



1.法兰的加工
法兰是阀盖和阀体直接连接的部位。其主要加工表面为端面、止口(或环连接槽)、外圆及中间通孔。有些阀盖还有上密封座锥孔,奥氏体不锈钢阀盖设有上密封锥面。根据框梁式阀盖的结构、尺寸和生产批量,可分别采取以下两种安装方法来加工法兰。
(1)按阀盖直接找正加工 用四爪单动卡盘夹于阀盖的小端或肋部,按法兰直接找正加工。这种方法常用于小批量生产。加工时,先用小于中间通孔的钻头钻出中间孔,然后用顶尖顶住,车削法兰各部。退出顶尖后,扩孔至图样要求尺寸。如果奥氏体不锈钢阀盖有由本体直接车出的上密封锥面,扩孔后则需将上密封车好;如果上密封是在堆焊后车成的,则须分粗、精车两道工序加工法兰。粗车时,堆焊部位的焊前尺寸按堆焊工艺规定加工;堆焊后精加工的装夹方法与粗加工相同。
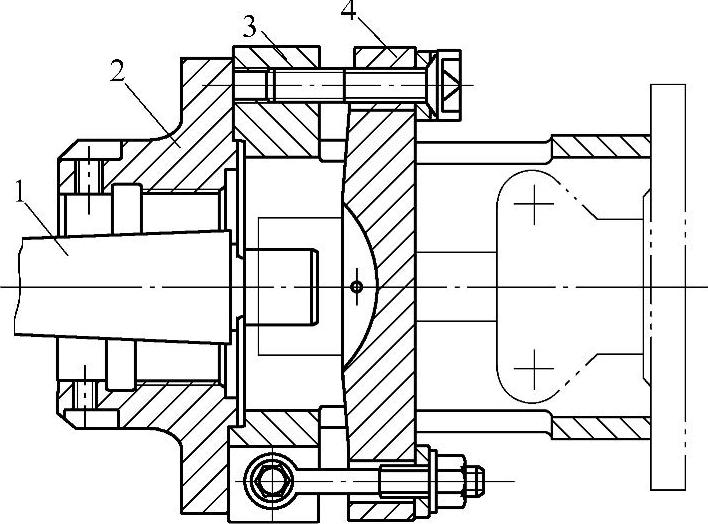
图10⁃2 车阀盖法兰夹具
1—心轴 2—过渡盘 3—夹具体 4—压板
(2)用夹具安装 一种方法是以阀盖小端内孔及法兰背面为基准,安装在图10⁃2的夹具上加工法兰的外圆,中间通孔及上密封等部位。用这种筒式夹具加工法兰的主要优点是:夹具直接与机床主轴连接,刚性好,可减少夹具因切削力和夹紧力的作用而产生的变形;定位面与加工表面很近,因而在加工时可以采用大的切削用量;工件装卸方便,安装可靠。
另一种方法是以小端的端面及与阀杆螺母配合的圆柱孔和填料箱孔为定位基准,安装在心轴上加工法兰。这种方法一般适用于大尺寸铸铁阀盖的加工。因为这种阀盖的结构尺寸很高,如果采用四爪单动卡盘安装,就会由于刚性较差,而影响加工的效率和质量。
2.小端部位的加工
中、小批量生产中,小端部位的加工均在卧式车床上进行,铸铁阀盖和小批生产的钢制阀盖小端部位的加工是在一道工序内完成的。生产批量较大时通常分粗、精两道工序,此时可先将工件安装在三爪自定心卡盘或四爪单动卡盘上进行粗加工,待法兰车好后,再以法兰止口及端面为定位基准进行精加工。
小端部位的加工表面比较多,其中包括IT11级公差的填料箱孔,6H级精度的螺纹孔(或与阀杆螺母配合的IT11级孔),与止推轴承配合的IT10级孔,以及后端止口等。这些加工表面都有相互位置精度要求,因此,精加工时须在一次安装下完成。采用这种加工方法,由于机床方刀架装刀有限,往往需要经常更换刀具。为了缩短辅助时间、提高加工效率,可采取以下措施。
1)采用组合刀具(如组合扩孔钻、组合铰刀等)加工。这是加工不同尺寸内孔的一种效率比较高的方法,它广泛用来加工铸铁阀盖,还可以在组合机床上加工钢制阀盖。
2)采用快换方刀架。准备两个方刀架,按工步顺序将刀具分别安装在两个刀架上,加工时根据加工顺序更换方刀架。
3)在中溜板上安装六角刀架,把专用的六角刀架安装在卧式车床的中溜板上(把四刀架拆除),便可用尺寸刀具以钻、扩、铰和攻螺纹等方法加工阀盖的小端部位。图10⁃3为这种六角刀架的结构。该刀架不仅具有六角车床六角刀架的功能,还能起四方刀架的作用,进行横向、纵向车削。进行钻、扩、铰时,需插上定位销,使中溜板与大溜板固定,以保证六方刀架与机床主轴轴线同轴。
在中批以上生产中,框梁式阀盖的小端部位可在转塔机床上采用尺寸刀具加工。
用转塔车床加工框梁式阀盖小端是比较合理的,既可以充分利用转塔刀架自动或半自动地完成所有的内孔表面的加工,采用尺寸刀具来控制加工精度,保证加工质量;又能降低工人的劳动强度,提高加工效率。图10⁃4为在转塔车床上加工截止阀阀盖小端的示意图。
必须指出,在攻螺纹时,为了保证加工质量,最好不要开倒刀退出丝锥,而是使丝锥通过螺孔后由框梁中间取出。图10⁃5为常用的一种攻螺纹夹头。这种夹头的特点是中间带有弹簧,丝锥引进时靠弹簧压力向前推动,这样既便于丝锥引入,又不致造成乱扣。在转塔车床上攻螺纹时,可采用图10⁃6的专用组合丝锥。这种丝锥的工作部分分为两段,前段相当于粗锥,后段为精锥。用这种丝锥攻出的螺纹表面粗糙度Ra值较小。
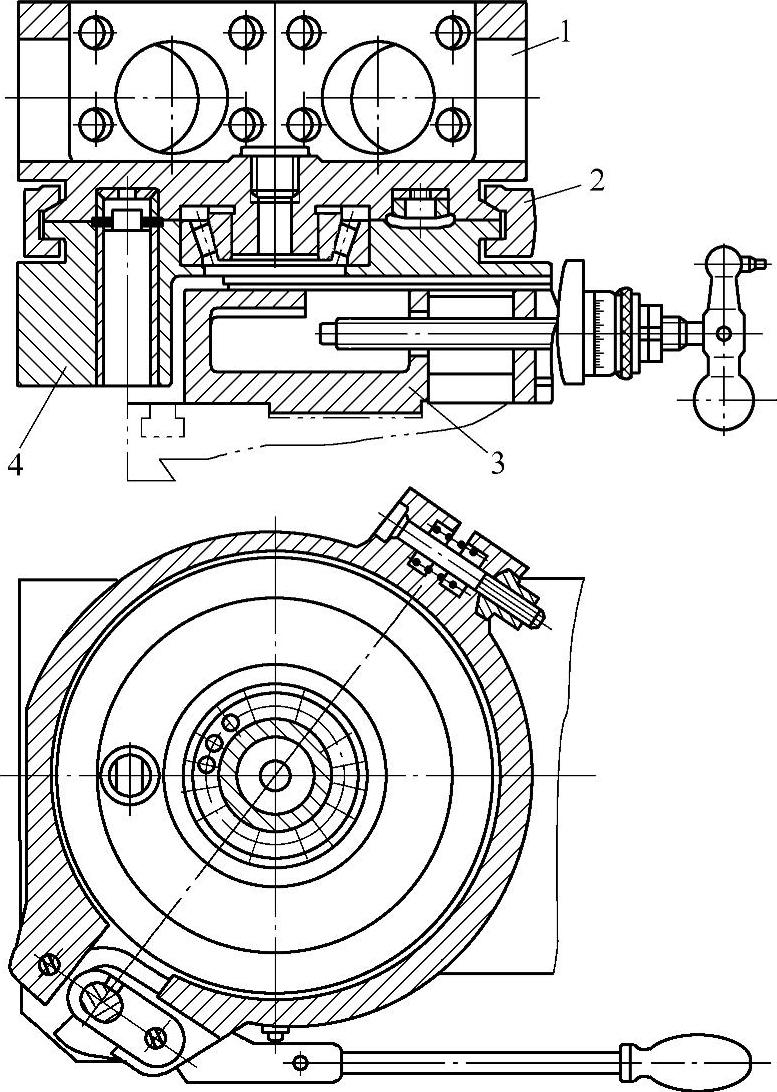
图10⁃3 六角刀架
1—六角刀架 2—夹固圈 3—底座 4—过渡板
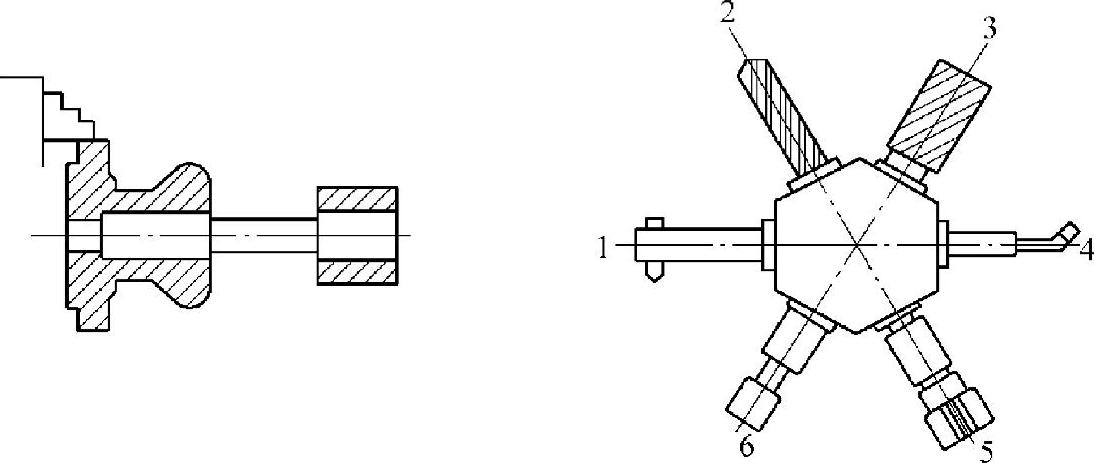
图10⁃4 在转塔车床上加工阀盖小端示意图
在大批量生产中,阀盖的小端和法兰部位均在组合机床上加工。在组合机床上加工阀盖小端有两种方案:一种是把工序分散,用较简单的组合机床完成相应表面的加工(如使用单头镗车组合机床);另一种是把工序集中,用多工位、高效率的组合机床加工,如用鼓轮式组合机床和带回转工作台的组合机床等。
目前加工阀门大都采用数控机床和加工中心,也有采用多工位、高效率的组合机床。近年来国内有些阀门制造企业利用数控机床组成加工锻钢阀门阀盖的生产线。有的制造企业也制造了加工阀盖小端的多工位组合机床。
下面介绍我国某阀门生产企业利用数台带回转工作台的组合机床加工阀盖的过程。
该组合机床可加工PN16~PN63、DN50~DN125的中、低压阀盖。由于中低压阀盖一般多采用熔模铸造毛坯,加工余量适中,毛坯外形比较准确,因此,阀盖法兰分粗、精车两道工序进行加工。图10⁃7为卧式两工位组合机床,用来粗加工阀盖的法兰外圆,端面及背面。加工时以阀盖两耳及小端外圆为定位基准,安装在夹具上。

图10⁃5 攻螺纹夹头
1—丝锥接头 2—心轴 3—滚珠轴承 4—销轴 5—锥尾外套 6—弹簧
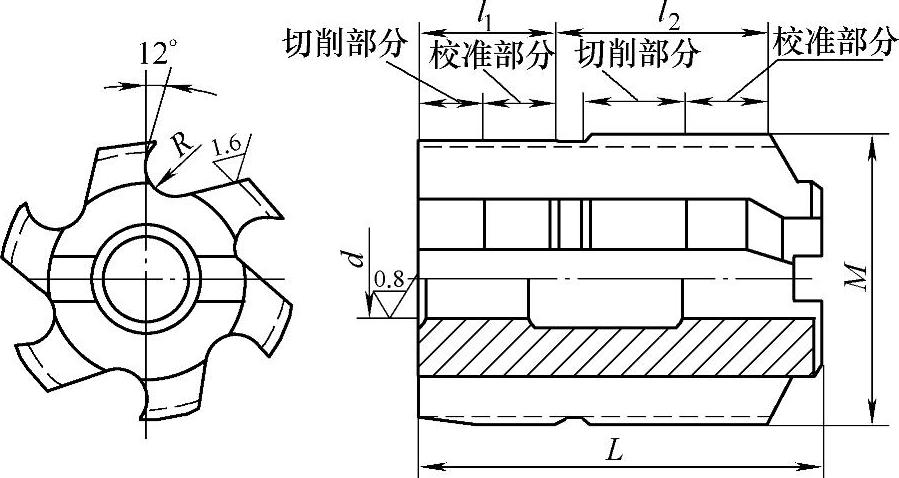
图10⁃6 组合丝锥
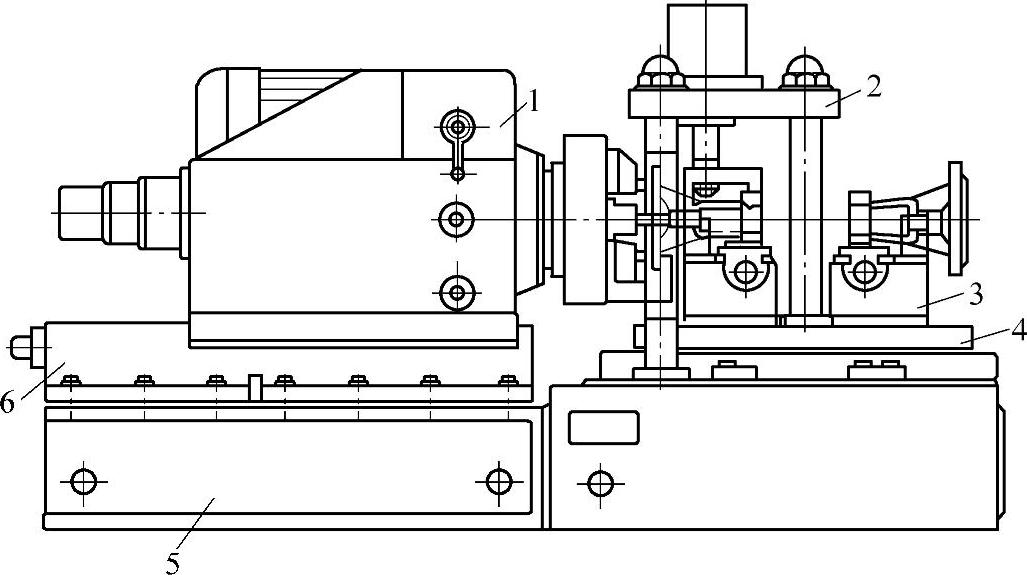
图10⁃7 加工阀盖法兰部位的卧式两工位组合机床
1—镗主轴 2—机床夹具 3—夹具 4—回转工作台 5—床身 6—滑座
法兰部位的精加工用图10⁃8所示的卧式四工位组合机床来完成,阀盖的装夹方式同上。
这台机床用来精加工法兰外圆、端面、背面、钻法兰螺栓孔和中间通孔。图10⁃9为这台机床加工法兰部位示意图。这种机床的加工效率较高,加工公称压力PN40、DN100的铸钢闸阀阀盖的法兰部位仅需8min。
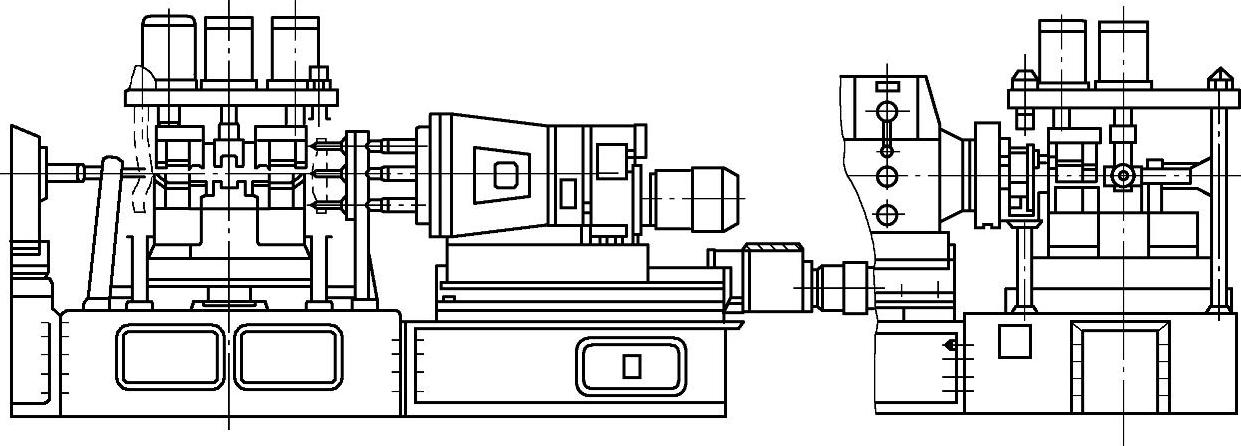
图10⁃8 加工阀盖法兰部位的卧式四工位组合机床
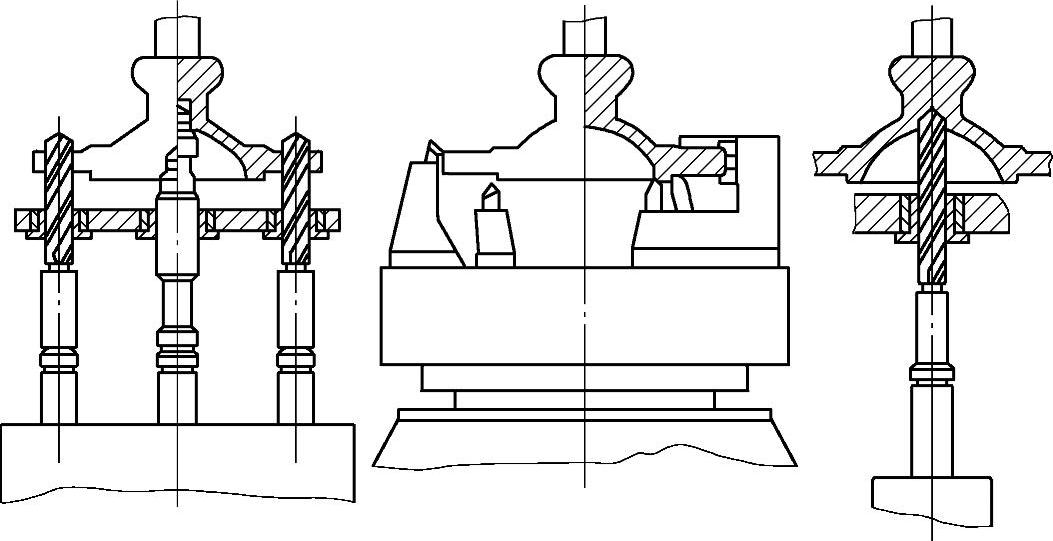
图10⁃9 在组合机床上加工法兰部位的工序示意图
阀盖小端部位由两台结构基本相同的卧式六工位组合机床来加工,如图10⁃10所示。图10⁃11和图10⁃12为这两台组合机床粗、精加工阀盖小端部位的示意图。
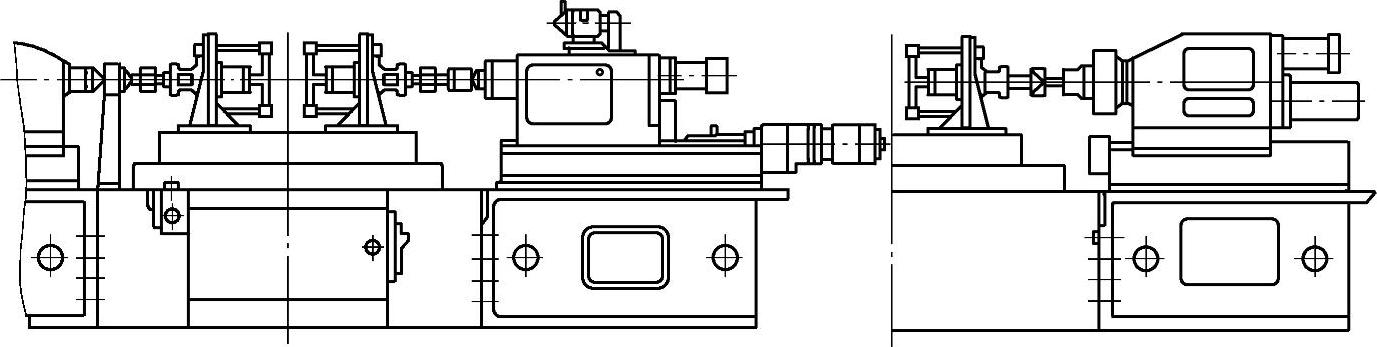
图10⁃10 加工阀盖小端的卧式六工位组合机床(图中只画出三个加工工位)
这两台组合机床的加工效率较高,加工公称压力PN40、DN100的铸钢闸阀阀盖小端部位仅需4min。
加工截止阀阀盖小端时,内螺纹由精加工组合机床的第5工位上专用的旋风切丝动力头来完成。旋风切丝动力头采用行星机构传动。图10⁃13为旋风切丝示意图。刀杆除自转外,还绕机床轴心沿圆的轨迹公转。刀杆自转有1870r/min和955r/min两种转速。刀杆的公转也有两种转速,即6.8r/min和10.2r/min。自转和公转转速均用双速电动机通过变速齿轮获得。加工时,根据被加工螺纹的直径合理地选择相应的转速。例如加工M56×2的内螺纹用1870r/min的自转转速和6.8r/min的公转转速。
用上述两台组合机床加工不同尺寸的阀盖仅需更换定位盘和刀具等。
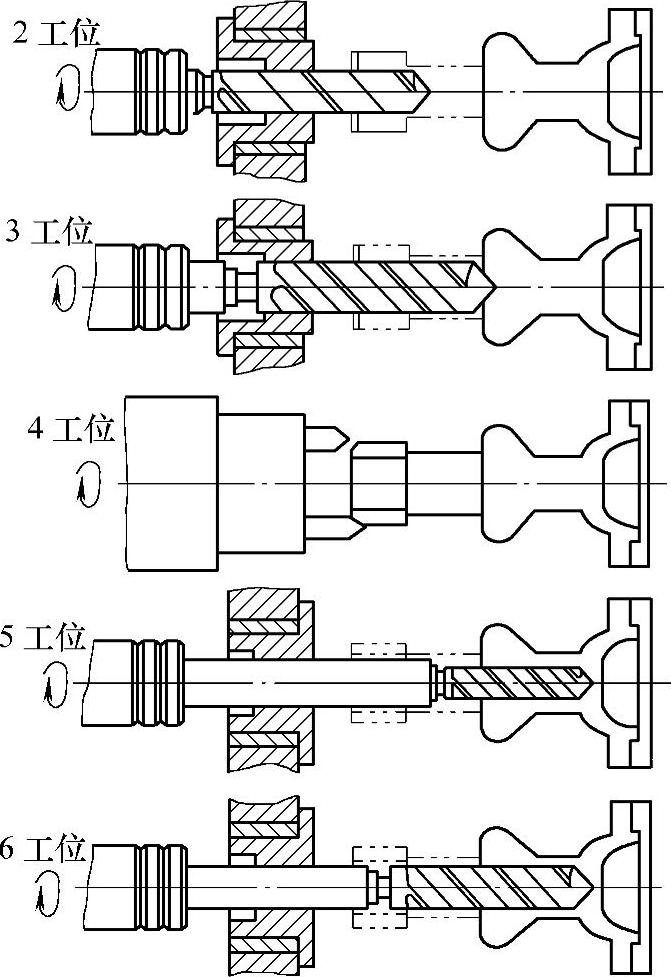
图10⁃11 在组合机床上粗加工阀盖小端工序示意图(https://www.xing528.com)
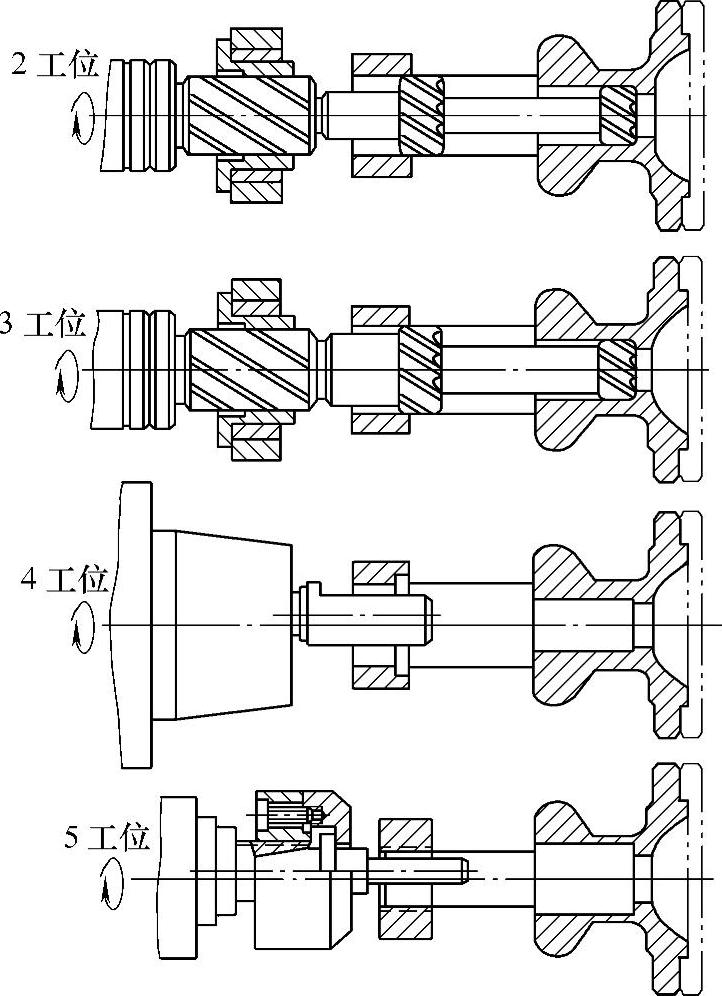
图10⁃12 在组合机床上精加工阀盖小端工序示意图
3.活节螺栓槽及销轴孔的加工
在中、小批量生产时,活节螺栓槽的加工一般用回转夹具在卧式铣床上进行。加工第一面时,工件与刀具的相对位置按划线确定。
销轴孔一般在摇臂钻床上按划线钻出。工件夹在台虎钳上,按两耳平面找平。
在大批生产时,活节螺栓槽和销孔可在组合机床上加工。图10⁃14为半自动铣削活节螺栓槽和钻销轴孔的组合机床。该机床由两台铣削动力头和一台双轴钻孔动力头组成,适用于公称尺寸DN250以下阀盖的加工。这种机床操作方便,效率高,平均加工一个工件约需4min。
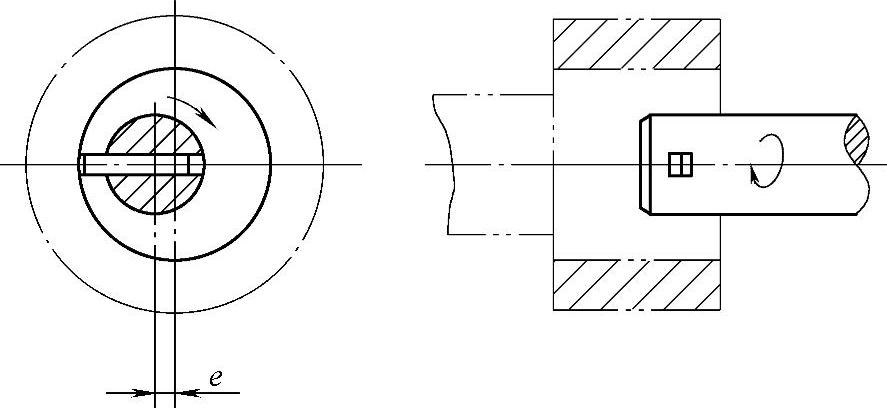
图10⁃13 旋风切丝示意图
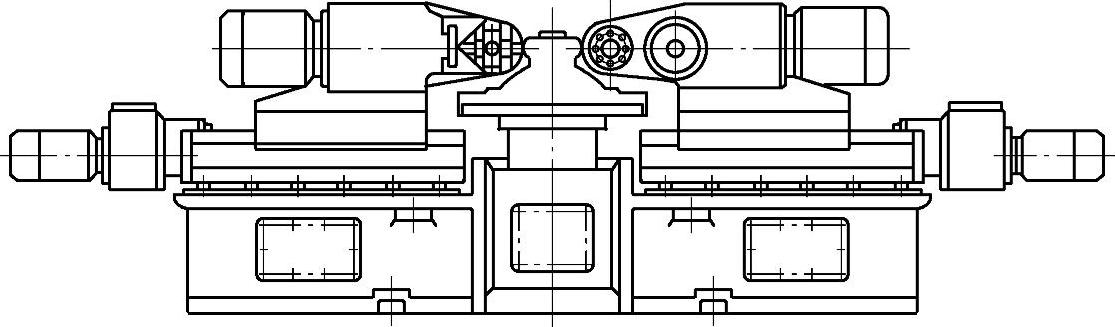
图10⁃14 铣削活节螺栓槽和钻销轴孔的组合机床
4.法兰螺栓孔的加工
在中、小批量生产时,法兰螺栓孔可在摇臂钻床上钻出,单件生产一般按划线钻孔,成批生产按钻模板钻孔。钻槽板的结构形式与阀体的钻模板结构相同,钻孔时配有支承座。应当指出,加工奥氏体型不锈钢的阀盖目前多用标准麻花钻头钻孔,但是由于奥氏体不锈钢的切削性能不好,麻花钻头在结构上也存在一些缺点,因此,钻头的耐用度及加工效率都不高。为使标准麻花钻头适应奥氏体不锈钢的加工,需对标准麻花钻头进行修磨。标准麻花钻头加工奥氏体不锈钢时的主要缺点及改进措施如下:
(1)用标准麻花钻头加工奥氏体不锈钢的主要缺点。
1)在主切削刃上,前角是变化的,从钻头外缘处的+30°向钻心处减到-30°。钻心处前角成为很大的负值,切削条件当然不好。由于奥氏体不锈钢韧性大,热强度高,加工硬化趋势很强,所以前角为负值时,切削条件就更恶劣,因此,这就需要刀具有较大的前角。
2)主切削刃长,切屑宽度大,使奥氏体不锈钢的切屑不易卷曲,常常堵塞在螺旋槽内,造成排屑困难。
3)横刃较长,轴向力大,定心不好,因此,钻头在切削过程中容易产生振动。
4)副后角为零,棱边与孔壁摩擦剧烈,容易发热、磨损;加上钻孔时切屑容易堵塞、切削液不易进入和奥氏体不锈钢本身的导热性差,钻削过程中必然产生大量的切削热而不能及时传散,以至使钻头的切削部位因过热而被烧损。
(2)主要改进措施 针对上述缺点,很多生产单位在生产实践中采取了改进措施。
1)增大顶角2ϕ。实践证明增加顶角2ϕ能提高钻头的使用寿命,顶角2ϕ愈大,钻头的横刃愈牢固,钻头的强度也愈高。虽然增大顶角会使轴向力增加,但在切屑截面不变的情况下,使切屑的宽度减小,厚度增大,因此,能使切屑总变形量减小,钻孔时的力矩也令相应降低。
2)修磨横刃。将横刃磨短可以改善钻孔时的切削条件。但应注意,不可磨得太短,否则易产生崩裂。图10⁃15为横刃的长度对钻头耐用度的影响。使横刃缩短的同时,必须适当地减小前角负值。
3)在切削刃上磨出分屑槽。在切削刃上磨出分削槽,如图10⁃16所示,能使切屑分成狭条,减少切削变形时的摩擦,改善切屑形成和排屑条件,降低切削力和切削热,从而降低钻孔的表面粗糙度Ra值和延长钻头的使用寿命。
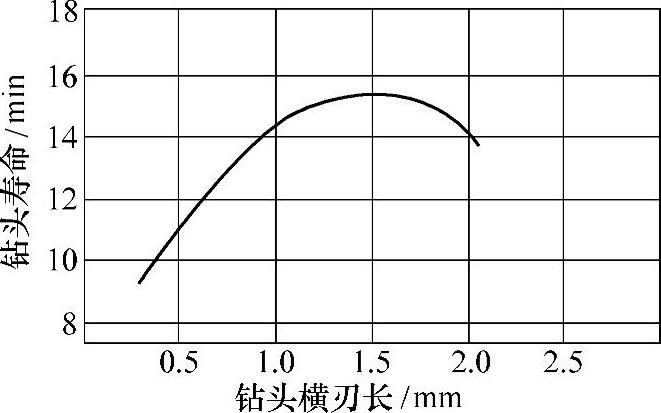
图10⁃15 钻头横刃长度对耐用度的影响
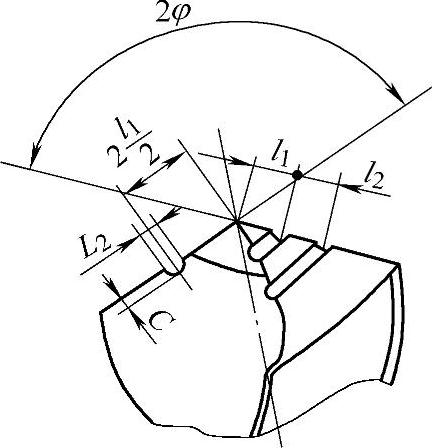
图10⁃16 带分屑槽的钻头
分屑槽的尺寸一般为
式中 l1——如图10⁃16所示(mm);
D——钻头公称直径(mm)。
(3)加工奥氏体不锈钢的群钻 生产实践证明,用图10⁃17所示“群钻”加工奥氏体不锈钢,能获得良好的效果。这种“群钻”的特点是:
1)磨出月牙槽,形成凹圆弧刃,由于加大了各点的主偏角而使前角增大,因此有利于对奥氏体不锈钢进行切削。
2)月牙槽能起分屑作用,使不易卷曲的奥氏体不锈钢切屑能较容易地切离和变形。
3)月牙槽形成新的横刃,其高度有所降低,并较锋利,而且横刃尖部能起定心作用,使钻削稳定。
4)修磨横刃,形成内刃,缩短了横刃长度。减少了钻孔时的轴向力,使得钻削比较轻快。
表10⁃3为加工奥氏体不锈钢的“群钻”的有关尺寸。图10⁃18为某厂在生产实践中创造的另一种奥氏体不锈钢的钻头。
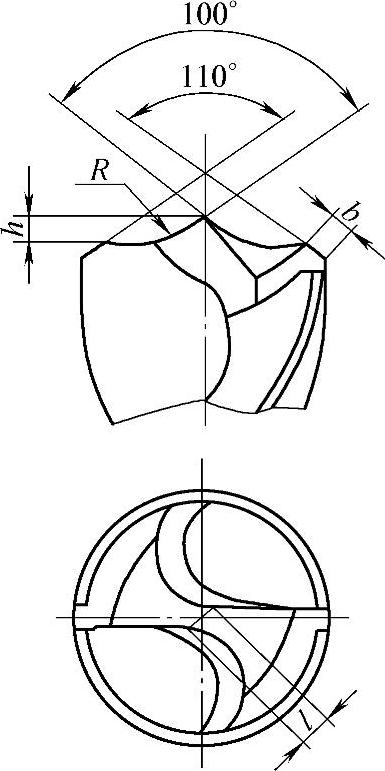
图10⁃17 加工奥氏体不锈钢的“群钻”
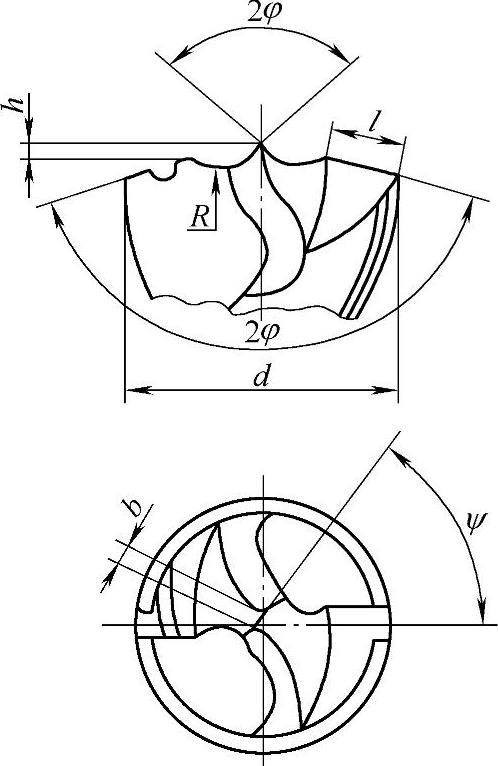
图10⁃18 加工奥氏体不锈钢的“类群钻”
它的形状类似“群钻”,但具体尺寸有所不同。
表10⁃3 加工奥氏体不锈钢的“群钻”的有关尺寸 (单位:mm)
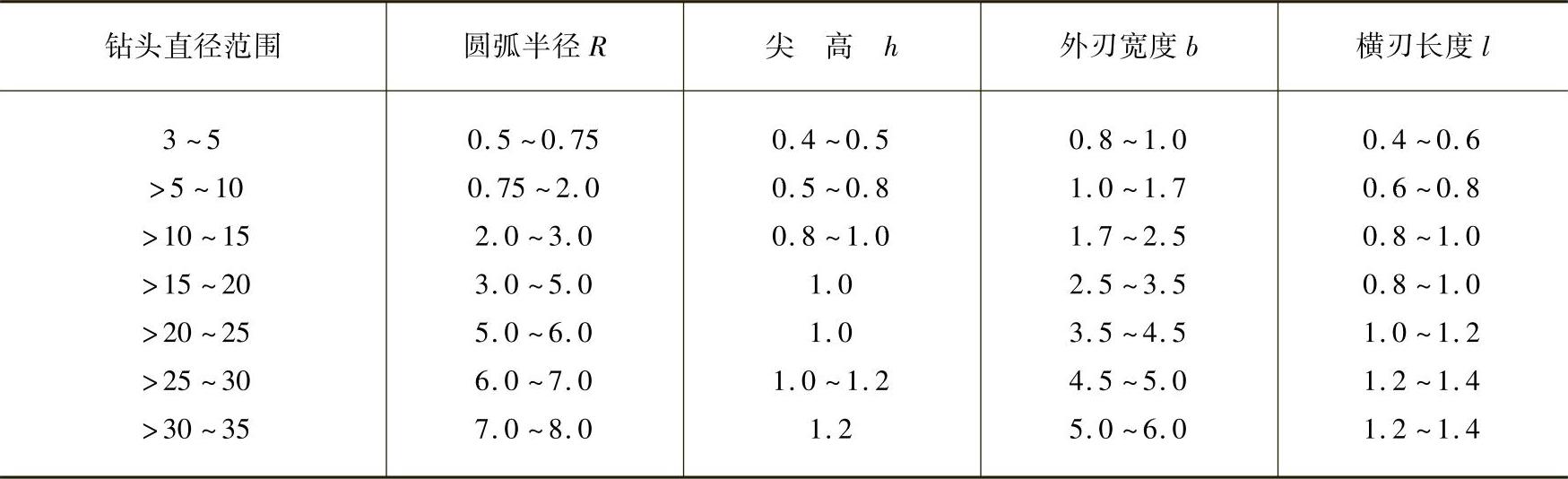
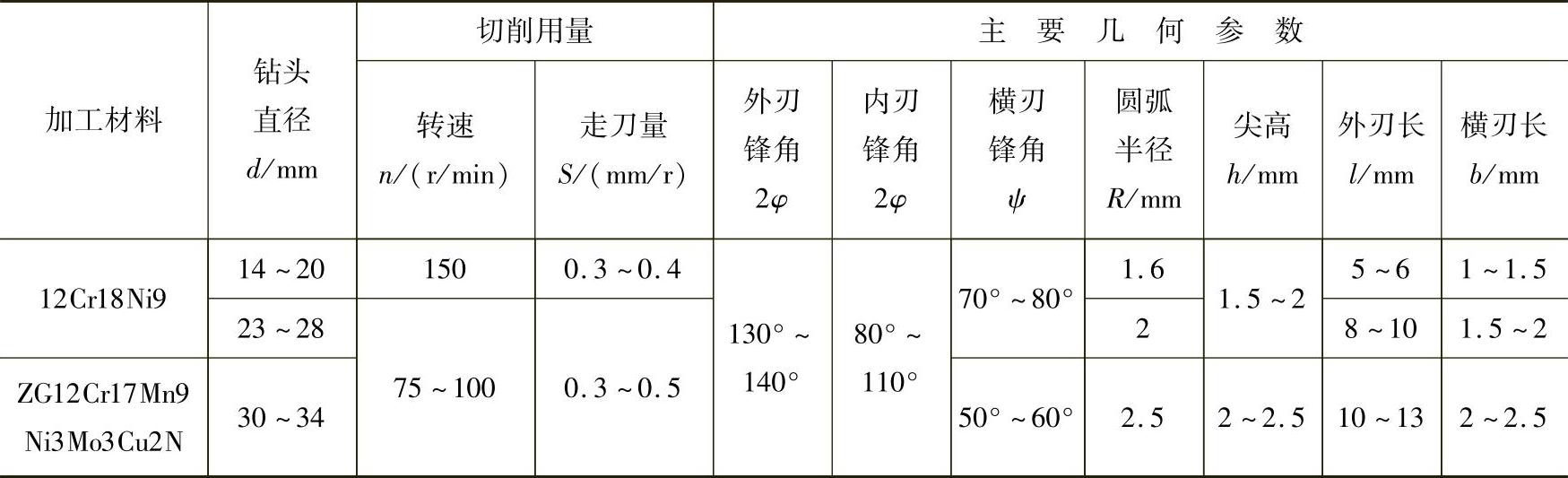
表10⁃4为这种钻头的主要参数和切削用量。使用这种钻头加工奥氏体不锈钢的主要效果是:进刀量比用标准麻花钻头大50%~100%,因此,生产效率高,钻孔时稳定性好,钻头耐用,每班连续使用8h只需刃磨3~4次;该钻头断屑效果较好,因此能保证安全。
除奥氏体不锈钢外,大批量生产时,阀盖的法兰螺栓孔可在组合多轴钻床上加工。
表10⁃4 “类群钻”的主要参数和切削用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。