



这组阀体包括楔式闸阀阀体和截止阀阀体,外形结构比较复杂,除公称尺寸≥DN50的楔式闸阀阀体以及低压的小口径截止阀或闸阀采用铸造者外,其余的阀体大多采用锻造毛坯。
内腔密封面部位是阀体最重要的加工部位,其加工精度要比两端内螺纹和阀体颈部高、表面粗糙度Ra值要低得多。因此,根据“先粗后精”的原则,在工序安排上应先加工两端内螺纹或阀体颈部,而后加工内腔密封面部位,对于对焊端阀体,应最后加工对接焊端。
这组阀体的大部分加工表面都可以采用车削方法加工,内螺纹加工可以采用丝锥攻制或用旋风切削。
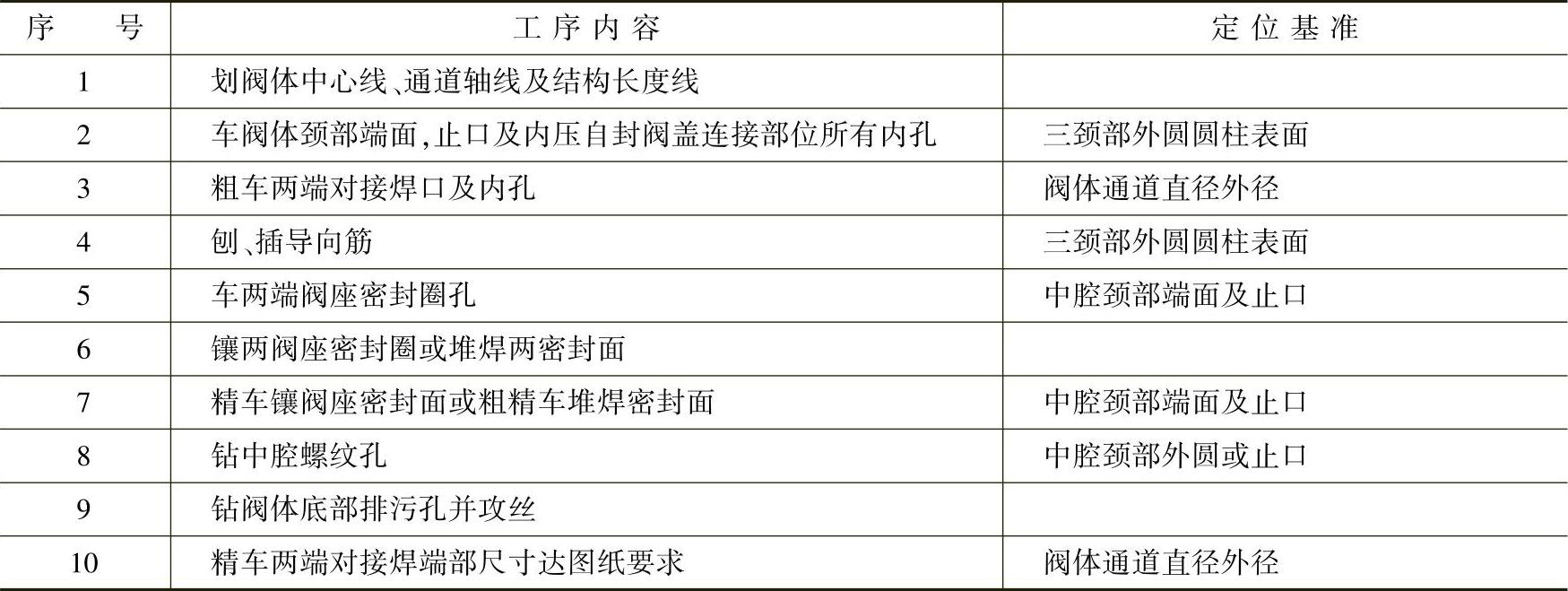
a型阀体为自压自封式阀盖,对焊连接铸钢闸阀阀体,如表9⁃1中所示,其典型的加工工艺过程和法兰连接钢制闸阀阀体相近。表9⁃12为对焊连接铸钢楔式闸阀阀体在中、小批量生产中的典型工工艺过程。
表9⁃12 对焊连接铸钢闸阀的典型工艺过程
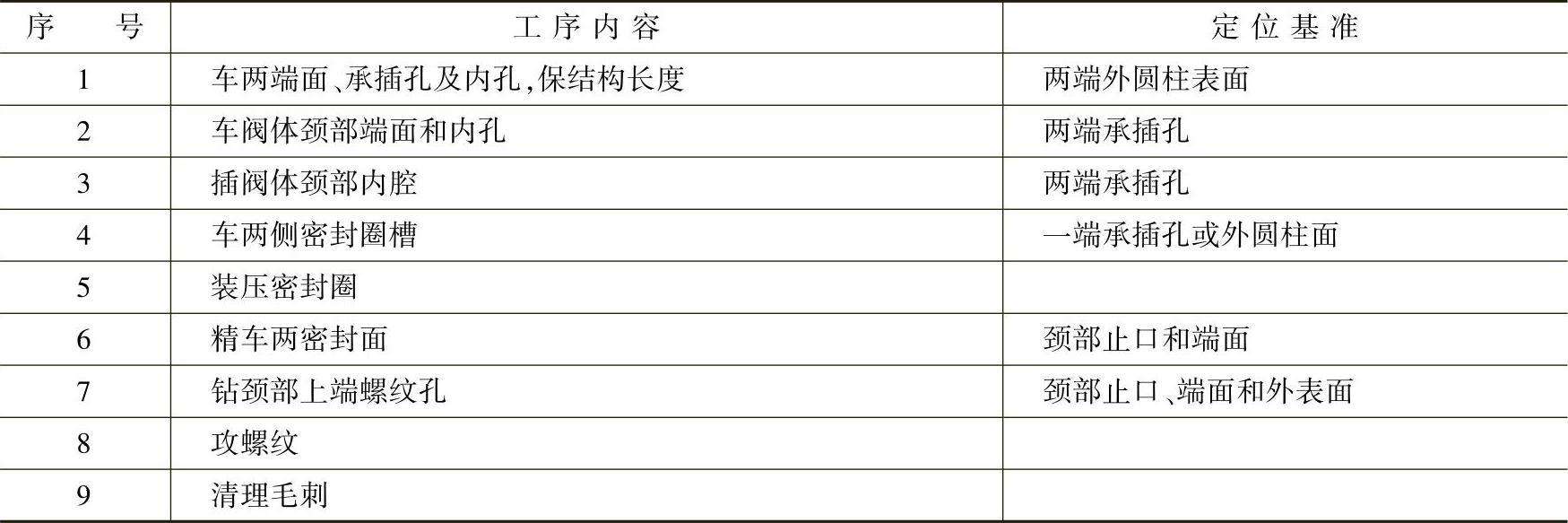
b型阀体为承插焊连接锻钢闸阀阀体,如表9⁃1所示。其毛坯通常为锻造,其典型加工工艺过程如表9⁃13所示。
表9⁃13 承插焊连接锻钢闸阀阀体典型工艺过程
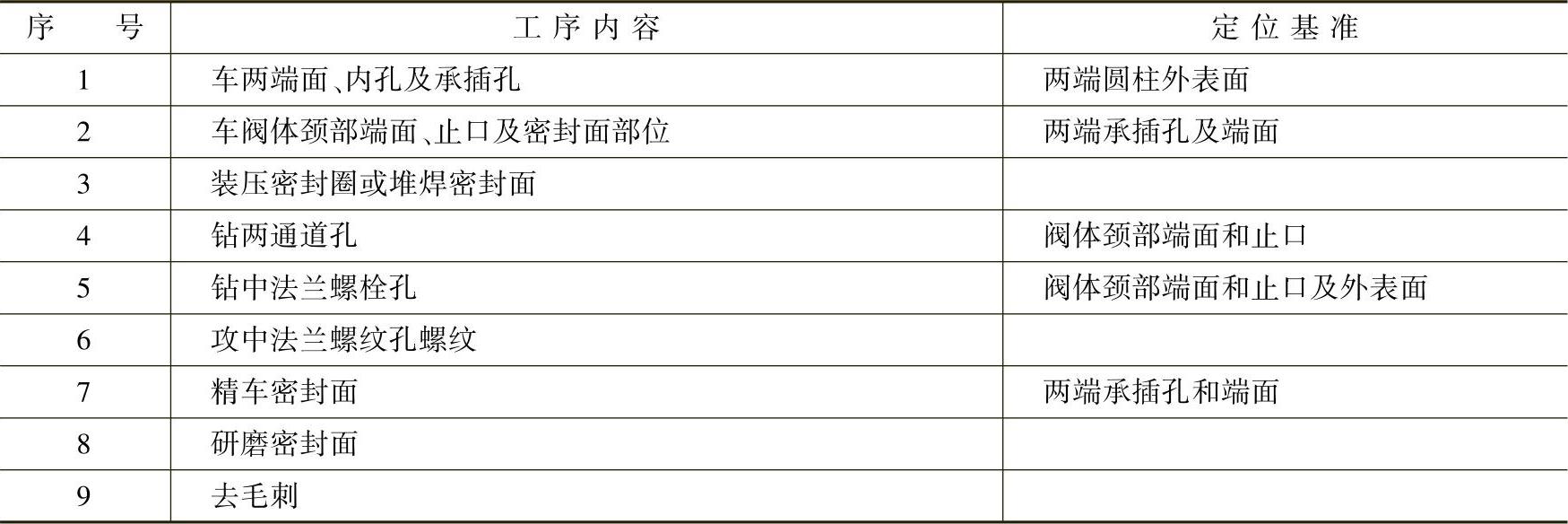
c型阀体为承插焊连接锻钢截止阀阀体,如表9⁃1所示。其毛坯通常为模锻件,外形尺寸精度较高,外表面也比较光滑,在加工过程中,常以毛坯外表面为粗基准,先加工两端承插孔,后加工阀体颈部中间部位及密封面,后钻两端通道孔和阀体颈部螺栓孔,其典型工艺过程如表9⁃14所示。(https://www.xing528.com)
表9⁃14 承插焊连接锻钢截止阀阀体典型工艺规程
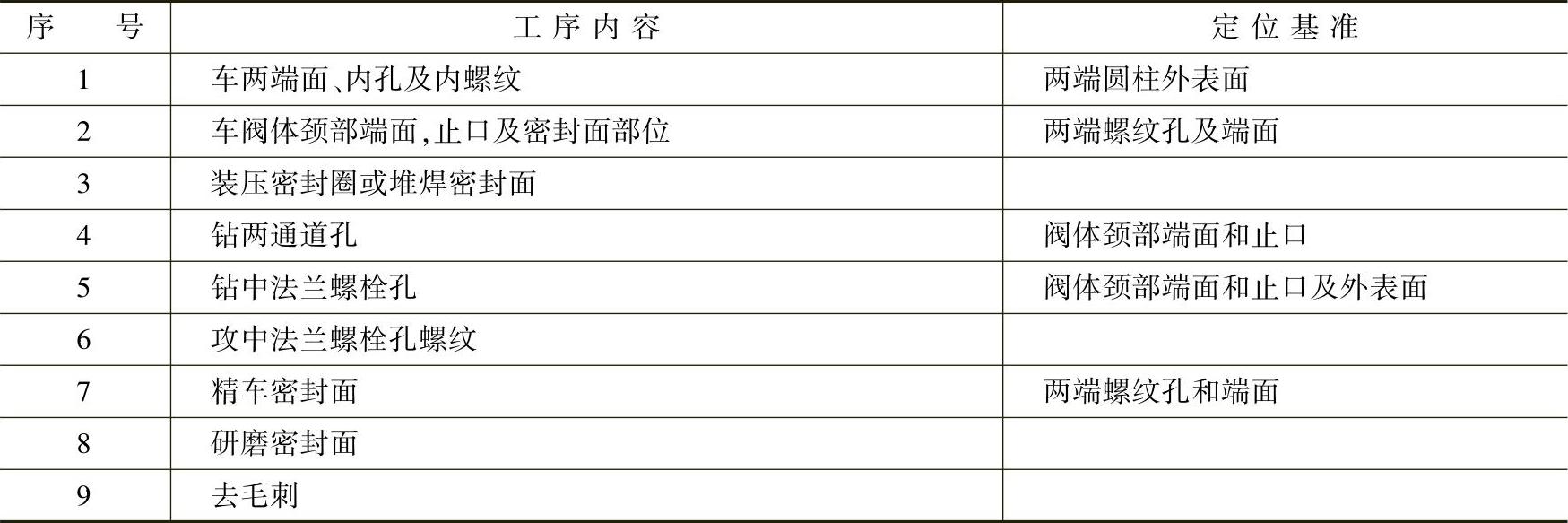
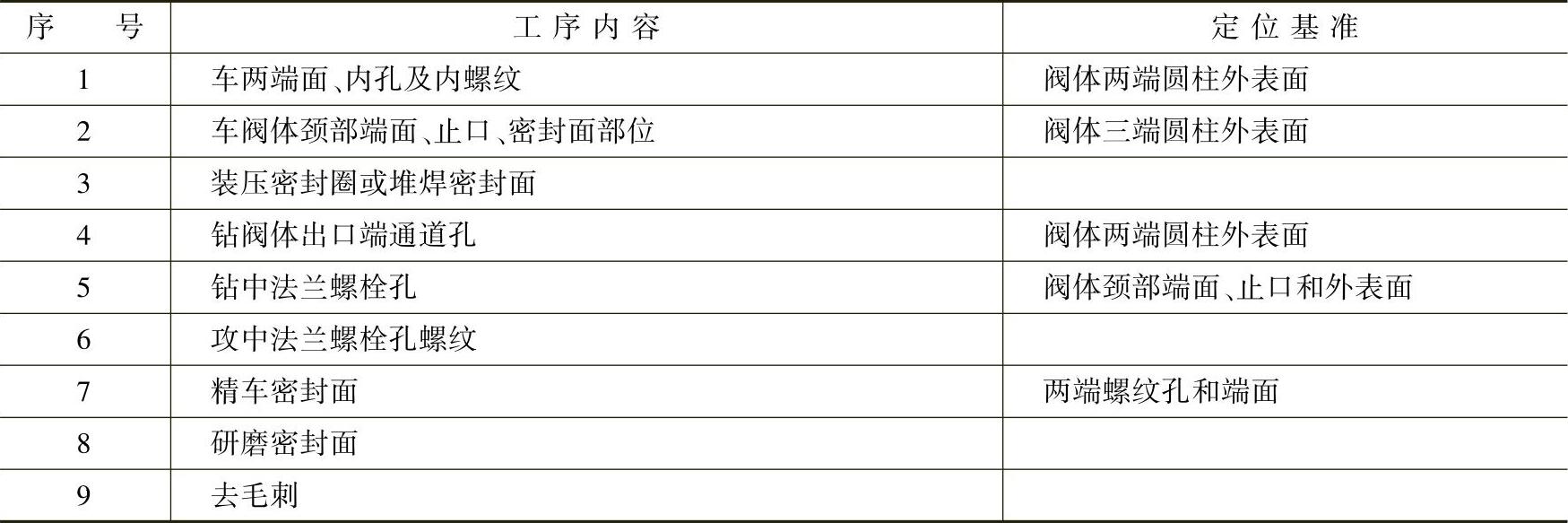
d型阀体为螺纹连接锻钢截止阀阀体,如表9⁃1所示。其毛坯通常为模锻件,外形尺寸精度较高,表面也比较光滑,在加工过程中,常以毛坯外表面为粗基准,先加工两端螺纹,后加工阀体颈部的端面、止口和内孔。最后再钻通过孔和中法兰螺栓孔。其典型工艺过程如表9⁃15所示。
表9⁃15 螺纹连接锻钢截止阀阀体典型工艺规程
e型阀体为螺纹连接直流式截止阀阀体,如表9⁃1所示。该种阀体颈部轴线与两端连接螺纹轴线成45度角。其阀体毛坯通常为模锻件,外形尺寸精度较高,表面也比较光滑,在加工过程中,通常以阀体外表面为粗基准,先加工阀体两端螺纹,后加工阀体颈部的端面、止口和内孔及密封面部位,再钻阀体通道内孔,最后加工中法兰螺栓孔。表9⁃16是其典型工艺规程。
表9⁃16 螺纹连接直流式截止阀阀体典型工艺规程
从上述几种阀体的典型工艺过程可以看出,某些阀体的粗基准有时重复使用。按选择基准的原则,粗基准一般只能用一次。如果这些阀体的毛坯都用熔模铸造或用模锻的方法制成,则外形误差较小,表面粗糙度Ra值较小,而且粗基准均在粗、精加工同一部位时使用,那么,这种在特定条件下的重复使用也是允许的。实践证明,这样重复使用粗基准对加工精度的影响不大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。