



1.梯形内螺纹的加工
在中、小批生产的条件下,梯形螺纹孔一般是在卧式车床上用梯形螺纹丝锥攻制的,大批生产时可采用专门的攻螺纹机床。阀杆螺母梯形螺纹丝锥的结构如图11⁃2所示。
与一般梯形螺纹丝锥比较,阀杆螺母梯形螺纹丝锥具有如下特点:
1)像螺母丝锥一样做成单锥,不再分成粗锥和精锥。由于梯形螺纹的切削量较大,所以丝锥的切削部分特别长,一般为26~35t。
2)丝锥头部制有引导柱。引导柱使丝锥易于引入工件和避免产生歪斜,并起支承丝锥的作用。引导柱的直径应略小于螺纹的实际内径,通常取螺纹实际内径作为公称尺寸,配合精度为f9。
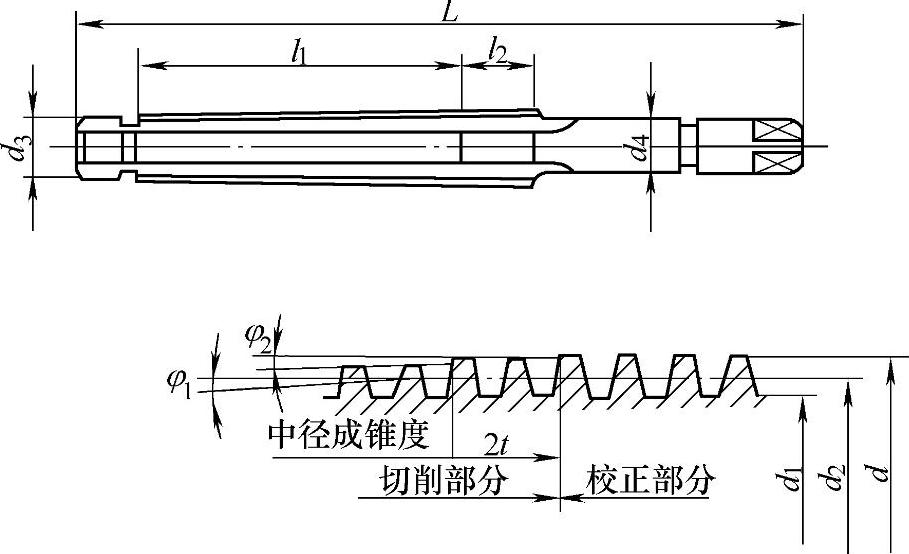
图11⁃2 阀杆螺母梯形螺纹丝锥
3)考虑到材料的扩张量和丝锥磨损储量,丝锥中径的公称尺寸为:螺纹中径的公称尺寸加上其中径偏差的60%~65%、丝锥中径的制造偏差为0.04~0.075mm。中径大的取大值;中径小的取小值。
4)一般梯形螺纹丝锥在切削过程中仅齿顶参加切削。由于梯形螺纹比同直径普通螺纹的切屑横断面面积约大一倍,所以梯形丝锥齿顶的磨损更为剧烈,攻出的螺纹表面粗糙度也常常达不到图样要求。为了不让切削负荷过分的集中在齿顶上,使两侧刃也参加切削,阀杆螺母梯形螺纹丝锥切削锥部上的螺纹除后端二个螺距外,其余的螺纹截形均作成锥体,锥度为15′~40′。图10⁃3为一般梯形螺纹丝锥和阀杆螺母梯形螺纹丝锥的切削图形。
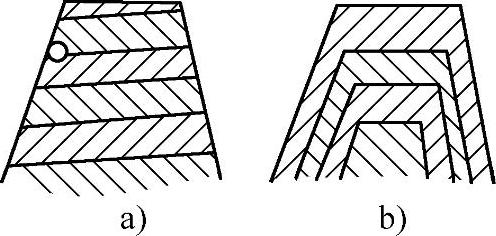
图11⁃3 两种梯形螺纹丝锥的切削图形
a)一般梯形螺纹丝锥 b)阀杆螺母梯形螺纹丝锥
5)丝锥切削部分的齿顶有分屑槽,分屑槽可将宽的切屑分割成窄而碎的切屑,以利于切屑的排出和避免出现堵塞现象。
6)方尾是丝锥安装在机床上的定位基准。方尾的偏移会引起工件螺纹的歪斜或扩大。方尾对柄部的对称度应不大于0.03mm。
7)丝锥前角γ。加工青铜、黄铜、高镍球墨铸铁及碳素钢时,γ为2°~5°;加工奥氏体不锈钢时γ为15°~25°。
使用阀杆螺母梯形螺纹丝锥应注意以下事项:
1)在车床四方刀架上安装丝锥夹头时,应使夹头中心线与机床主轴轴线重合。否则,将影阀杆螺母螺纹的精度,严重时甚至能将丝锥损坏。为便于安装,可使用图11⁃4所示的定心轴和定心套。(https://www.xing528.com)
定心轴安装在主轴的顶尖孔内,其一端圆柱插入装在丝锥夹头上的定心套内后,即可保证夹头轴线与机床主轴轴线的重合。
2)如前所述,为了保证零件内、外螺纹的同轴度要求,可将阀杆螺母螺纹内径孔的公差等级提高至IT10级,以便作定位基面来加工外螺纹。通常阀杆螺母螺纹的实际内径可较公称内径大一些,以减少丝锥的切削量,其偏差带的布置如图11⁃5所示。
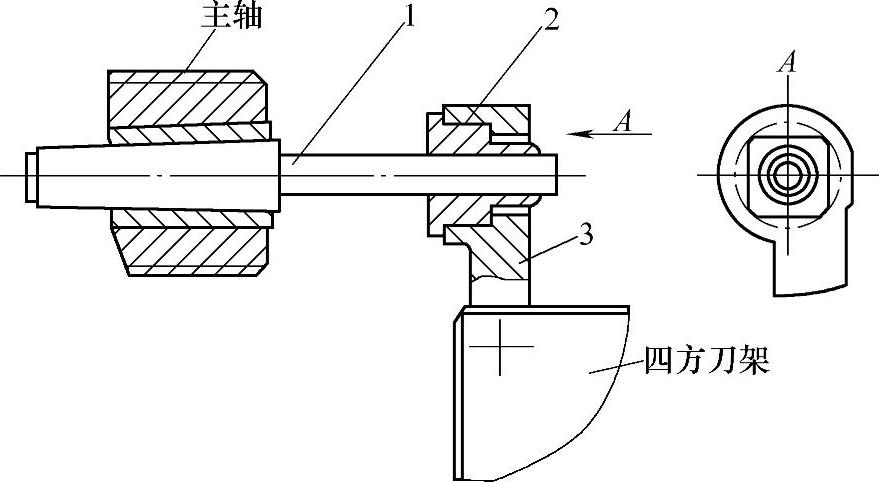
图11⁃4 丝锥夹头的安装
1—定心轴 2—定心套 3—丝锥夹头
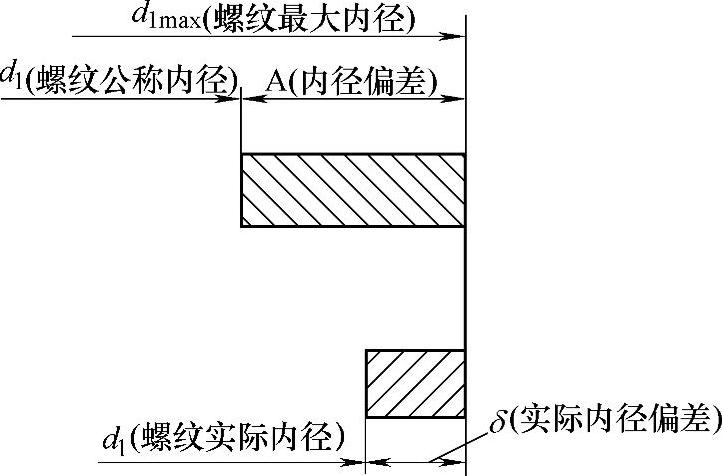
图11⁃5 阀杆螺母螺纹内径偏差带的布置
3)攻螺纹切削速度应较低,否则易使丝锥折断。一般切削速度v=2~3m/min。
4)攻螺纹时应使用充足的切削液,将切屑从丝锥容屑槽中冲出,切削液可采用机械油或乳化液。
2.外螺纹的加工
阀杆螺母的外螺纹一般均在卧式车床上加工。大批大量生产时,也可采数控车床或采用滚丝机滚压螺纹。为了保证同轴度要求,在车削外螺纹时可使用如图11⁃6所示的心轴。
心轴的外圆柱以阀杆螺母的实际内径作为公称尺寸,其配合精度为f7,心轴上的梯形螺纹可将工件轴向拧紧,以减少薄壁零件的变形。旋转圆螺母后可以顺利地将阀杆螺母卸下。
该心轴仅适用于右旋梯形螺纹的阀杆螺母。阀杆螺母为左旋梯形螺纹时,可使用一般的端面压紧的圆柱心轴。
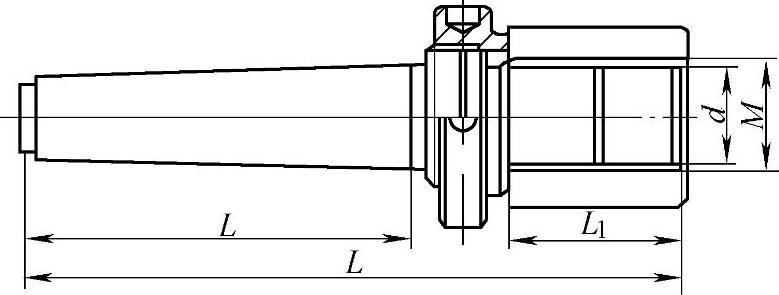
图11⁃6 螺纹心轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。