



1.中部通孔的加工
闸板架的中部通孔一般在卧式车床上加工,并采用图11⁃14所示的双爪自动定心夹具。零件以十字架左、右两翼的底平面及侧面定位,夹紧时,由于卡爪上斜面的作用使闸板架紧靠在夹具的定位件上。该夹具的通用性较好,当加工另一尺寸的闸板架时,仅需将定位螺钉作适当的调整。
2.斜面的车削
车削闸板架两斜面时主要以内孔定位,所用的夹具如图11⁃15所示。当闸板架安装在夹具的弹簧心轴上时,需注意将工艺孔安入夹具上的定位销后再胀紧工件。工艺孔钻在闸板架左翼的中心线上,以它作为定位面可限制零件绕机床中心旋转的自由度。为便于控制两斜面的厚度,夹具上装有两个对刀块。闸板架一端斜面车完以后,需将定位销移装在夹具的另一侧,并在夹具斜面上安装一个厚度等于一端斜面加工余量的垫片,这样,可利用此夹具加工闸板架的另一端斜面。

图11⁃14 车闸板架通用夹具

图11⁃15 车闸板架端面夹具
3.导向槽的加工(https://www.xing528.com)
闸板架两翼端部的导向槽在立铣上加工时使用的夹具如图11⁃16所示。工件以其内孔、斜面及工艺孔定位。为使夹紧更加可靠,可用两只紧固螺钉分别夹在工件上端的两侧面上。该夹具通用性较好,当加工另一规格的闸板架时,可更换夹具上的对刀块,并在心轴上加一定位套。
4.内、外螺纹的车削
闸板架上端的螺纹孔及外螺纹均在卧式车床上加工。为保证螺纹孔与两斜面的相互位置精度,可使用如图11⁃17所示的专用夹具。该夹具的结构与铣导向槽夹具基本相同,闸板架仍以内孔、斜面及工艺孔定位。夹具安装在车床的花盘上时,可将弯板上的定位孔套在主轴锥孔内的定心轴上,而不必再找正夹具,所以可缩短夹具的安装调整时间。
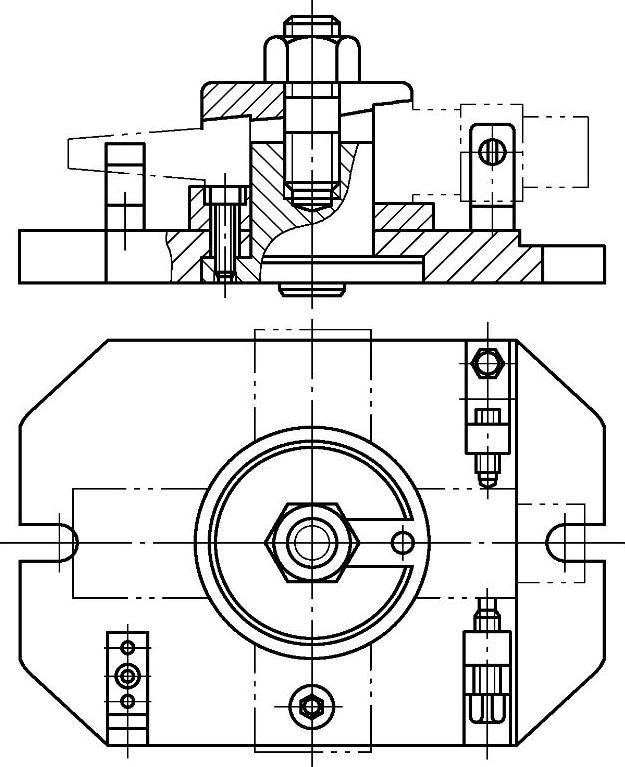
图11⁃16 铣闸板架导向槽夹具

图11⁃17 车闸板架螺纹孔夹具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。