



1.金属阀座的结构特点和技术要求
金属阀座与阀体连接,其一端平面为密封面,与关闭件的密封面相接触,以切断管路中的介质。阀座由内外圆柱面、平端面及螺纹面所组成,属于套类零件,其结构如图11⁃27所示。
根据阀门的用途,阀座可分别用铜合金、马氏体不锈钢、奥氏体不锈钢基体堆焊硬质合金或碳素钢基体堆焊13Cr不锈钢制成。为保证阀座密封面具有一定的硬度和耐磨性,13Cr型不锈钢阀座需经过热处理。
阀座通常采用锻件毛坯,也可以用管材直接加工。
在阀体上安装阀座的方法有压圈、螺纹连接、焊接或机械固定等。除螺纹连接的阀座外,用其他方法安装的阀座一般需在安装后再进行精加工。
阀座的主要技术要求是:
1)铜合金密封圈、环形阀座与端面、马蹄形阀座的端面与圆柱面应垂直。
2)螺纹连接的阀座,螺纹与其基面应垂直。该基面上不得有磕碰划伤。
3)带螺纹的阀座和环形阀座的密封面与基面应平行。
4)密封面应平整,表面不得有划伤、刀痕、气孔、裂纹等缺陷。
5)密封面的硬度要均匀,在同一平面上的硬度差不得超过规定值。
6)阀座与阀体配合的外圆公差等级为IT8级,表面粗糙度Ra值应小于3.2μm。
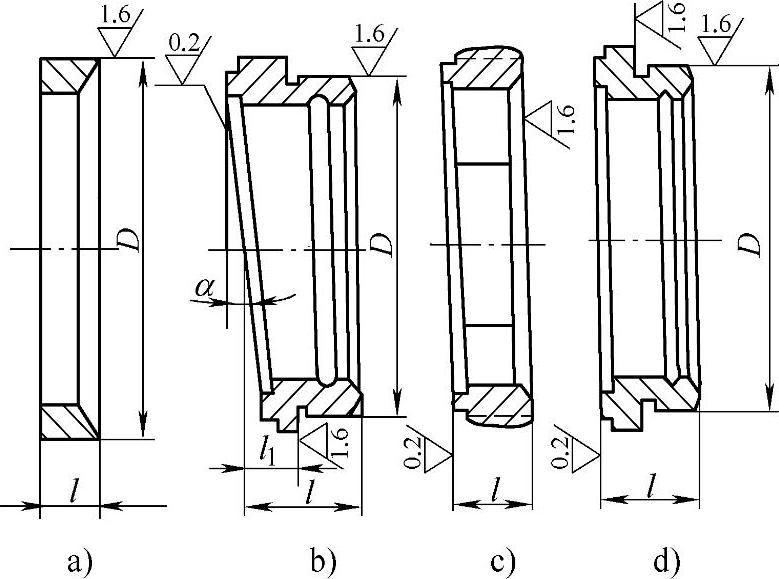
图11⁃27 金属阀座
a)铜密封圈 b)马蹄形阀座 c)带螺纹的阀座 d)带凸肩的环形阀座
7)阀座基面的表面粗糙度一般Ra值应低于1.6μm。
8)与阀体配合的螺纹精度为6g级,表面粗糙度Ra值应小于3.2μm。
9)密封面的表面粗糙度Ra值一般在0.4~0.2μm之间。(https://www.xing528.com)
2.阀座的机械加工工艺过程
阀座的机械加工工艺过程有些比较简单,如铜合金密封圈,只需一道车削工序。但马蹄形阀座密封圈和带螺纹的阀座密封圈机械加工工艺过程就比较复杂。下面分别介绍这些阀座密封圈的机械加工工艺过程。
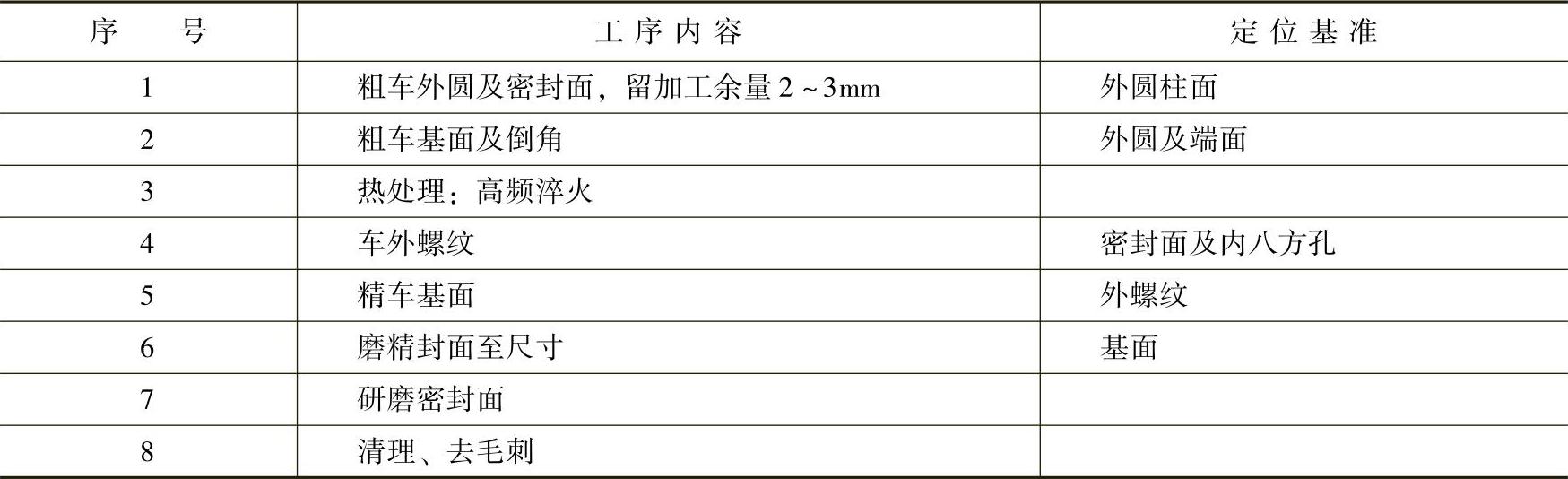
(1)马蹄形阀座密封圈 图11⁃27b为马蹄形阀座密封圈,通常用于公称尺寸DN150以下的楔式闸阀。表11⁃8为中、小批量生产中马蹄形阀座(堆焊形成的密封面)的典型机械加工工艺规程。
表11⁃8 马蹄形阀座密封圈的典型加工工艺过程

1)密封面部位的加工。密封面堆焊前焊槽的粗加工和堆焊后的加工均在车床上完成。图11⁃28为车密封面的5°三爪自定心卡盘。这种卡盘是在标准三爪自定义卡盘的卡盘体和过渡盘之间加上斜盘2和接盘3。使用时根据阀座的厚度调整偏移量。调整的方法是:把螺钉8松开,调整丝杆6,通过螺母7带动卡盘体移动,达到要求尺寸后将螺钉拧紧,即可进行加工。加工密封面时,安装工件要注意大小头的方向,一般用对线方法确定位置。
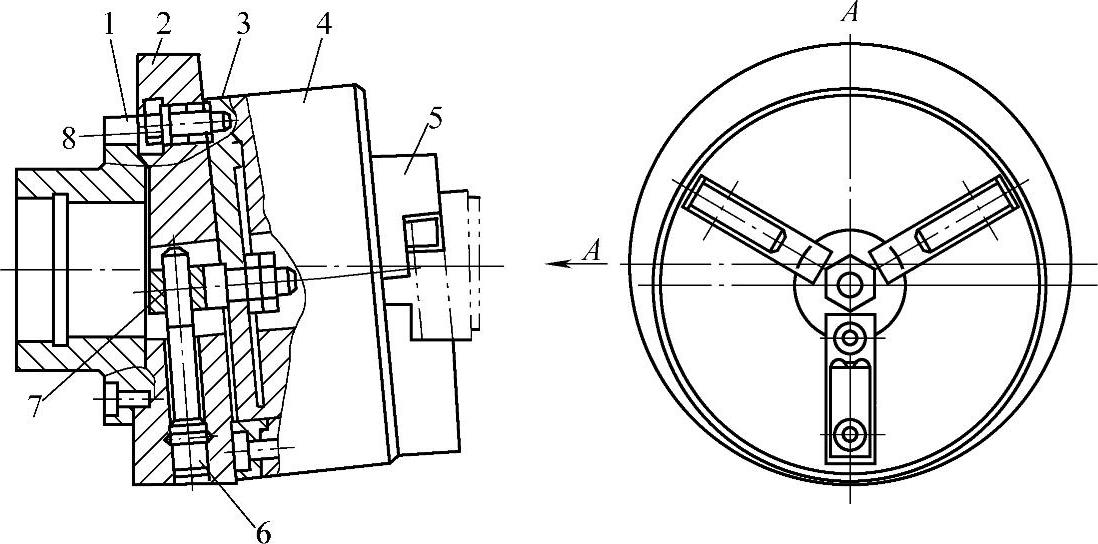
图11⁃28 5°三爪自定心卡盘
1—过渡盘 2—斜盘 3—接盘 4—盘体 5—卡爪 6—丝杠 7—螺母 8—螺钉
将马蹄形阀座密封圈装在阀体上以后,采用焊接方法固定。由于焊接过程中会产生热变形和热应力,因此,阀座密封圈小端的内径距端面较近处车有变形槽。因为角焊缝的焊缝高度较小,热应力也就较小,因此,对于密封焊标准规定可不作热处理。
2)小端外圆的加工。加工用堆焊方法形成的阀座密封面时,考虑到堆焊过程中阀座可能产生变形,大、小端外圆均应留有加工余量,堆焊后再进行精车。图11⁃29为精车阀座小端外圆的夹具。
整体奥氏体不锈钢阀座小端外圆与内孔的加工可在一次安装下完成。
(2)带螺纹的阀座密封圈 图11⁃27为带螺纹的阀座密封圈。这种阀座的毛坯用马氏体不锈钢锻造而成。除内八方孔外,其余表面均需加工。所有加工表面可用车削方法完成。表11⁃9为带螺纹阀座密封圈的典型机械加工工艺过程。
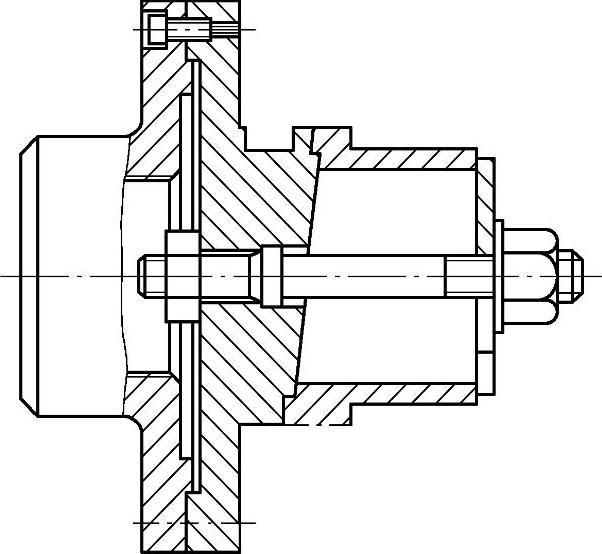
图11⁃29 精车阀座小端外圆夹具
表11⁃9 带螺纹阀座密封圈的典型加工工艺过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。