



碳素钢零件堆焊密封面的材料由于阀门适用的介质不同可以选用的材料种类较多。例如,适用于水、蒸汽、石油及其产品的阀门,一般堆焊13Cr、17⁃4PH、304、316、Monel、铁基合金。适用于酸性天然气的阀门一般堆焊钴铬钨硬质合金。具体堆焊哪种材料,要按标准规定的内件材料或按用户要求。堆焊材料按热处理的效应不同又可以分为两类:一类以钴铬钨硬质合金为代表,它们的硬度一般不能用热处理来改变,密封面的硬度由堆焊材料来保证;另一类以13Cr型不锈钢为代表,它们的硬度是可以用热处理来改变,密封面的硬度(一般要求38~44HRC)可通过热处理来达到。
采用上述两类堆焊材料的密封面需要进行不同的热处理。
1.钴铬钨硬质合金密封面堆焊后的热处理
这类密封面堆焊后要进行高温回火,其主要目的是消除焊接应力,改善机械加工性能。
高温回火加热温度根据母材金属选定,一般采用600~650℃。保温时间取决于零件的有效厚度及装炉量,一般为2~5h。保温后出炉空冷。
高温回火工艺曲线如图12⁃22所示。
2.13Cr型密封面的热处理
这类密封面的热处理比较复杂。因为它们的硬度是通过热处理来达到的,所以热处理的目的除了消除焊接应力,改善机械加工性能外,还应保证密封面的硬度要求。这类密封面的热处理工艺方法主要应根据13Cr型不锈钢选择。
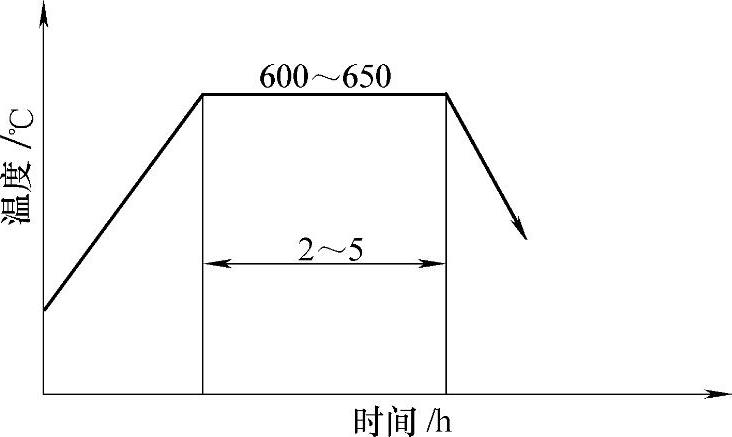
图12⁃22 碳素钢零件堆焊钴铬钨硬质合金密封面的高温回火工艺曲线
这类密封面堆焊材料选用D507、D507Mo、D577、属于马氏体型不锈钢。堆焊后的冷却,尤其对较大零件足以使堆焊层硬化。
13Cr型密封面堆焊后要进行退火。退火的目的在于消除堆焊应力,软化堆焊层,改善机械加工性能。同时,堆焊层经退火处理进行重结晶,尚能使晶粒细化,组织均匀,为以后淬火做好准备。
退火加热温度一般采用840~860℃。保温时间根据零件的有效厚度及装炉量选定,一般为1~3h。保温后随炉冷,当炉冷至≤500℃时可以出炉空冷。
退火工艺曲线如图12⁃23所示。
13Cr密封面的硬度一般要求为38~44HRC,所以在加工后要进行局部淬火。局部淬火的目的是保证硬度要求,并获得良好的耐擦伤性能及耐腐蚀性能。(https://www.xing528.com)
局部淬火的加热设备最好选用高频感应加热炉。
高频淬火加热温度比普通淬火加热温度要高些,通常采用1020~1100℃。加热时要尽量使整个密封面烧透,冷却时可采用整个零件油冷或空冷。高频淬火感应圈可按照密封面的尺寸设计成单匝,并能通水冷却。为了保证密封面加热均匀,需要设计回转工作台。有的密封面为斜面,如楔式单闸板的密封面,为保证装夹后密封面呈水平位置,利于工件旋转,设计的回转工作台应带斜度。工件的装夹如图12⁃24所示。
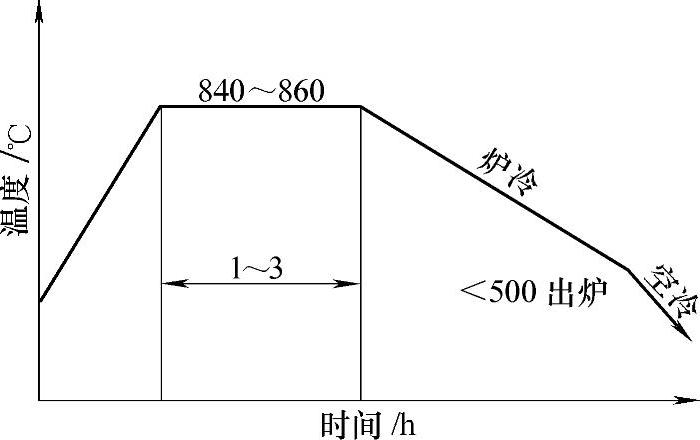
图12⁃23 13Cr型密封面堆焊后退火工艺曲线
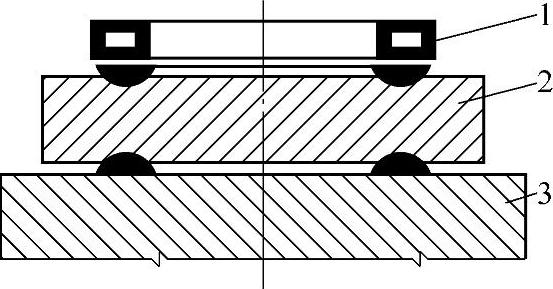
图12⁃24 在回转工作台上装夹工件示意图
1—感应器 2—单闸板 3—回转工作台
高频淬火后要进行整体回火。回火温度根据要求的硬度选定,并要高于阀门最高使用温度。当13Cr密封面硬度要求为38~44HRC时,回火温度可以采用500~550℃。保温时间取决于零件的有效厚度及装炉量,一般为2~4h,保温后出炉空冷。
应该指出,上述淬火工艺规范由于高频设备功率所限,不能满足密封面较宽和直径尺寸较大的工件加热的需要。比如功率为60kW的高频设备通常能加热直径大约200mm左右的密封面,因此对直径大于200mm的密封面则难于采用上述的工艺方法。
直径大于200mm密封面的热处理可以从以下几个方面进行试验:
1)堆焊后直接进行回火,满足设计上的硬度要求。
2)堆焊材料改为钴铬钨硬质合金等,堆焊后只进行高温回火。
3)改进高频感应器,使之适合于较大直径密封面的高频淬火。把感应器设计成沿密封面圆周单向移动连续加热的——单臂式,或设计成沿密封面圆周互为反向移动连续加热的——双臂式。两者的区别是:单臂式需工件转动一周,易产生接头软带;双臂式需每臂转动半周,无接头软带。
上述方案各有优缺点,可根据制造厂的工艺条件,采取适当的措施后,淬火密封面的直径范围定会有所扩大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。