致因很快磨损而丧失其几何形状精度,研磨工具材料需具有较好的耐磨性,它的组织也应该均匀。组织均匀的材料磨耗也较均匀,有利于保持研磨工具的几何形状精度。
研磨密封面时,研磨工具的材料习惯采用灰铸铁。灰铸铁研磨工具适合研磨各种金属材料的密封面,它能获得较好的研磨质量和较高的生产效率。研磨铸铁、铜合金、奥氏体不锈钢密封面一般采用HBS120~160的灰铸铁做研磨工具;研磨淬硬钢和硬质合金密封面通常使用HBS150~190的灰铸铁。常用的灰铸铁牌号为HT200、HT250。
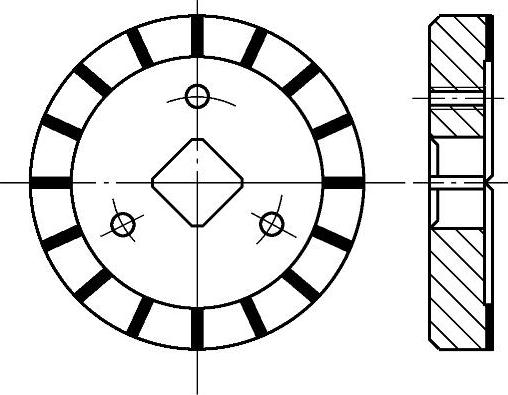
图13⁃1 平面研磨工具上的浅槽
(2)研磨工具的加工和修复 灰铸铁研磨工具的另一个优点是容易制造。研磨密封面平面的研磨工具可采用磨削或刮研的方法来进行精加工;研磨圆锥密封面的研磨工具可用精车或磨削来精加工;研磨工具精加工后还要在平板或锥套等工具上进行研磨,以提高研磨工具工作面的几何形状精度。
研磨工具的工作表面上一般开有浅槽,研磨时浅槽内可容纳过多的研磨剂,当研磨剂稀少时,槽内的研磨剂能自动添加加研磨面上,从而提高了研磨效率。浅槽的尺寸通常为2mm×1.5mm(宽×宽)。在平面研磨工具上可布置成辐射条状,如图13⁃1所示。圆柱或圆锥形研磨工具则制成螺旋槽。必须指出,对于表面粗糙度Ra值要求低的密封面,研磨工具不宜开槽,否则,研磨中可能出现轻微的划痕而影响质量。
由于研磨工具不可能磨损得完全均匀,使用时将不可避免地逐渐产生几何形状误差,从而影响密封面的几何形状精度,所以研磨工具应经常进行修整。研磨工具修整时通常是在专用工具(平板或锥套)上配研。研磨工具磨损得特别严重时,可重新磨削或刮研,然后再进行配研。
3.研磨剂
研磨剂是由研磨材料和研磨液组成的一种混合剂。正确选用研磨剂可提高研磨的效率和品质。
(1)研磨材料 常用的研磨材料有以下几种:(https://www.xing528.com)
1)氧化铝(Al2O3):又称刚玉,有人造及天然两种。颜色有棕、白及浅紫等。氧化铝硬度较高,价格便宜,使用很普遍,一般用来研磨铸铁、铜合金、钢及不锈钢等材料的密封面。
2)碳化硅(SiC):硬度比氧化铝高,有绿色及黑色两种。绿色碳化硅适用于研磨硬质合金;黑色碳化硅用于研磨脆性材料及较软材料的密封面,如铸铁、黄铜合金等。碳化硅应用也很广泛。
3)碳化硼(B4C):黑色,硬度仅次于金钢石粉末,而比碳化硅硬。主要用来代替金刚石粉末研磨硬质合金,也可用它研磨镀硬铬的表面。因价格较贵而应用不广。
4)氧化铬(Cr2O3):深绿色,是一种硬度很高和极细的磨粒。常用于精研淬硬钢,一般也可用它来抛光。
5)氧化铁(Fe2O3):深红色,也是一种极细的磨料,但硬度及研磨效果均较氧化铬差,用途与氧化铬相同。
6)金刚石粉末,即结晶碳(C):灰色或淡黄色。它是最硬的磨料,切削性能较好,特别适用于研磨硬合金,但因价格昂贵而很少使用。
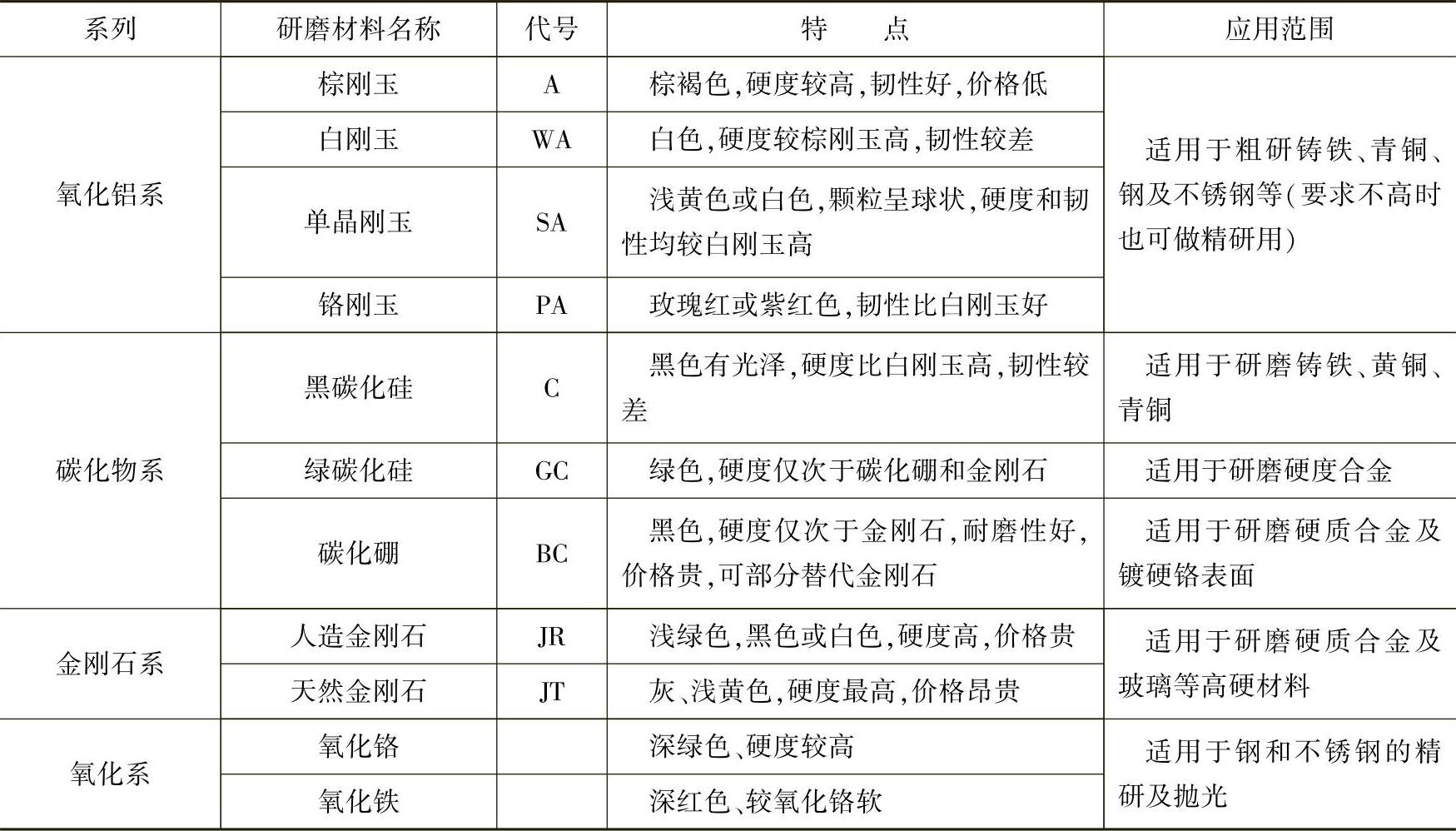
常用研磨材料的分类及应用范围如表13⁃1所示。
表13⁃1 研磨材料的分类及应用范围
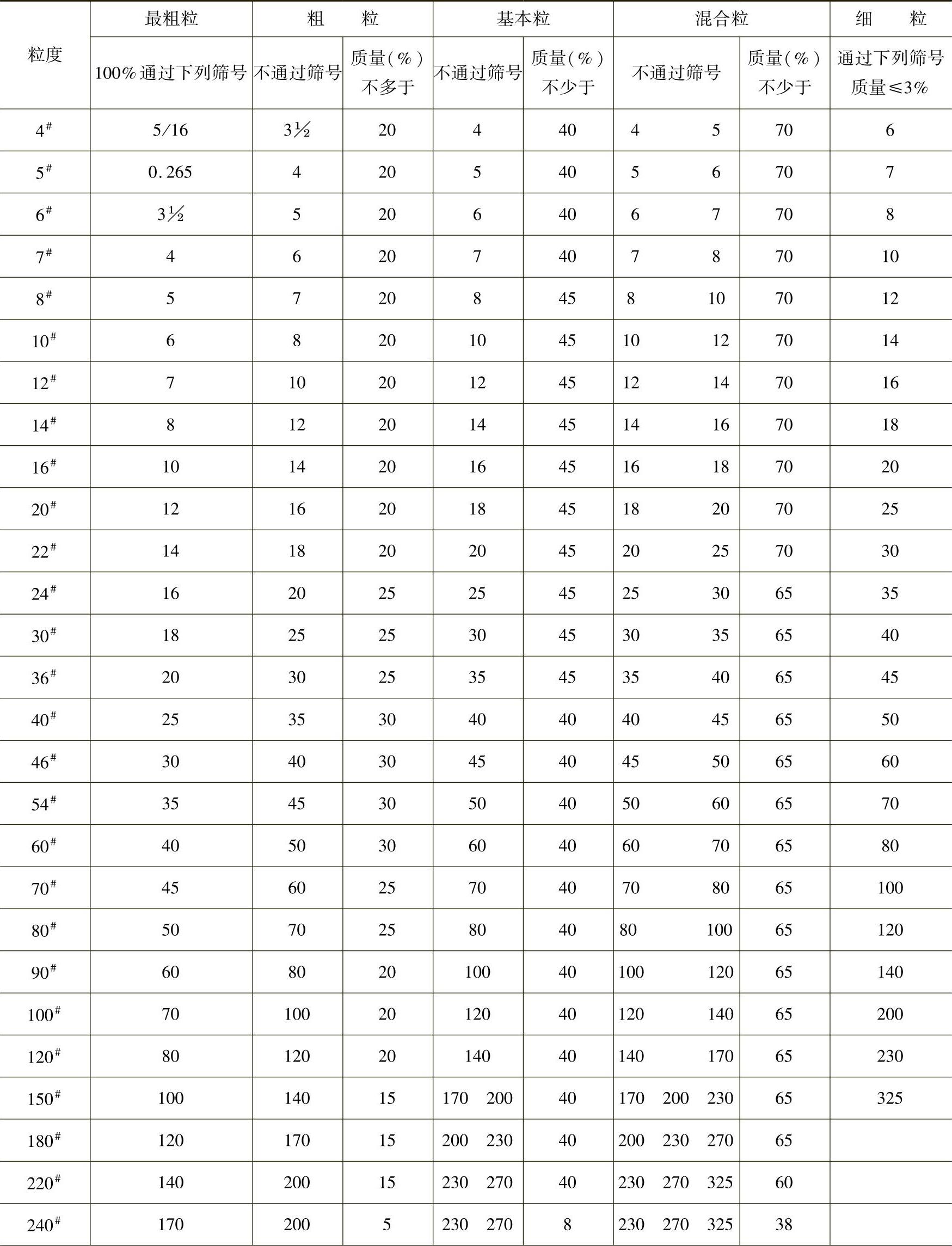
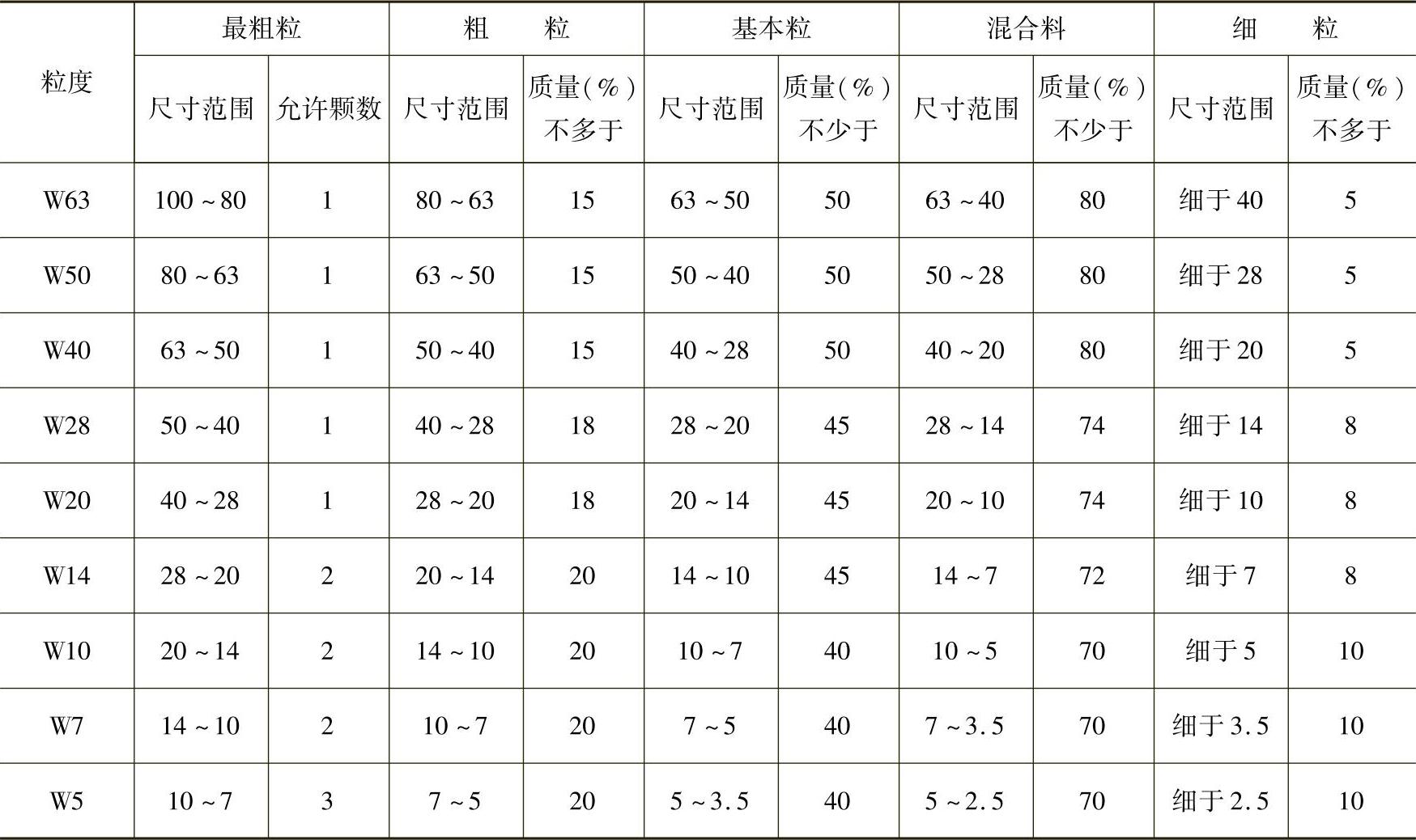
研磨材料的颗粒尺寸大小叫粒度。用筛选法获得磨粒,粒度号是用每in长度上的筛网孔数来表示的。例如20#粒度是指1in长度上有20个筛网孔。比240#更细的微粉,由于太细的筛网难于制造,一般采用沉淀法来分选磨粒,这时粒度就以磨粒的实际尺寸来表示。如W20粒度表示微粉基本粒的实际尺寸为20~14μm,我国研磨材料的标准粒度号及各号粒度组成应符合表13⁃2的规定。
表13⁃2 各号粒度组成(GB/T 2481.1—1998和GB/T 2481.2—1998) (单位:μm)
(续)
研磨材料粒度的粗细对研磨效率及研磨后表面粗糙度有显著的影响。粗研时,密封面的表面粗糙度要求不严。为提高研磨效率宜选用粗粒度的研磨材料;精研时研磨余量小,密封面的表面粗糙度要求严,可采用细粒度的研磨材料。
密封面粗研时研磨材料的粒度一般为120#~240#;精研时为W40~14。
(2)研磨液 研磨液是用来调合研磨材料的。在研磨过程中起润滑和冷却的作用,使研磨轻快并降低研磨时的切削热,所以对研磨的效率和质量有显著的影响。有些研磨液(如氧化作用较强的硬脂酸、油酸、工业甘油等)还起化学作用,它附着于密封面表面并使加工表面很快地形成一层氧化膜。研磨时,密封面凸起处的氧化膜首先被磨去。如此继续下去,凸峰就逐渐被磨平。密封面表面凹处的氧化膜由于没有被磨掉而防止了凹处金属被继续氧化。研磨液的这种化学作用提高了研磨的效率。
调制研磨剂时,通常是往研磨材料里直接加入煤油和润滑油。用1/3煤油加2/3润滑油与研磨材料调和成的研磨剂适用于粗研;用2/3煤油加1/3润滑油与研磨材料调合成的研磨剂适用于精研。当研磨硬度较高的密封面时,使用上述研磨剂的效果就不够理想。这时,可采用三份研磨材料加一份加热的猪油调合起来,冷却后形成糊状,使用时再适当加些煤油或汽油调匀。
有些阀门制造企业习惯使用外购的研磨膏。研磨时,可将少量研磨膏放在容器里或研具上,用稀释剂(水、甘油、煤油等)调合均匀后使用,外购的研磨膏按研磨材料的粒度分不同的规格,并有油溶性和水溶性之分,使用时要注意区别。
研磨不锈钢材料的密封面通常使用如表13⁃3所示的氧化铝研磨膏,也可以采用以下配方(质量分数):
研磨材料45%;
油酸35%(适用于夏季),38%;
硬脂酸10%(适用于夏季),7%;
猪油或豆油10%。
表13⁃3 氧化铝研磨膏配方
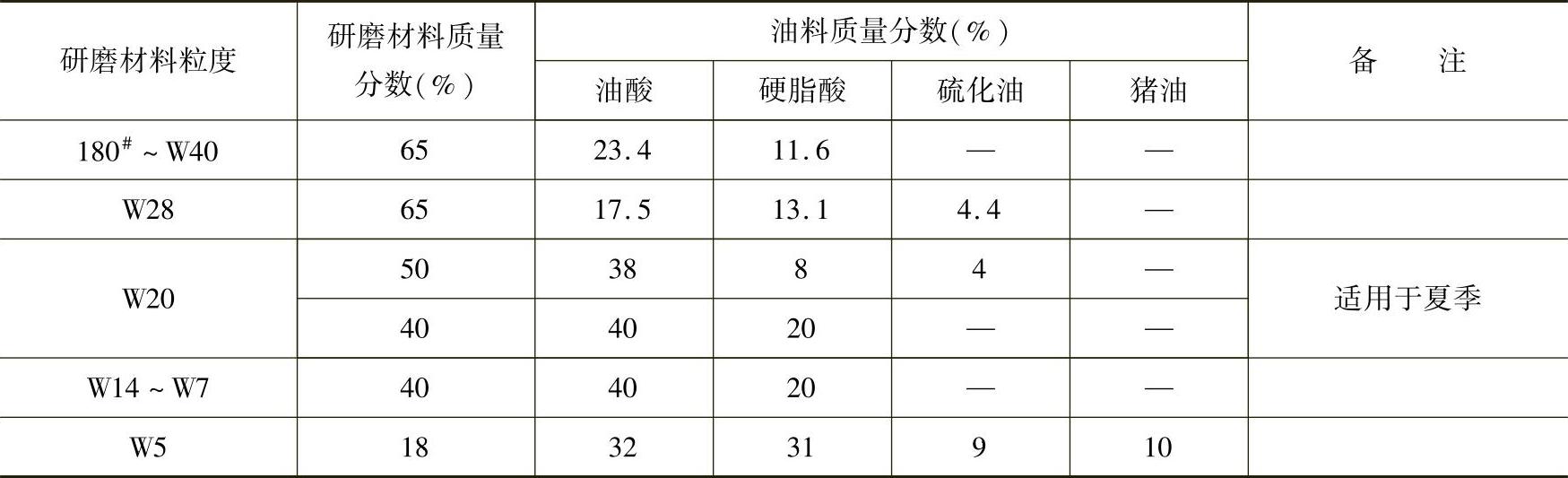
配制研磨膏时,首先将油脂、硬脂酸等油料混合在一起,加热至80~100℃,待溶化后放入研磨材料,调匀并用绸布过滤,至冷却后形成膏状才能使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。