



1.手工电弧堆焊
在整个堆焊工作中,手工堆焊是生产上应用最广泛的一种。这种方法具有方便、灵活、成本低、设备简单等一系列优点。因此在各方面都应用较多,但这种方法生产效率低,劳动条件差,由于规范不稳定而造成化学成分和力学性能变化较大,所以近年来国内外的堆焊工作都是向机械化和自动化方向发展。
手工堆焊目前应用较多的还是手工电弧堆焊,因此下面仅对这方便作简要的方法作一介绍。
手工电弧堆焊最重要的问题是选用焊条和制定合理的堆焊工艺。这在具体堆焊中加以讨论。下面仅对手工电弧堆焊带有普遍性的问题讨论如下:
(1)防止堆焊层和母材热影响区的裂缝问题 堆焊层的硬度要求较高或母材的含碳量偏高而淬火倾向较大的情况下,往往塑性较差,因此在焊接热应力的作用下,堆焊后的冷却过程中便容易产生堆焊层开裂和母材热影响区开裂。防止这种缺陷的关键是设法减小堆焊时的焊接应力,一般多采用下列措施。
1)焊前预热。采取整体工件预热或合理的局部预热是降低焊接热应力的有效办法。所需的预热温度、根据工件的材料成分、尺寸大小以及堆焊部位的不同等情况可以选用150~350℃。对于某些特殊的堆焊合金还要更高的预热温度(500~600℃),对于不锈钢、高锰钢等塑性好的堆焊材料,一般可不预热。
2)焊后热处理。对于某些裂纹倾向较大的堆焊件,还要求焊后缓冷并及时进行热处理,一般多采用450~550℃回火处理。
3)堆焊过渡层。又叫打底焊法,即先用塑性较好抗裂性较强的焊条(一般多用铬镍不锈钢焊条)进行打底焊,使堆焊层与母材隔离。这种办法可以减小应力,对于堆焊层硬度较高且预热有困难时应用的较多。如堆焊硬质合金密封面,有时采用这种办法防止开裂和剥离。
(2)防止堆焊层硬度不符合要求 在堆焊工作中有时堆焊层的硬度偏低,影响堆焊工件的使用寿命。生产实践证明,产生这种缺陷的主要原因是母材过多的冲淡了堆焊金属的成分。一般情况下堆焊的第一层母材的混合比较大,硬度常常偏低,其余各层逐渐提高,第二层以后硬度基本不再变化。其次当采用较大电流时,母材熔深大,也常常使硬度偏低,因此在堆焊时应尽量采用较小的电流或快速堆焊。
(3)防止变形 堆焊工件由于受热常常发生焊后严重变形,给生产上带来很大困难,因此应设法减少变形。一般多采用可靠的夹具或根据生产经验采用对称焊、跳焊或制订合理的焊接顺序,这方面与一般的手工电弧焊有完全一致的规律。
13Cr型堆焊焊条的堆焊金属化学成分相当于12Cr13、20Cr13及30Cr13。焊条牌号及性能如表12⁃6所示。
表12⁃6 13Cr型堆焊焊条
在阀门密封面的制造和修复过程中,这些焊条常用来堆焊工作温度在-29~425℃,工作压力为1.6~42.0MPa,壳体材料为WCB、WCC的石油化工阀门密封面。
阀门中的阀体和闸板(阀瓣)最好采用硬度稍有差别的焊条。通常,阀体(阀座)宜采用D507M、D577型堆焊条,闸板(阀瓣)采用硬度稍高的D507型堆焊焊条。
13Cr型焊条堆焊阀门密封面的工艺如下:
1)焊前工件表面须进行粗车或喷砂清除氧化皮。工件表面不允许有裂纹、气孔、砂眼、疏松等缺陷及油污、铁锈等。焊条使用前应按焊条使用说明书进行烘干。
2)用D507、D507Mo、D577焊条堆焊前,工件一般不需预热,除大件堆焊D512外,而用30Cr13焊条堆焊时,工件一般要经350℃左右预热。
3)堆焊表面应保持水平位置,整个密封面的堆焊过程不应中断。堆焊层数一般为3~5层以满足焊层高度、堆焊层化学成分和硬度的要求。
4)为防止产生裂纹,除采取适当的焊预热外,仍须注意焊后保温。
2.埋弧自动堆焊
埋弧自动堆焊的实质,完全同一般埋弧自动焊一样。但一般埋弧自动焊所采用的范围电流较大,熔深大,而堆焊时,为了避免合金堆焊层不受母材过分地冲淡和母材向堆焊层渗碳,降低堆焊质量。因此,要求得到较小的熔深,就要求埋弧自动焊时,不能选用大电流,但这与提高生产率是相矛盾的,为了解决这个矛盾,可以采取以下措施:
1)采用下坡焊堆焊,这样熔深可以减小。但这种方法减小熔深是有限的。
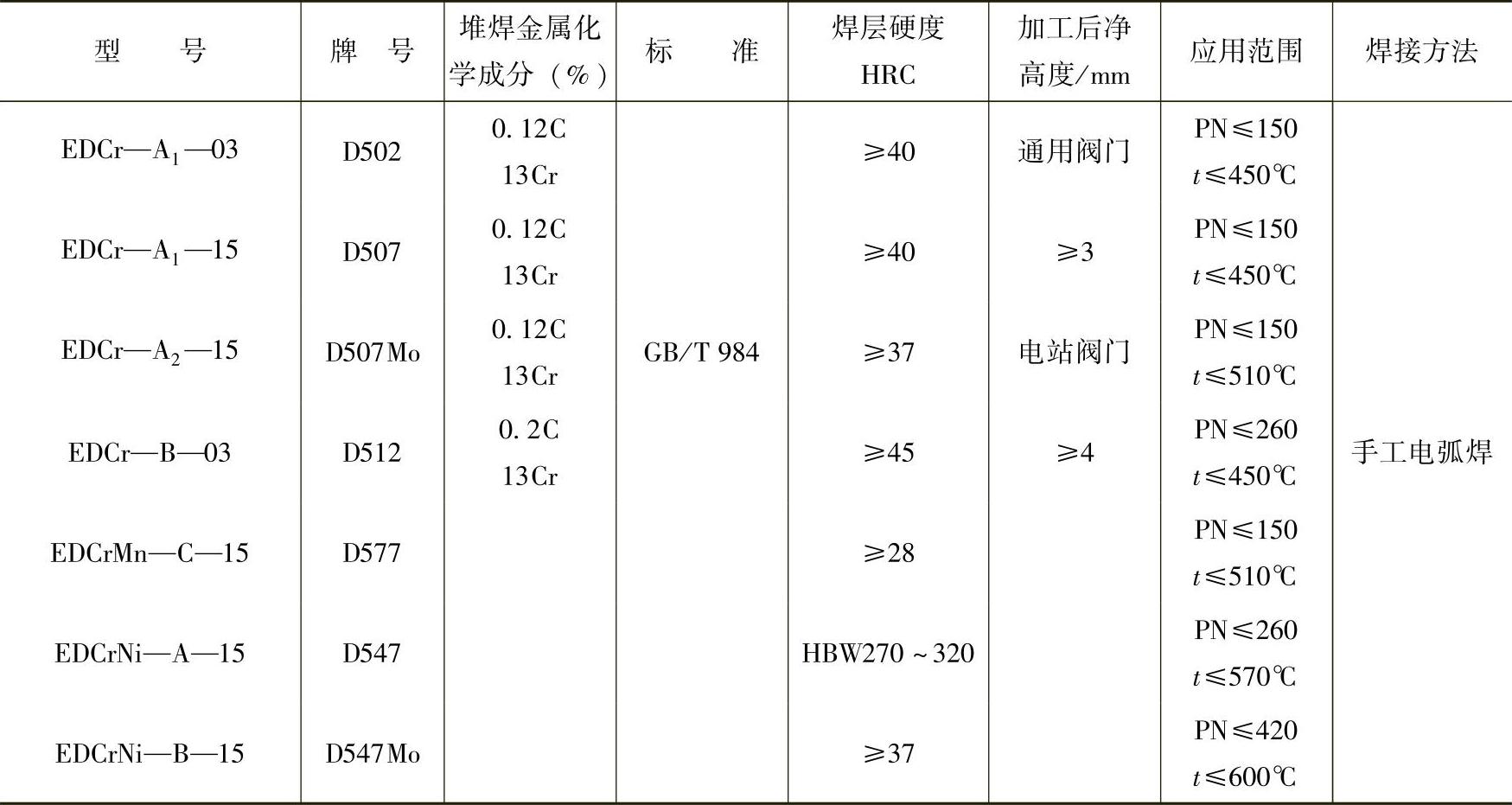
2)增加焊丝直径的方法。从图12⁃1可知,在同样条件下,增大焊丝直径可以使熔深减小,熔宽增加。但这种措施,局限性也很大,因为直径增大会使电弧稳定性破坏。
3)双丝、三丝及多丝埋弧自动堆焊。这种方法同样增大了焊丝的总截面,但克服了单丝增大直径使电弧不稳的缺点。因为此时电弧是在不断游动,即每个瞬时只有一根焊丝有电弧,电弧交替地在各焊丝下游动。因此电流密度相对地增大,从而电弧的稳定性得到改善。暂时没有电弧的焊丝,也受到电弧辐射热的作用,这样,熔敷系数可以加大,生产率也有所提高,由于热量分散,所以熔深大大减小,熔宽增加,如图12⁃2所示。实践证明,多丝堆焊可以采用大电流,生产率进一步提高,如用六根直径为3mm的焊丝(见图12⁃3)进行堆焊,总电流为700~750A时,最大熔深只有1.7mm。此时,焊道的堆高为5.1mm,熔宽50mm。多丝堆焊送丝机构要采用专用设备。双丝、三丝堆焊送丝机构还可以用一般自动焊机进行改装。因此多丝焊很少被采用,目前以双丝用得较多。
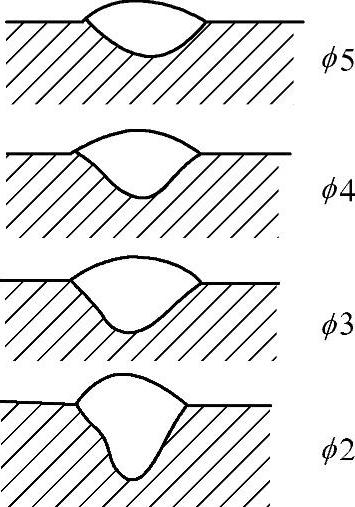
图12⁃1 焊丝直径对焊缝成形的影响(规范相同)
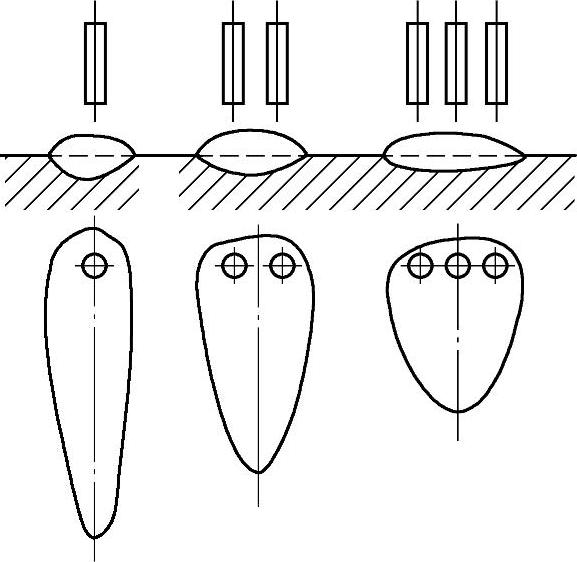
图12⁃2 单丝、双丝、三丝堆焊焊缝成形(规范相同)
4)带极埋弧自动堆焊,如图12⁃4所示。为了克服多丝堆焊设备复杂的困难,用带极替代多丝,既保证了多丝的优点,又避免了多丝带来的困难。带极堆焊特点如下:
①可用大电流,生产率高。在0.4×72mm带极时,电流可达1000A。熔敷系数也较大,低碳带极可达15g/Ah,不锈钢带极可达20g/Ah。
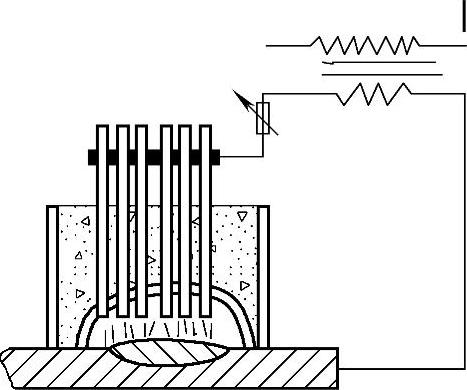
图12⁃3 多丝埋弧自动堆焊
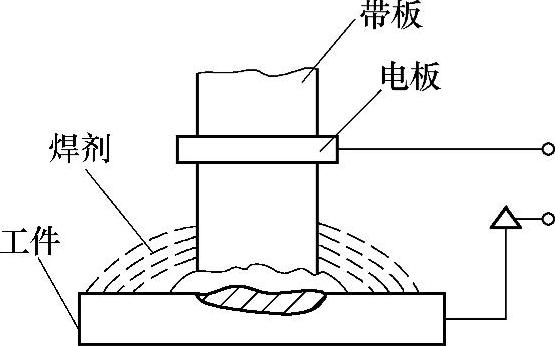
图12⁃4 带极埋弧堆焊示意图
②熔深小,可以控制小于1mm。
③变形小,由于熔深小,热量分布均匀。
④一次堆焊厚度较大,可达6~7mm。
带极堆焊是近些年发展起来的一种高效率的适合于大面积堆焊的新工艺。在合金钢带极堆焊时,除采用合金钢带极外,也可采用带状粉末电极。带状粉末电极是用波纹板,填充粉末制成,如图12⁃5所示。其原理和管状焊丝一样。堆焊过程可在专门的自动堆焊机上实现,如图12⁃6所示。
3.双电源堆焊
前面介绍的方法是采用一个焊接电源。目前有采用两个电源的,其中一个电源供焊接电弧用,另一个电源作为予热焊丝用。这样可以保持熔深浅,而生产效率也可以提高。也可以采用双丝双弧堆焊,两根焊丝分别供电产生电弧,第一个电弧电流小,熔深浅,第二个电弧主要起堆高作用,总的电流不小,所以生产率也不低,此法可使焊缝冷却缓慢,从而降低产生裂纹倾向。
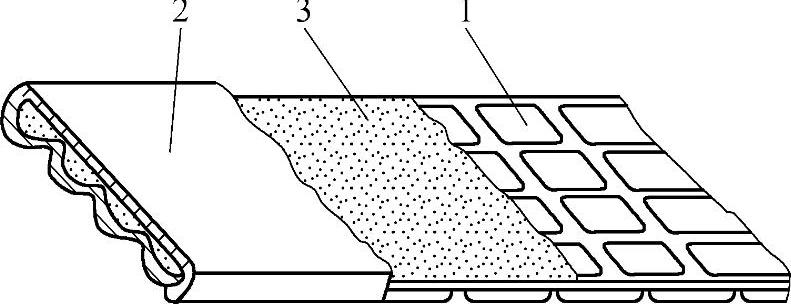
图12⁃5 板状粉末带条
1—下层波形板 2—上层n形板 3—粉末材料
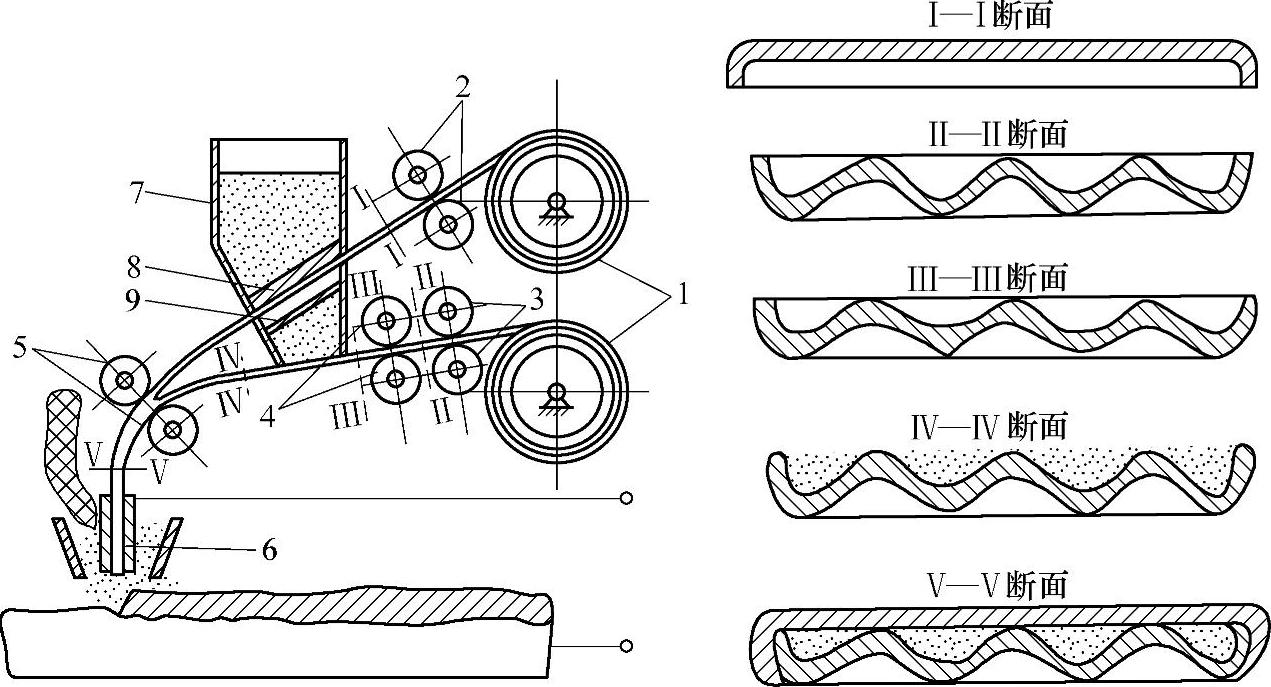
图12⁃6 焊药层下板状粉末堆焊的自动装置原理图
1—板条卷 2—上板条成形滚轮 3、4、5—下板条成形滚轮 6—导电嘴 7—粉末材料 8—漏斗槽 9—给料器附:板条断面图(https://www.xing528.com)
(1)颗粒金属自动堆焊
1)原理。颗粒金属自动堆焊的堆焊层金属合金成分主要取决于焊丝和颗粒金属的化学成分,在堆焊过程中,颗粒金属的作用除了能弥补合金钢焊丝合金元素的烧损外,还能吸收大量的电弧热量,减小母材金属熔深,大大提高熔敷效率。
颗粒金属自动堆焊的实质是电弧由焊丝引向颗粒金属,进入弧柱区的颗粒金属和焊丝一起熔化、混合、形成熔池并产生过热,使相邻的母材金属表面也达到熔化状态。当热源离开时,熔池金属便开始冷却和结晶,此时,大量的热量向熔池周围散去,母材金属表面未完全熔化的晶粒就成为熔池金属的结晶中心,开始沿散热相反的方向以树枝状结晶的形态向焊缝中心成长,熔合线附近即出现交互结晶区,堆焊层合金与母材金属形成了熔化焊合,图12⁃7为颗粒金属自动堆焊过程示意图。
2)颗粒金属的作用。可通过颗粒金属调整堆焊层合金的化学成分、熔点和粘度,使堆焊层金属不仅具有合格的化学成分,而且还有良好的成型。
当颗粒金属的体积和质量与给定的堆焊规范(主要是电流、电压和堆焊速度)相适应时,可提高堆焊效率。据资料介绍,颗粒金属自动堆焊时,在合金材料中加入铁粉或其他材料,如铁砂、氧化铁等,使其体积和质量达到堆焊层的75%,堆焊效率可提高300%。
采用颗粒金属可充分利用电弧热能。一般的埋弧自动焊电弧产生的热量,估计只有1/8真正用于熔化焊丝,而颗粒金属自动堆焊,可使电弧几乎全部潜伏在颗粒金属中,电弧热量主要用于熔化堆焊材料(即熔化焊丝和颗粒金属),大大减少了不利的热影响和应力变形等。
3)堆焊材料。根据颗粒金属自动堆焊机理的分析,所有的合金材料都能堆焊,只要焊丝中含有部分所需合金成分即可。
在阀门密封面堆焊材料中,D507应用很广,但其堆焊层硬度高,焊后空冷≤40HRC,使加工困难,焊后需经退火方可加工。因此,在D507基础上加入1~1.6%Si,即为20Cr13Si2。加Si的目的是改善焊缝金属组织、堆焊层金属的加工和使用性能。
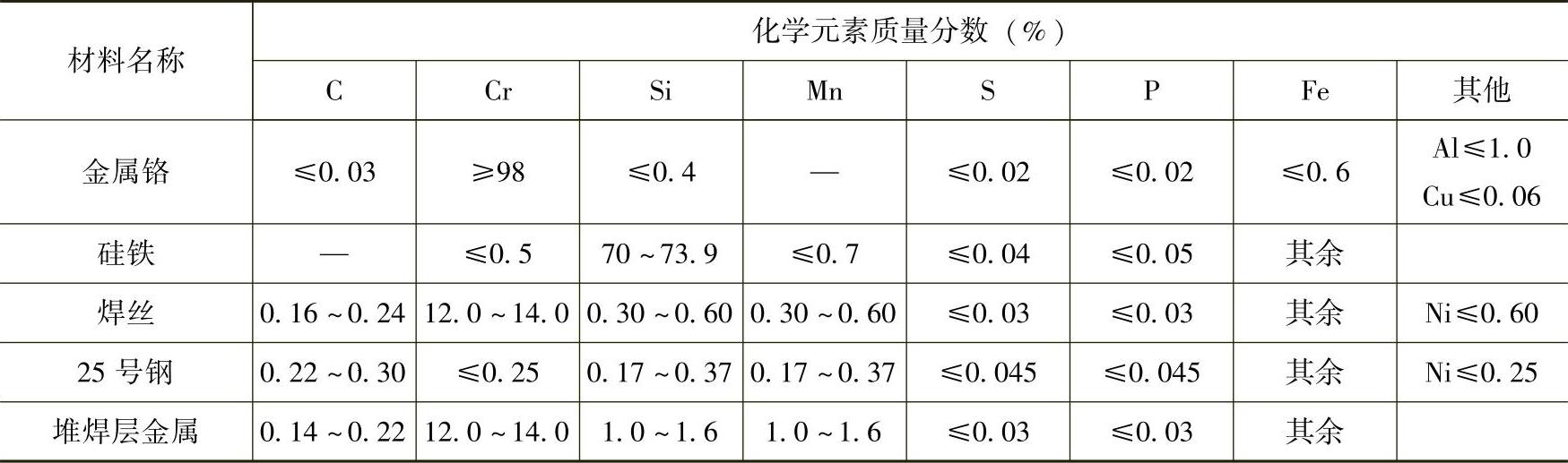
堆焊20Cr13Si2不锈钢所用的颗粒金属成分中包括:高碳铬铁粉、金属铬粉、硅铁粉和还原铁粉。焊丝为20Cr13不锈钢丝,配用低锰高硅的焊剂260,母材为A105。
颗粒金属配方如表12⁃7所示。颗粒度要求60目/in,组成颗粒金属的材料及堆焊合金的化学成分列于表12⁃8。
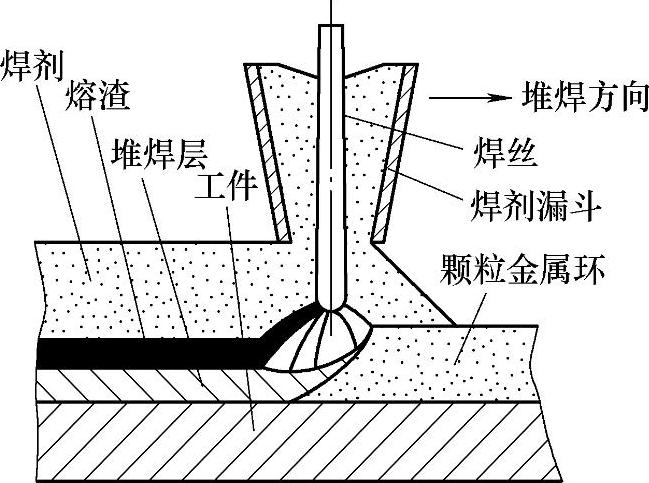
图12⁃7 颗粒金属自动堆焊过程示意图
表12⁃7 颗粒金属配方

表12⁃8 堆焊材料及堆焊层金属化学成分

(续)
为简化堆焊工艺,可将颗粒金属预制成颗粒金属环,放置在即将堆焊的表面,焊丝对准密封面宽度的中心,并与金属环表面接触,然后覆盖上焊剂260进行引弧堆焊。
颗粒金属环的预制工艺如下:首先用干粉末配料拌匀,再加水玻璃搅拌;最后横压成环,并加热到200℃进行烘干。
4)堆焊工艺。焊前工件堆焊面必须严格清除铁锈、油、水等污物,以免产生夹渣、焊不透等缺陷。堆焊过程中,焊剂应盖住电弧,并保持一定的堆积高度。工件堆焊前不须预热,焊后空冷,不致产生裂纹。为防止焊剂和熔融金属流失,在堆焊工件外缘套上挡圈。堆焊规范可调范围较宽,焊接电流、电弧电压在较大的范围内变动,均能保持电弧稳定燃烧,且堆焊层硬度也可保持均匀稳定。例如DN200的闸板密封面堆焊规范:焊接电流330~350A,电弧电压34~36V,堆焊速度0.18~0.20m/min。
调整堆焊规范时需注意,应使颗粒金属全部熔入焊接熔池,并避免电弧与母材金属直接接触,以保证焊道成型饱满,焊道边缘不残留铁豆。
5)设备。采用MZ—1000型埋弧自动焊机进行改装,机头可升降和横向调节,另配无级调速堆焊转胎。焊接电源采用ZXG7—500型硅焊接整流器。
6)特点。与普通埋弧自动堆焊相比,颗粒金属自动堆焊具有以下优点:熔深浅;堆焊层合金成分基本上与堆焊材料成分相同;由于熔池尺寸小、焊缝冷却速度慢,在堆焊易产生裂纹的材料时,堆焊焊道和热影响区的裂纹倾向显著减小,合金元素的利用率高;堆焊层合金成分、组织和硬度均匀稳定。
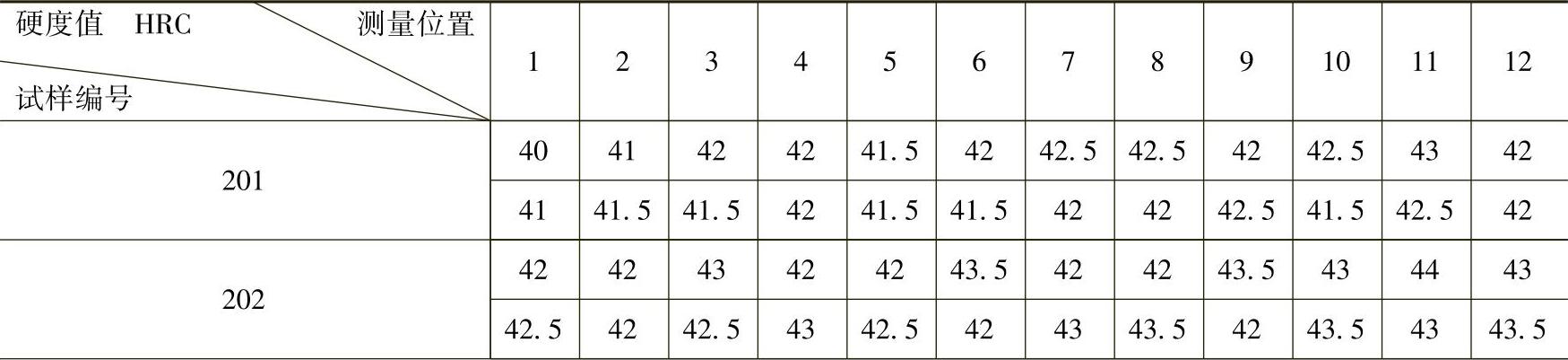
通过对颗粒金属堆焊件的硬度测量,可以看出堆焊层的硬度比较均匀。表12⁃9中所示的硬度值是在四块试样的八个断面按图12⁃8所示的位置,沿焊层宽度和高度测量的结果。表12⁃10为在密封面宽度3mm的圆环平面上沿周向和径向测量的硬度值。表12⁃11为密封面高度只有0.4mm高处的圆环平面上测量的硬度值。
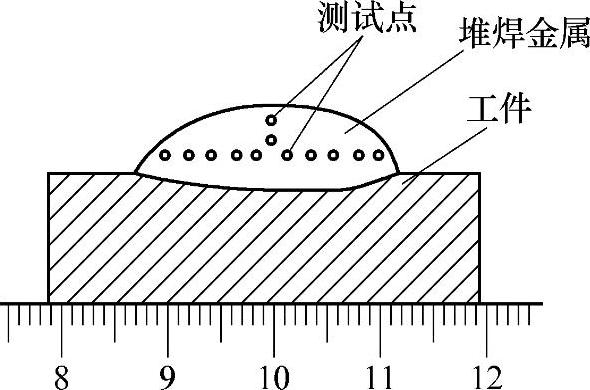
图12⁃8 硬度测量位置
表12⁃9 堆焊层金属横断面硬度值
(续)
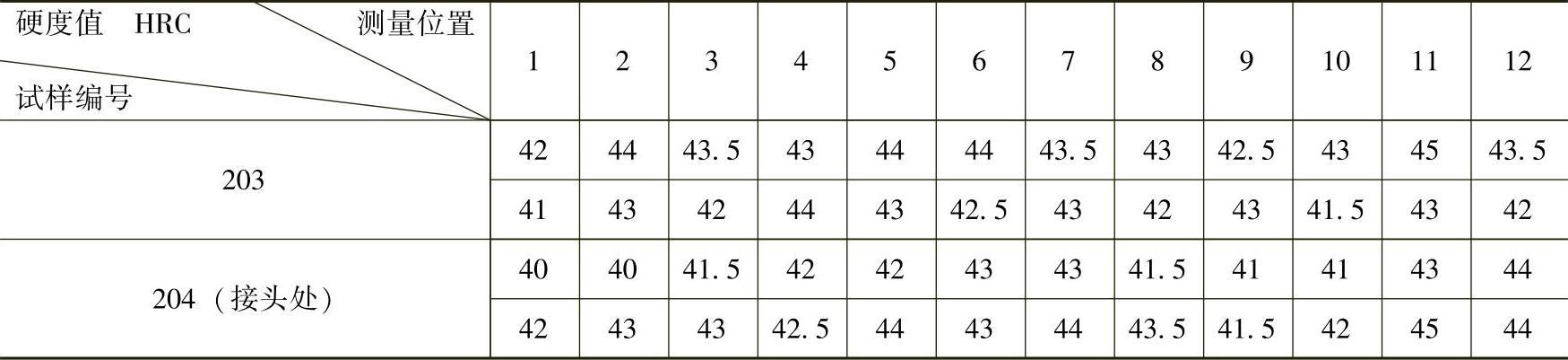
表12⁃10 密封面高度3mm处硬度值

表12⁃11 密封面高度0.4mm处硬度值

综上所述,颗粒金属自动堆焊可使堆焊层金属化学成分、组织和硬度均匀稳定,不易产生焊接缺陷。另外,堆焊成本低,效率高,工艺简单,是阀门密封面堆焊的一项行之有效的新工艺。颗粒金属在工件上的定量铺覆,若采用预制颗粒金属环或使用自动定量送粉器,可进一步简化工艺过程。
(2)陶质焊剂埋弧自动堆焊 陶质焊剂埋弧自动堆焊是利用陶质焊剂的掺合金属作用,通过电弧冶金把焊中合金元素过渡到堆焊层内,以达到堆焊层金属的合金成分要求。
采用HS08低碳钢焊丝,在陶质焊剂中加入所需的铁合金,使堆焊层金属合金元素的质量分数符合堆焊层金属化学元素质量分数要求。
通过陶质焊剂向堆焊层金属掺合金,除合金元素铬外,同时还可过渡硅、锰等元素,以提高密封面的使用性能。某公司自制的陶质焊剂配方如表12⁃12所示。堆焊层金属化学元素质量分数及硬度如表12⁃13所示。
表12⁃12 密封面堆焊陶质焊剂配方

表12⁃13 堆焊金属化学元素质量分数及硬度

堆焊设备与颗粒金属自动堆焊相同,采用MZ—1000型埋弧自动焊机改装。
堆焊工艺:堆焊前应清除工件及焊丝表面的油污、铁锈及堆焊工件表面的缺陷。陶质焊剂吸潮性强,堆焊前应充分烘干,焊前工件不需预热,焊后不产生焊接裂纹(工件材料为WCB或A105)。由于焊接规范(电弧电压、焊接电流、堆焊速度)直接影响合金过渡量。堆焊应严格控制这些工艺参数,避免造成堆焊金属化学元素质量分数、组织和硬度不均。为防止焊剂和熔融金属的流失,可在堆焊道外加挡圈。
陶质焊剂埋弧自动堆焊的生产效率高、抗裂性好,但是它和所有的通过焊剂来进行掺合金的方法一样,具有一个普遍的缺点,就是堆焊层金属成不均。这是因为熔化的焊剂量与弧长有关,而电弧电压不可能在堆焊过程中控制得极稳定,只要有稍微的变化,就会使焊缝金属化学元素质量分数发生变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。