



铝青铜密封面具有较高的强度及良好的耐磨、耐蚀性能,尤其是耐海水腐蚀性极好,因此,多用于船舶阀门。堆焊基体材料多为WCB。
1.氧炔焰堆焊
堆焊铝青铜的主要困难是熔池表面产生高熔点的氧化膜(Al2 O3),难熔的氧化铝薄膜覆盖在熔池表面,阻碍了焊丝与熔池金属熔合,以致产生焊层夹渣,并使焊道成型受到影响,尤其在用氧炔焰堆焊时,很难将氧化铝薄膜除去。堆焊时,一定要使用含有氯化盐和氟化盐制成的焊粉,其配方为:①硼酸60%、铝焊粉(401)40%(质量分数);②氯化钾47%、氯化钡21%、氯化钠16%、氟化钠16%(质量分数)。氯化盐和氟化盐能够溶解Al2 O3,达到清除氧化膜的目的。在堆焊过程中一旦出现过氧化,可以一面继续用火焰加热,一面用铁丝刮去氧化膜。然后再加上焊粉,并熔化焊丝金属。
铝青铜氧化焰堆焊采用的焊丝为QAL9⁃2。
2.手工电弧堆焊
常用的焊条牌号有T237,或采用QAL9⁃2焊芯按表12⁃2的药皮配方自行制作焊条。表12⁃2中的几种焊条,均有良好的焊接工艺性能,电弧稳定,焊道成形良好,无气孔和夹渣等缺陷。但配方Ⅱ、Ⅲ的药皮中,因含有钾盐或冰晶粉容易吸潮,所以焊条制造和保管都较困难。
表12⁃2 铝青铜焊条药皮涂料配方(%)

铝青铜的手工电弧堆焊采用直流电源,反接极短弧焊接。在操作时只限于水平位置堆焊,且焊条不宜作横向摆动。堆焊后工件应缓慢冷却。
3.钨极手工氩弧堆焊
与手工电弧堆焊和氧炔焰堆焊相比,钨极手工氩弧堆焊是铝青铜堆焊行之有效的方法。这种堆焊方法是利用阴极破碎原理来消除堆焊层表面的氧化铝薄膜。用钨极交流氩弧堆焊的青铜密封面,组织致密、无气孔、夹渣等缺陷,操作简单,易于掌握。
铝青铜钨极手工氩弧堆焊采用交流电源。高频引弧可避免钨极成分熔入青铜熔池。堆焊第一层时,应注意控制熔深。堆焊第二层以上各层时,应先用钢丝刷将已堆焊好的焊层表面打磨干净,露出青铜金属光泽方可继续堆焊。
4.熔化极自动氩弧堆焊
熔化极自动氩弧堆焊是一种效率高、质量好的堆焊方法。其焊接设备及工艺与一般熔化极自动氩弧焊相同,采用直流电源反接极。(https://www.xing528.com)
影响堆焊质量及焊道成形的主要因素是焊接规范及氩气保护效果。焊接规范主要参数有:电源极性、焊接电流、电弧电压及堆焊速度。它对焊道成型的影响如表12⁃3和表12⁃4所示。
表12⁃3 电源极性对焊道成形的影响
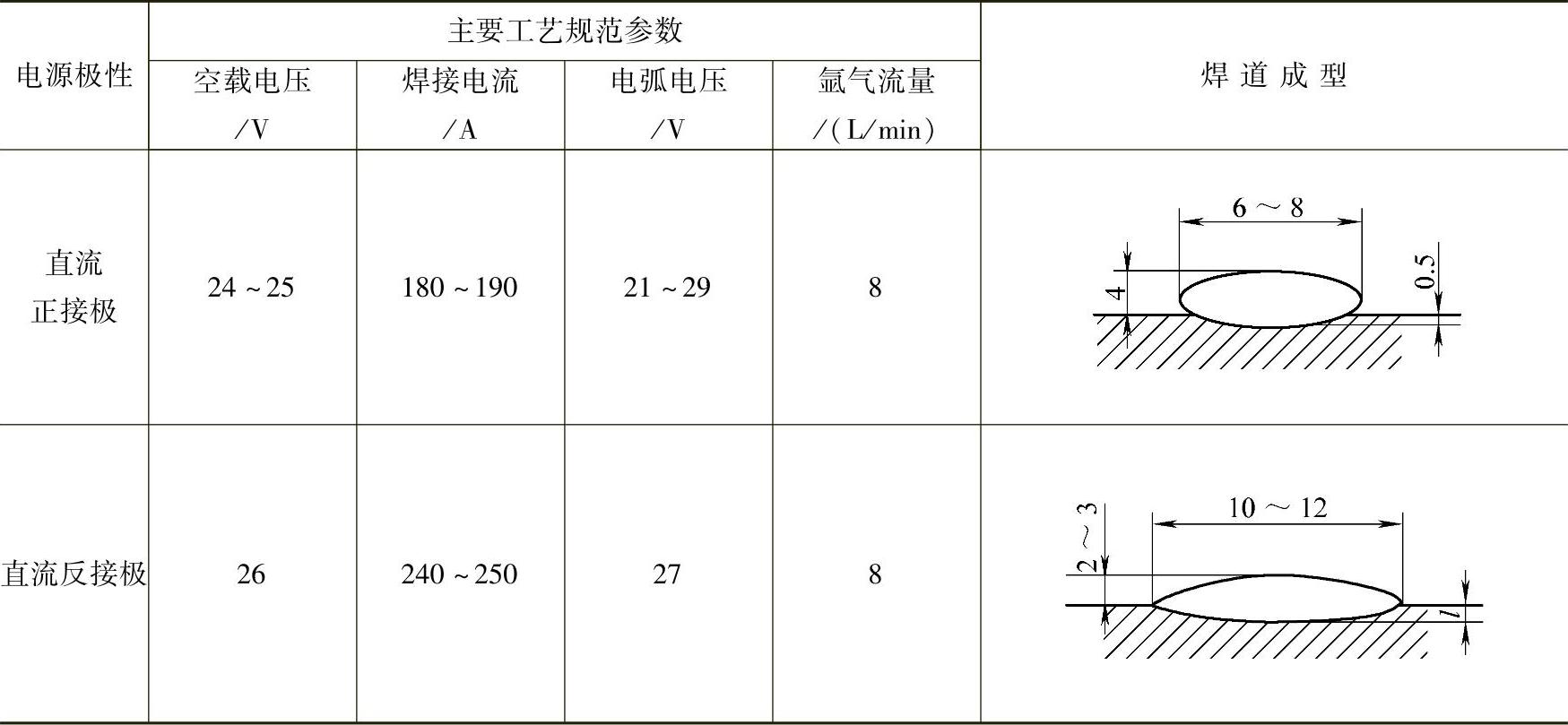
表12⁃4 焊接速度对焊道成形的影响

电弧电压(弧光)对焊道成形影响也很大,如弧长增加,则焊道的熔宽增加,焊层高度变小,焊接电流对焊道的熔深及焊层高度的影响是:电流增大到超过临界值时(熔滴呈射流过渡),焊道的熔深增加,焊层高度变小,熔合比增加,对钢基体的堆焊是不利的。
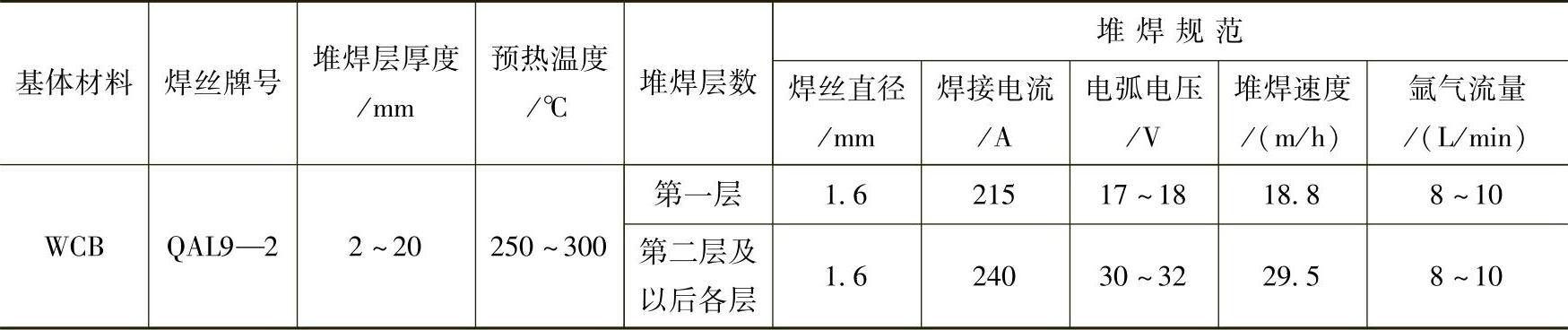
良好的氩气保护是获得优质堆焊金属的首要条件。保护效果的好坏除了取决于焊枪与喷嘴的结构外,还与相应的焊接工艺因素有关,如熔滴过渡的形式、电弧稳定性及氩气流量等。根据实践经验,熔滴呈稳定的滴状过渡,具有良好的保护效果,焊道表面光滑,成形良好。其次是氩气流量,如流量过小,则气流的压力不够,使空气容易混入电弧区,流量过大,反而造成紊流,使保护效果变差。在钢基体上进行QAL9—2铝青铜的熔化极氩弧堆焊规范如表12⁃5所示。
表12⁃5 熔化极氩弧自动堆焊规范
5.埋弧自动堆焊
采用埋弧自动堆焊,生产效率高,质量稳定。堆焊时,为减少熔深,除采用直流电源反接极外,第一层焊道可先用钨极手工氩弧堆焊。为防止产生裂纹,工件可进行100~200℃预热,焊后灰中缓冷。
焊接设备多采用MZ—1000型埋弧自动焊机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。