



这组阀体常用的材料是碳素钢和奥氏体不锈钢。高压阀常用碳素钢,中、低压阀常用奥氏体不锈钢。由于该组阀体外形简单、公称尺寸DN较小,通常用锻造方法制成毛坯。除了外部方形的表面外,所有的加工表面均可用车削方法完成。下面根据各型阀体的特点和技术要求介绍几种典型的工艺过程。
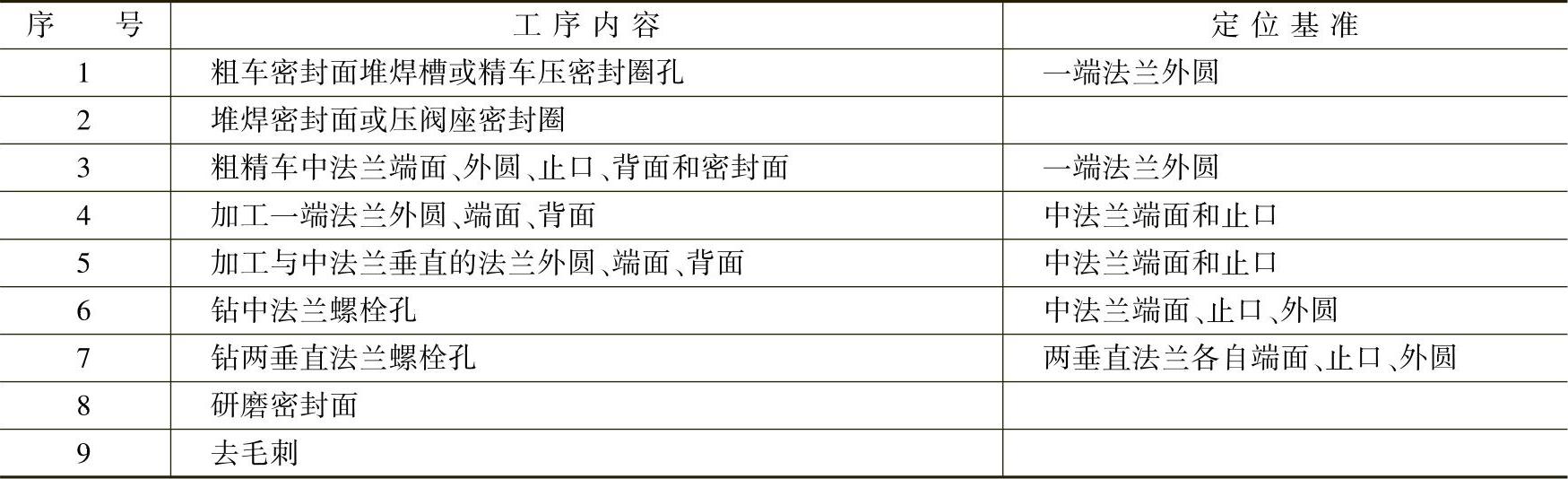
1)a型阀体为法兰连接铸钢角式截止阀阀体,如表9⁃1所示,由于公称尺寸DN一般均较大,故多采用卧式车床加工。表9⁃17是典型的工艺过程。
表9⁃17 法兰连接铸钢角式截止阀阀体典型工艺过程
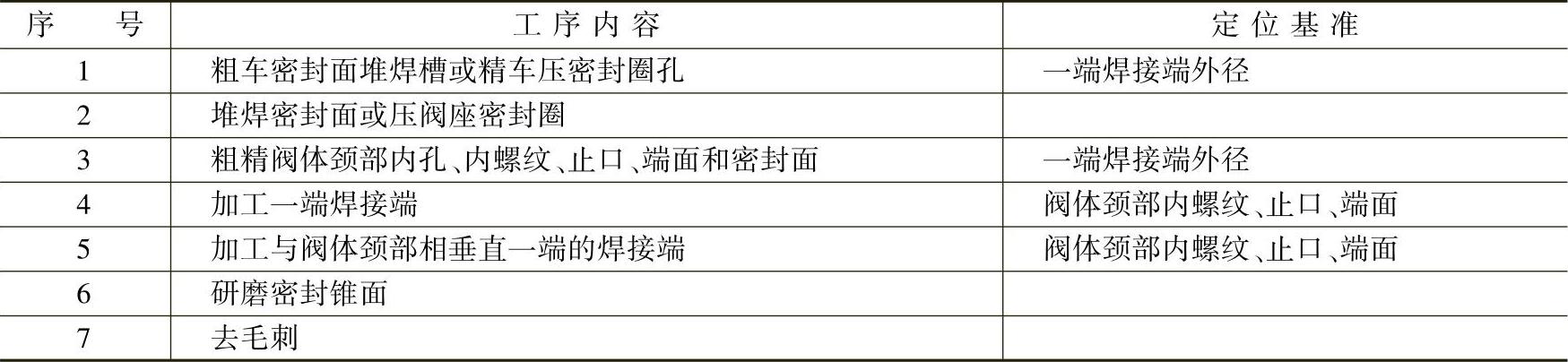
2)b型阀体为对焊连接铸钢角式截止阀阀体,如表9⁃1所示,其加工工艺过程与法兰连接铸钢角式截止阀阀体相近。表9⁃18是典型的工艺过程。
表9⁃18 对焊连接铸钢角式截止阀阀体典型工艺过程
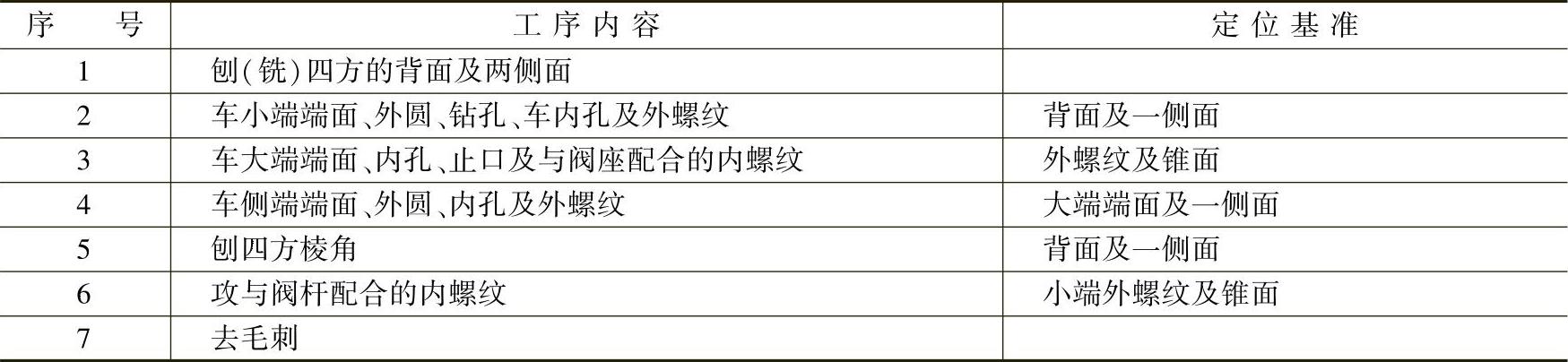
3)c型阀体为锻造高压角式截止阀和节流阀阀体,如表9⁃1所示。该型阀体的公称尺寸为DN3~DN125。DN32以下的阀体生产批量较大,一般属于成批生产。机械加工过程中的主要工序均采用夹具安装。尽管DN32以下的阀体结构相似,但由于尺寸不同,具体的加工内容也有区别。DN6以下的阀体由小端到四方部位之间的过渡段是一个锥体,而DN10以上的则是四个圆棱角,面积比较小。就定位的可靠性而言,DN6以下的阀体先加工小端,然后以小端的锥面定位,加工大端较为合理。DN10以上的阀体则应先加工大端,然后以大端内螺纹及端面定位加工小端比较适宜。这样所使用的夹具简单,尺寸较小。DN40以上的阀体,生产量比较小,属于单件小批生产。除某些工序采用夹具安装外,基本上按划线加工,表9⁃19和表9⁃20为c型阀体的典型工艺过程。
表9⁃19 锻造高压角式截止阀DN6以下阀体的典型工艺规程
 (https://www.xing528.com)
(https://www.xing528.com)
表9⁃20 锻造高压角式截止阀(节流阀)DN10以上阀体的典型工艺过程
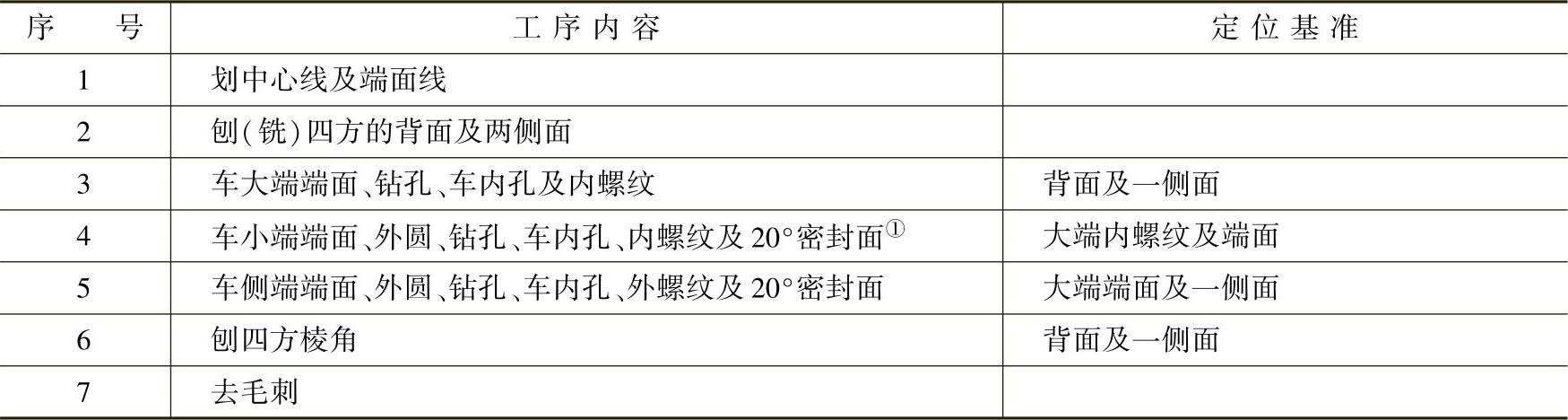
①DN65以上的阀体小端车内、外螺纹。
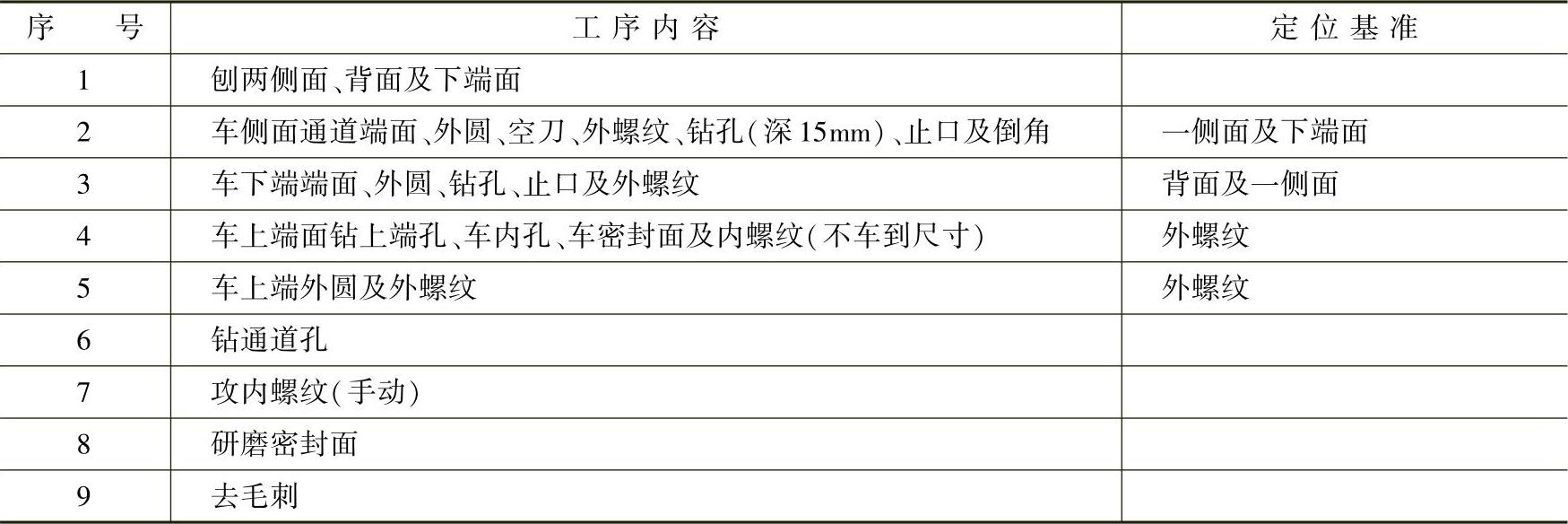
4)d、e型阀体的公称尺寸DN比较小,如表9⁃1所示。经常生产的有DN6和DN10两种。d、e型阀体常用18—8型奥氏体不锈钢制造,并广泛用于带腐蚀性介质的管路系统中,生产量比较大,因此,在机械加工过程中主要工序均采用夹具安装。由于18—8型奥氏体不锈钢的加工难度大,尤其是小孔及小尺寸的螺纹加工更为困难,因此多将中端及内腔部位的加工分为两道工序进行。以保证加工质量。表9⁃21和表9⁃22为d、e型阀体的典型工艺过程。
表9⁃21 d型螺纹连接角式阀体的典型工艺过程
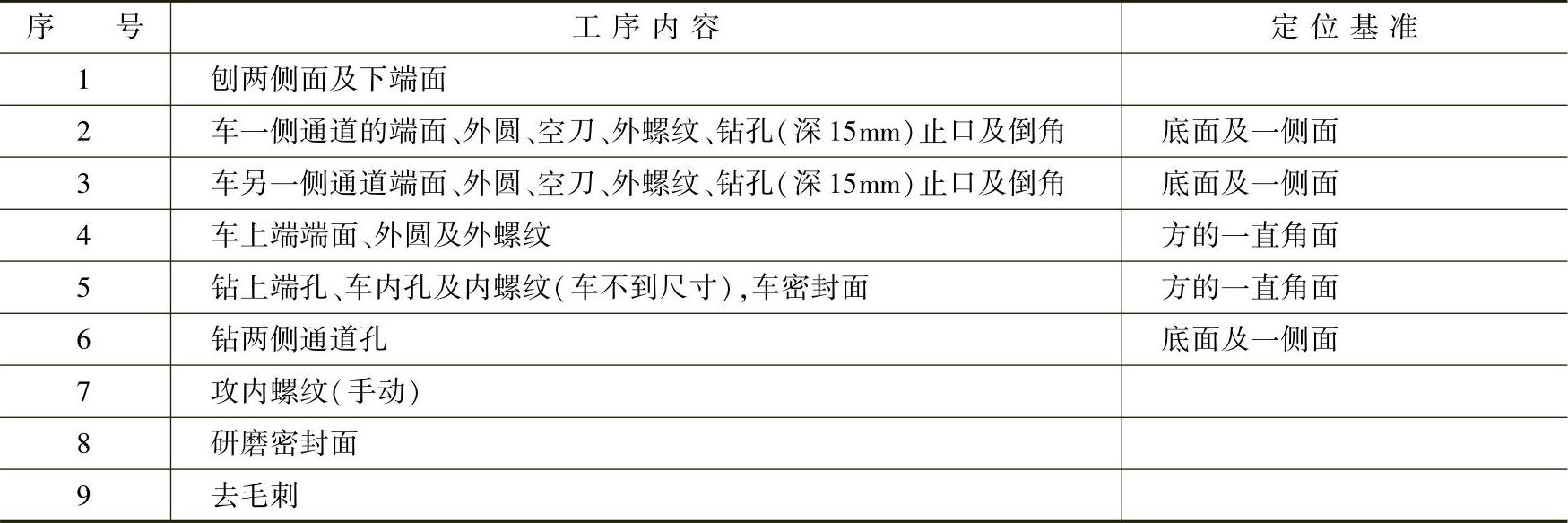
表9⁃22 c型螺纹连接角式阀体的典型工艺过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。