



【摘要】:表102 框梁式铸钢阀盖的典型工艺过程图101 框梁式阀盖的类形(续)c)圆形带支架旋转升降杆阀盖 d)方形带支架升降杆阀盖由于框梁式阀盖的法兰较大,而小端外圆较小,加工法兰时,若以小端的外圆定位则夹压点距加工表面比较远,刚性较差,因而影响加工效率。这组阀盖中、小批量生产中多采用卧式机机床加工。表102为铸钢阀盖在成批生产中的典型工艺过程。
框梁式阀盖一般用铸铁、碳素钢和奥氏体不锈钢制成。阀盖的主要加工表面为旋转面,如图10⁃1所示。通常采用车削的方法加工。
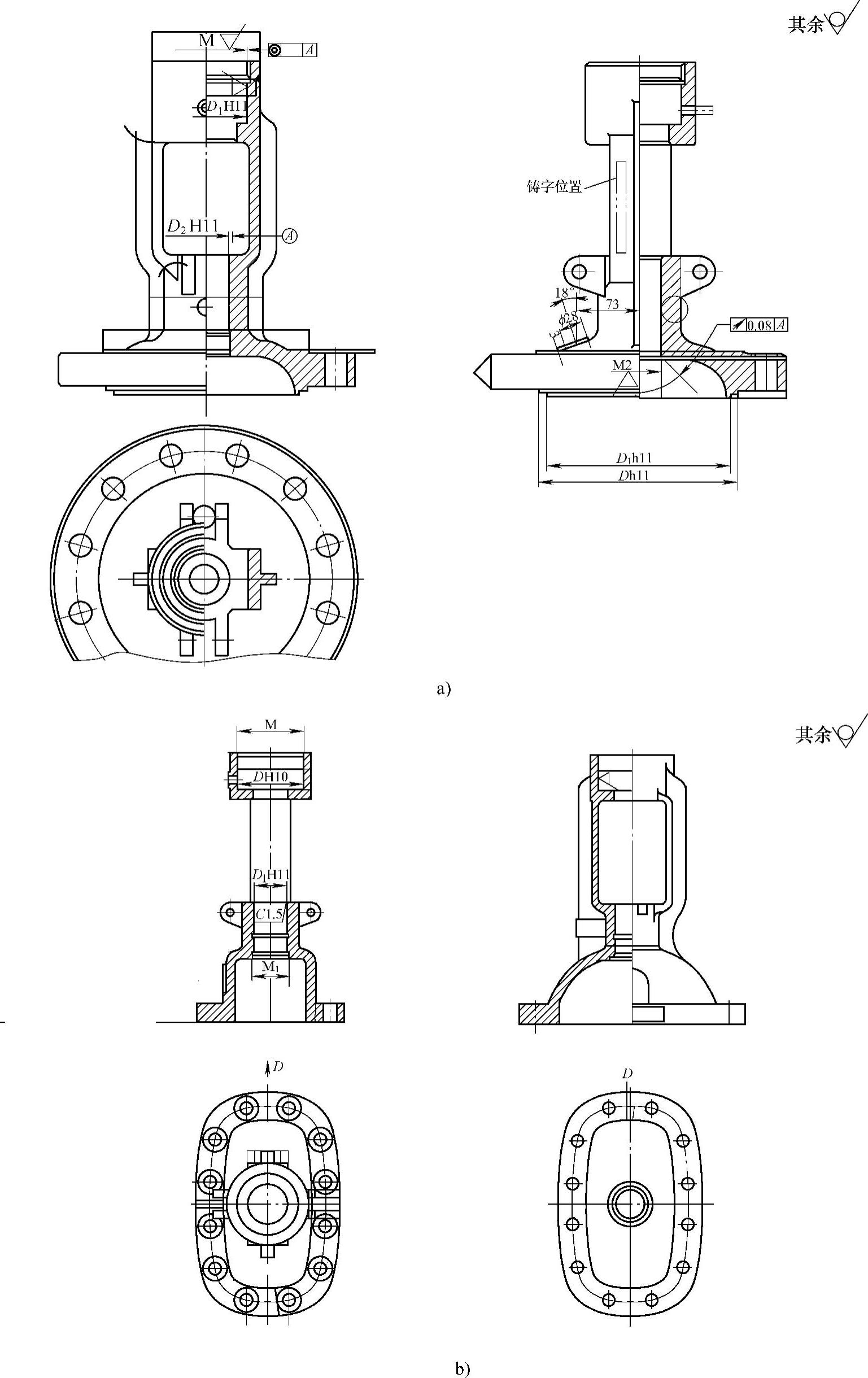
图10⁃1 框梁式阀盖的类形
a)圆形带支架升降杆阀盖 b)椭圆形带支架升降杆阀盖
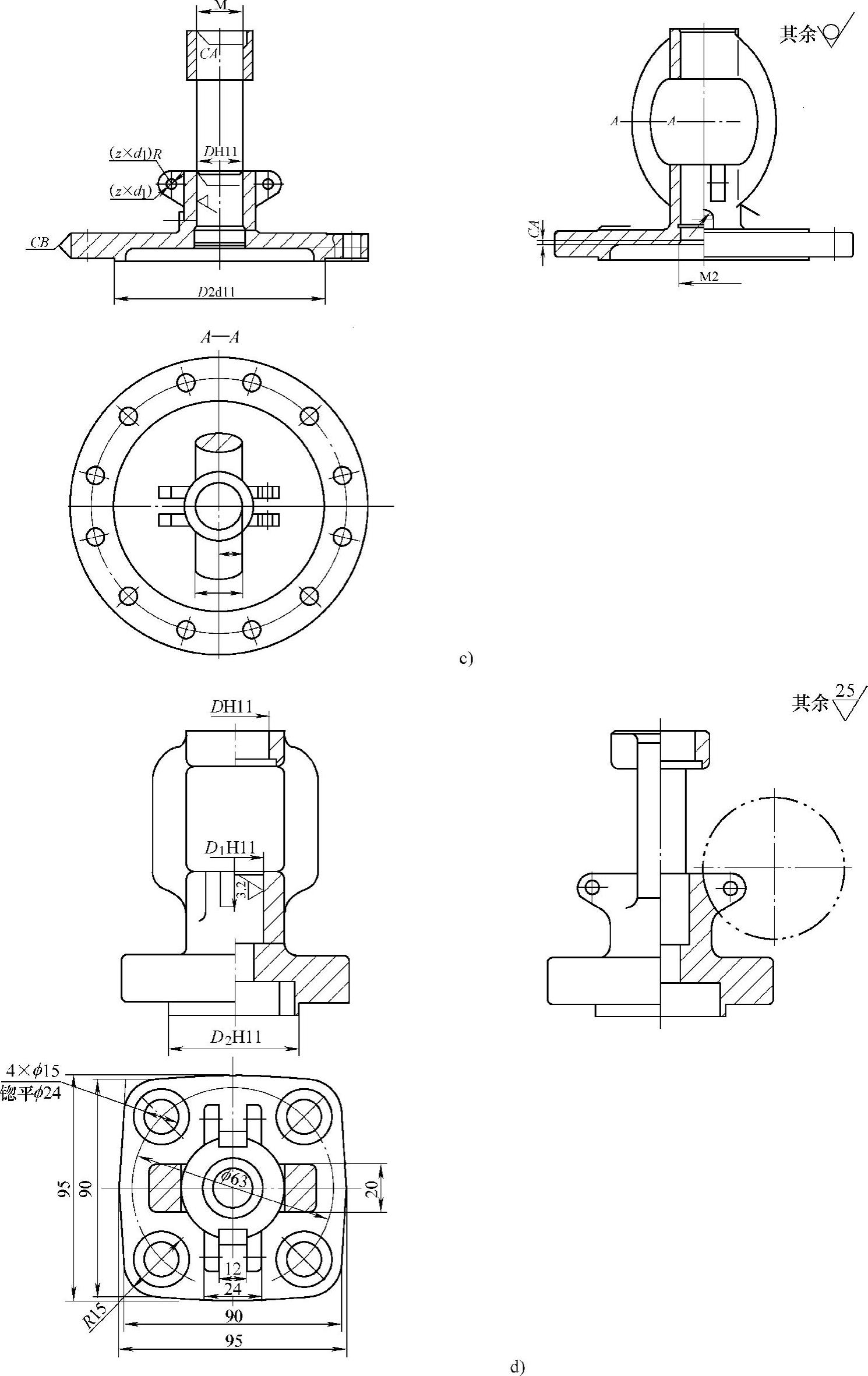
图10⁃1 框梁式阀盖的类形(续)(https://www.xing528.com)
c)圆形带支架旋转升降杆阀盖 d)方形带支架升降杆阀盖
由于框梁式阀盖的法兰较大,而小端外圆较小,加工法兰时,若以小端的外圆定位则夹压点距加工表面比较远,刚性较差,因而影响加工效率。为改进这种状况,便于切削,对于某些铸钢阀盖可先粗连小端,然后以小端的内孔及法兰背面为定位基准,采用专用夹具安装来加工法兰。铸铁阀盖法兰和小端的加工可分两道工序进行:尺寸较小的先加工法兰,后加工小端;尺寸较大的一般先加工小端及内孔,然后将阀盖安装在专用心轴上,再加工法兰;对于模锻的DN50以下的闸阀和截止阀阀盖,一般先加工小端的阀杆螺母孔和填料箱孔,然后再以上端阀杆螺母孔和平面定位,在专用的工装上加工法兰端面、内孔,上密封座。
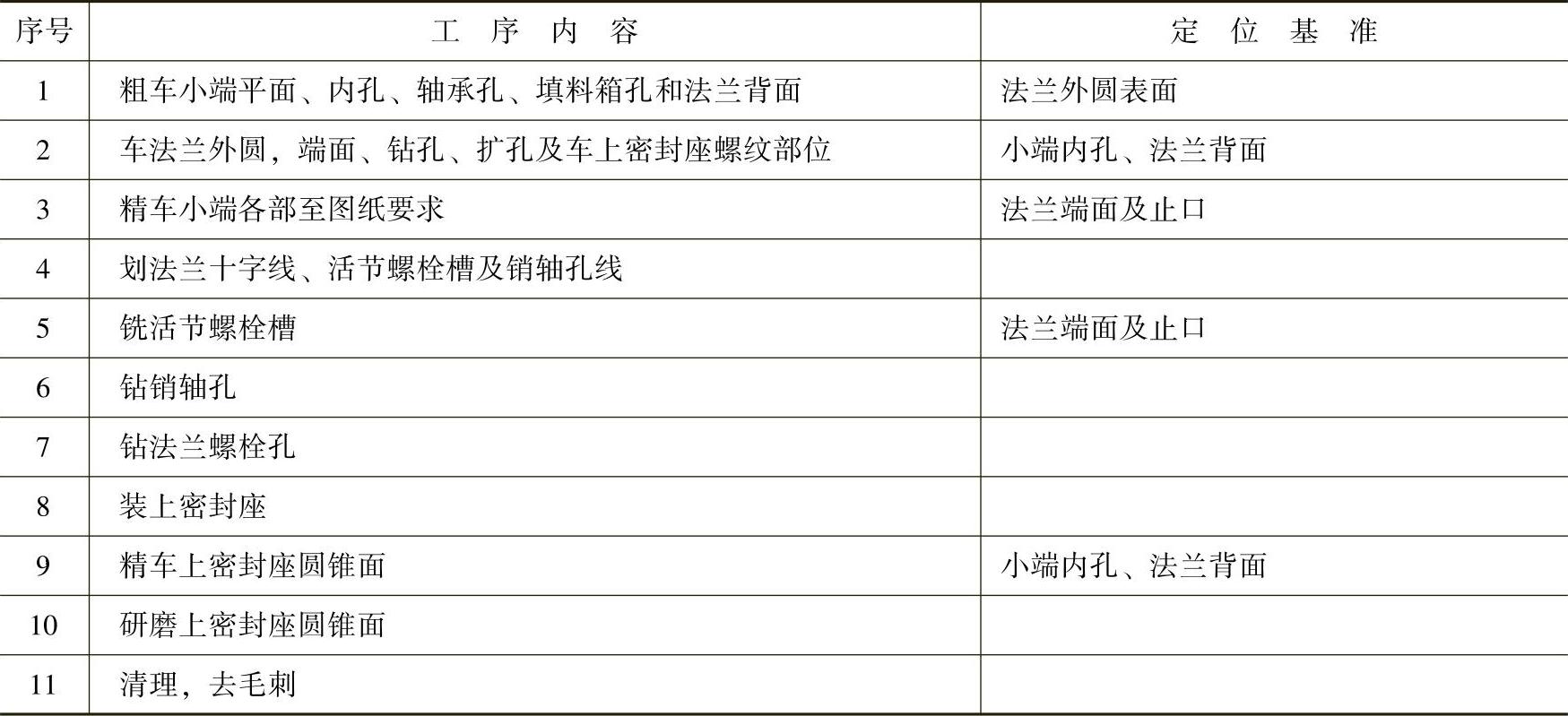
这组阀盖中、小批量生产中多采用卧式机机床加工。在大批量生产中常采用数控机床、组合机床、自动线加工。表10⁃2为铸钢阀盖在成批生产中的典型工艺过程。
表10⁃2 框梁式铸钢阀盖的典型工艺过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。