



三偏心蝶阀阀体密封面的加工是保证蝶阀密封性能的关键。密封面部位精度要求高。尤其是密封的斜置锥体的角度偏差更小,其表面粗糙度Ra值要在0.4以下,因此加工过程中必须有专用工装来保证。下面就以PN50、DN150说明加工三偏心蝶阀阀体密封面专用工装的结构设计及尺寸之间的关系。产品工作图如图9⁃90所示,专用工装总装配图如图9⁃91所示。
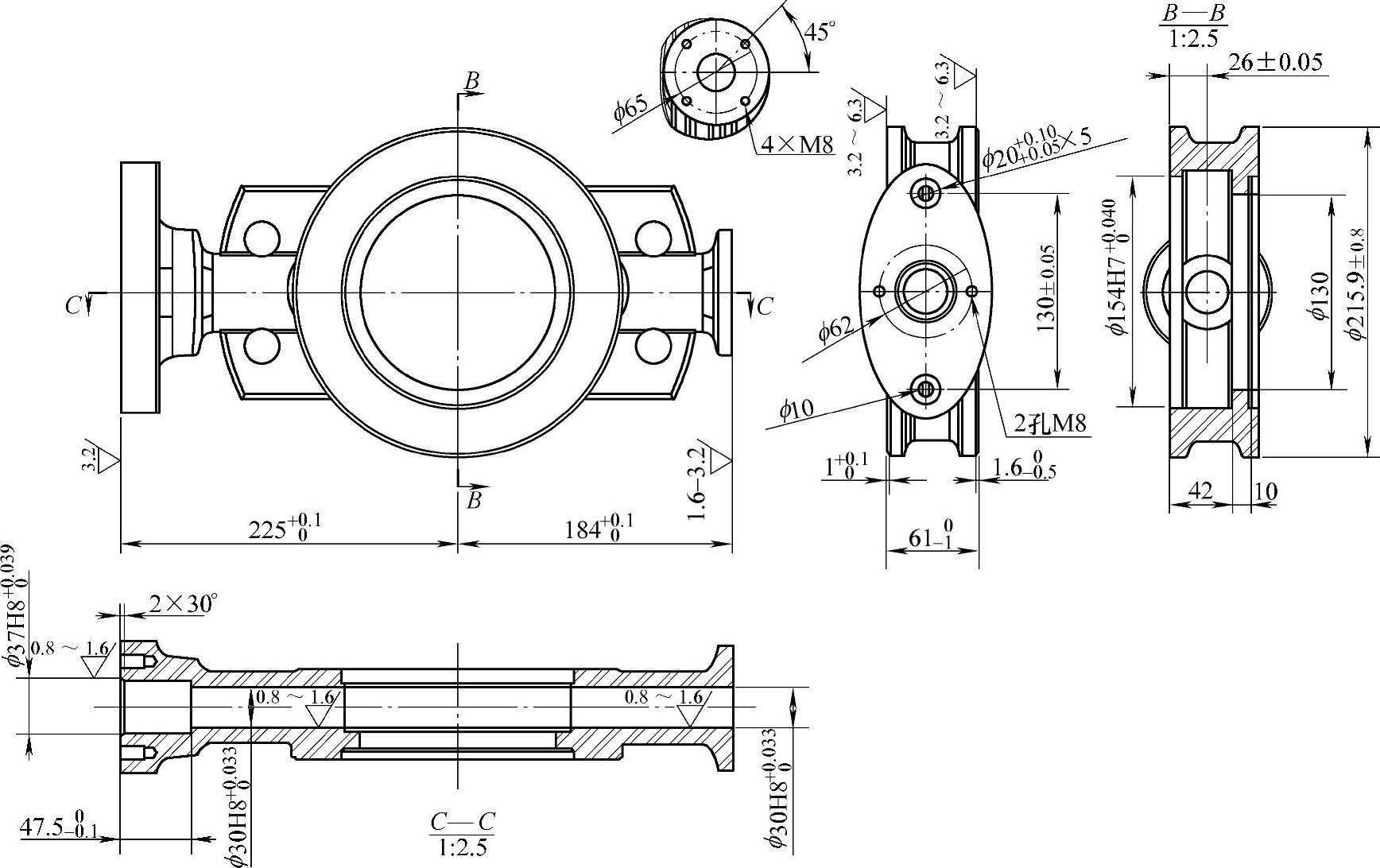
图9⁃90 PN50、DN150三偏心蝶阀阀体零件图
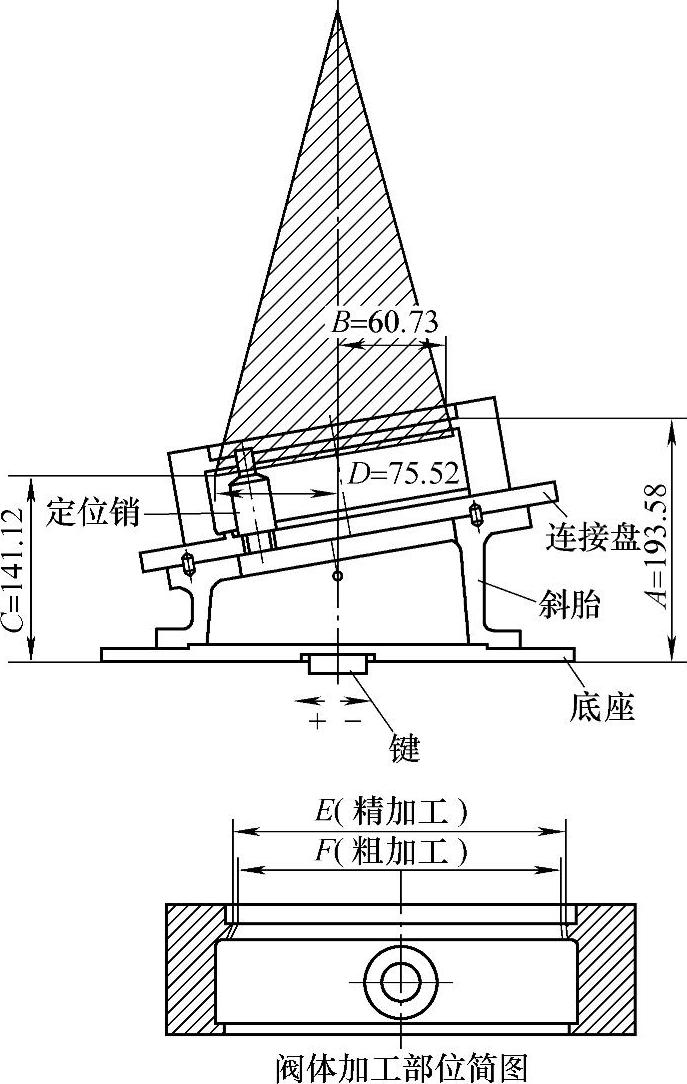
图9⁃91 加工PN50、DN150三偏心蝶阀阀体密封面专用工装总装配图
加工PN50、DN150三偏心蝶阀阀体密封面专用工装零件图如下:图9⁃92为其底座零件图;图9⁃93为偏胎零件图;图9⁃94为连接盘零件图;图9⁃95为限位块的零件图;图9⁃96为其定位销的零件图。
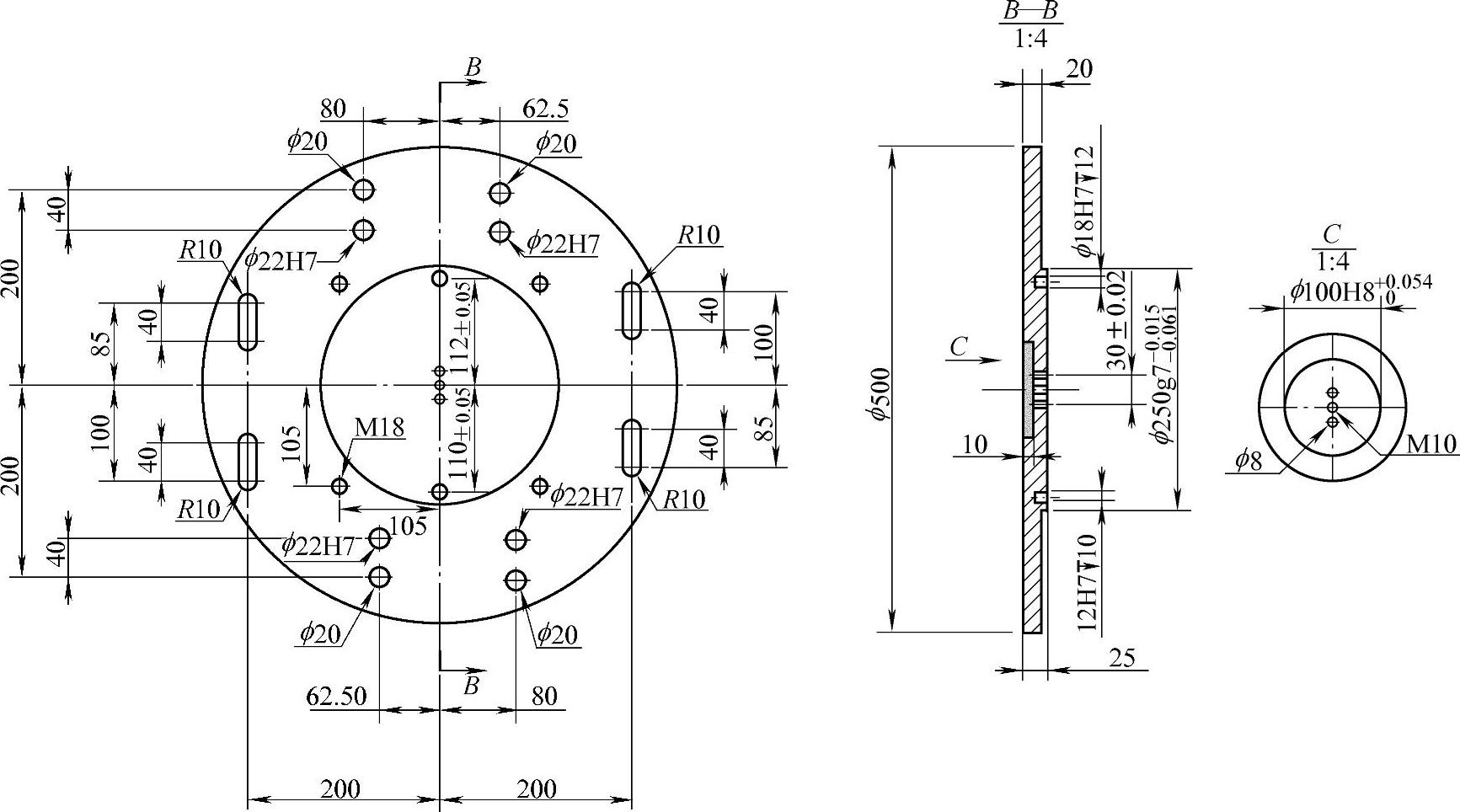
图9⁃92 加工PN50、DN150三偏心蝶阀阀体密封面专用工装——底座
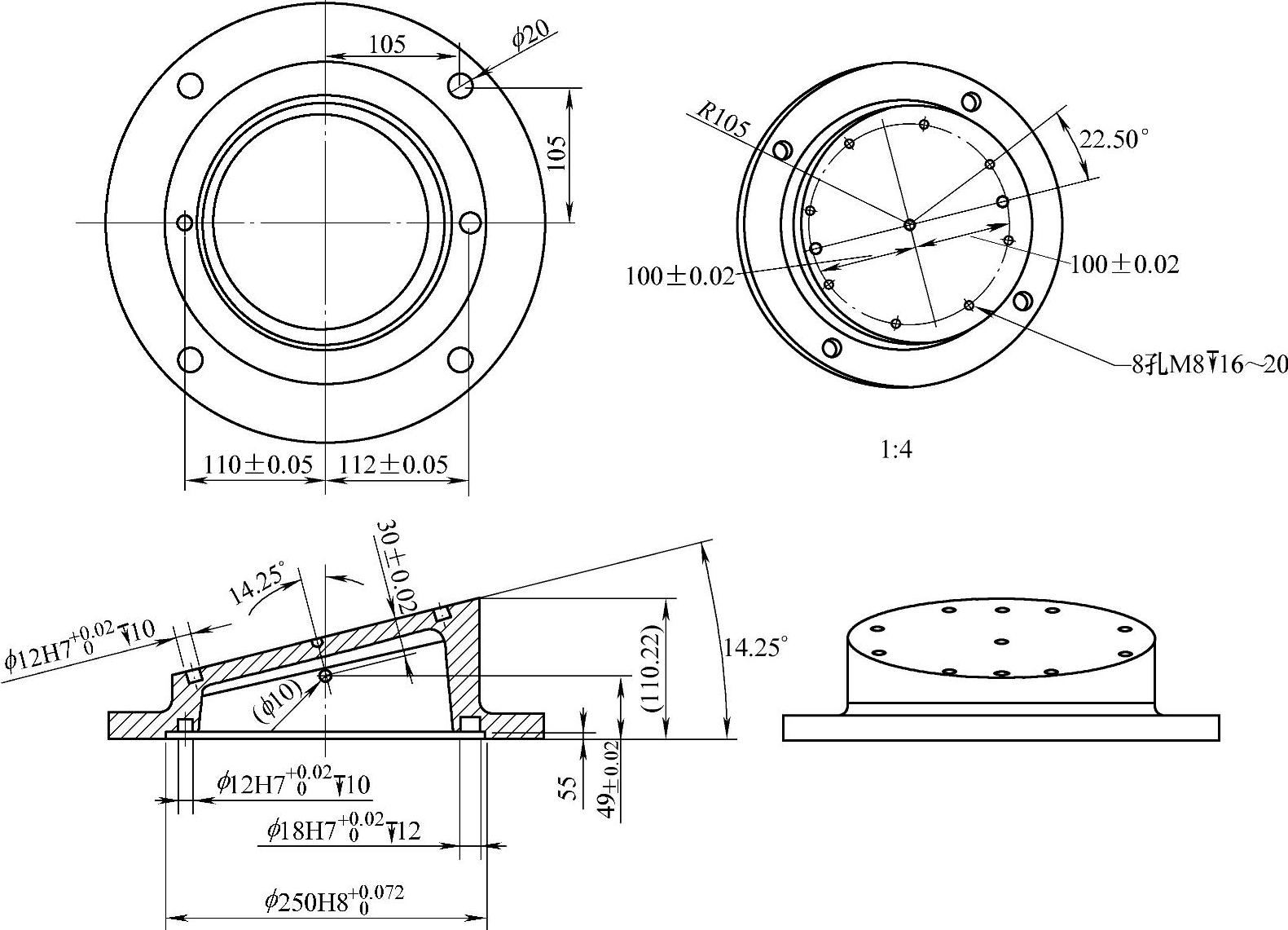
图9⁃93 加工PN50、DN150三偏心蝶阀阀体密封面专用工装——斜胎(https://www.xing528.com)
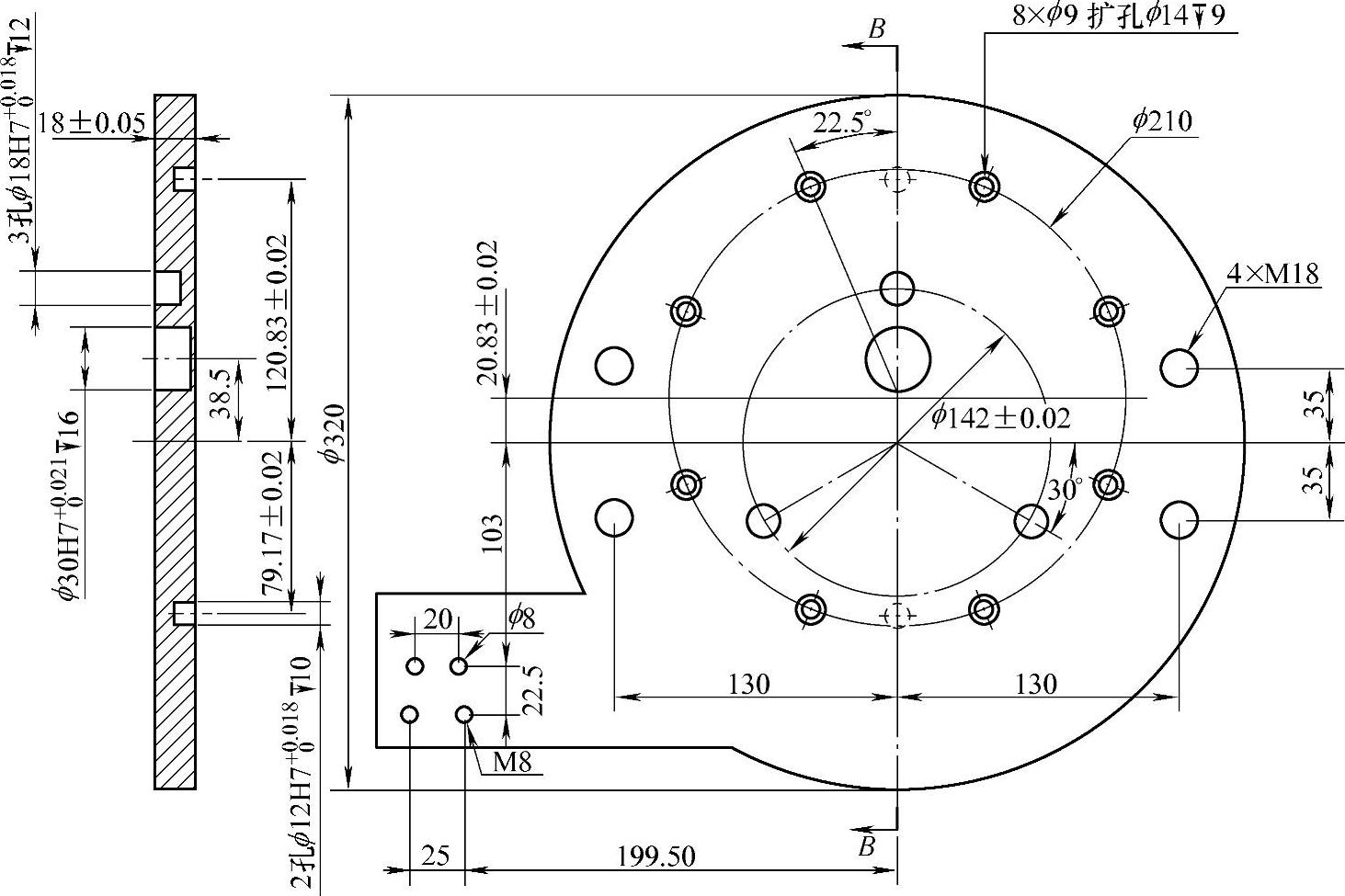
图9⁃94 加工PN50、DN150三偏心蝶阀阀体密封面专用工装——连接盘
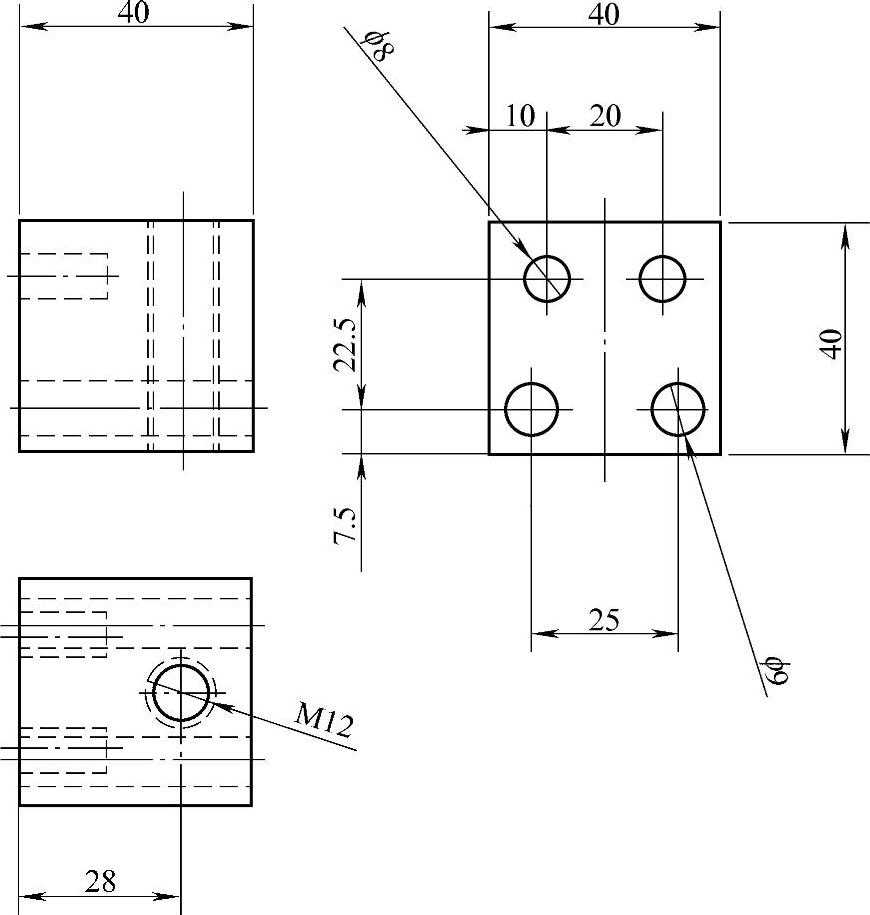
图9⁃95 加工PN50、DN150三偏心蝶阀阀体密封面专用工装——限位块
以上工装是在立车上加工三偏心蝶阀阀体密封面的专用工装。使用时按总装图所示把各零件组装到一起。把底座固定在立式车床花盘的中心位置,使立车花盘的回转轴线和专用工装底座的回转轴线同轴。
把阀体安装在连接盘上,让阀体上大端法兰的长轴端与工装上的限位块靠上,同时把限位销装入连接盘的销孔内。销孔预先装入一经磨削过的淬硬钢套,以减少装销过程中的磨损,定位销的外圆与阀体阀座孔相切,然后用压板固定阀体,即可开始加工密封面。待阀体阀座密封面加工接近完成时,再插进定位销,使定位销斜面靠紧密封面,在定位销的斜孔内穿入百分表的表杆,测量密封面的加工尺寸A、B、C、D。如不到位再进行切削,如尺寸达到要求,就可卸下阀体,以后一批当中每个阀体都按此数据加工,那么加工出的此批阀体密封面尺寸就完全一样,就可与按同样方法加工出的蝶板互换。保证组装后的蝶阀的密封性能。
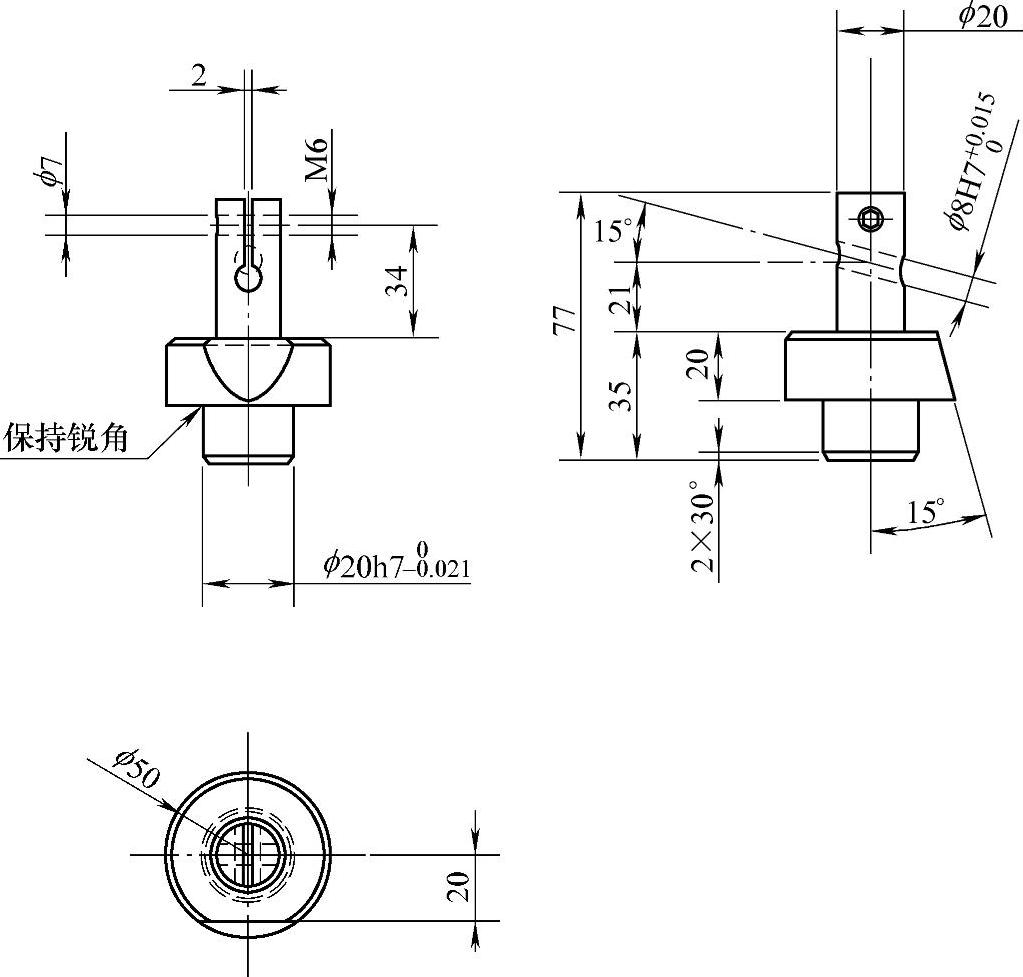
图9⁃96 加工PN50、DN150三偏心蝶阀阀体密封面专用工装——定位销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。