



法兰连接直通式阀体的结构形状比较复杂。它的基本形体是由圆柱面、圆锥面、球面和特形表面组成的。其外部和内腔的表面大部分不需要加工。因此,零件毛坯一般都选用铸件。由于阀体是承压的薄壁壳体,故对毛坯的强度、刚度、韧性及内在质量的要求较高。因铸件比较容易产生内部的缺陷,铸造前应对铸造工艺进行评定,而且控制和检查内部缺陷的方法又比较复杂,因此有用板焊或锻焊毛坯替代铸件的倾向。
法兰连接直通式阀体的主要工艺问题是如何能够保证密封面的尺寸精度。几何公差和表面粗糙度及三个端法兰的位置公差。
1.楔式闸阀阀体
楔式闸阀阀体的三通结构,其内径具有两个对称的密封面。密封面与通道轴线有一定的倾斜角度(一般为2°52′、3°30′、5°、8°),即与中法兰中心面成一定的夹角。为引导闸板密封面准确地与阀体密封面相吻合,而不被划伤,在体腔内有两条对称的导向肋。
闸阀阀体密封面不仅具有较小的角度偏差,为了保证闸板的设计配合位置,还要求两密封面的中心距离(习惯称为开档尺寸)的尺寸公差等级为IT10或IT11。此外,对两密封面与导向筋的对称度也有一定的要求。图9⁃14为铸钢楔式闸阀阀体的主要加工表面的配合精度要求和表面粗糙度要求,图9⁃14a为中腔圆形阀体,图9⁃14b为中腔是椭圆形阀体。
楔式闸阀阀体的主要加工表面大多是回转表面。因此,除导向肋部位在插床或刨床上加工外,其余表面均采用车削加工。公称尺寸DN100以下的阀体可在普通卧式车床上加工,公称尺寸DN≥150的阀体可在立式车床上加工。
由于两密封面部位的位置公差和角度偏差要求较高,表面粗糙度Ra值要求很小,而铸件毛坯的加工余量又较大,所以铸钢楔式闸阀阀体一般分粗、精两个阶段加工。在粗加工阶段,先把三个法兰加工好,并以法兰的定位基准将内腔密封面部位的大部分余量车去,然后仍以法兰为精基准,再精车密封面,应该指出,精车后,密封面仍达不到图样要求的形状公差和表面粗糙度。为了最终达到图样要求,必须经过光整加工——研磨。
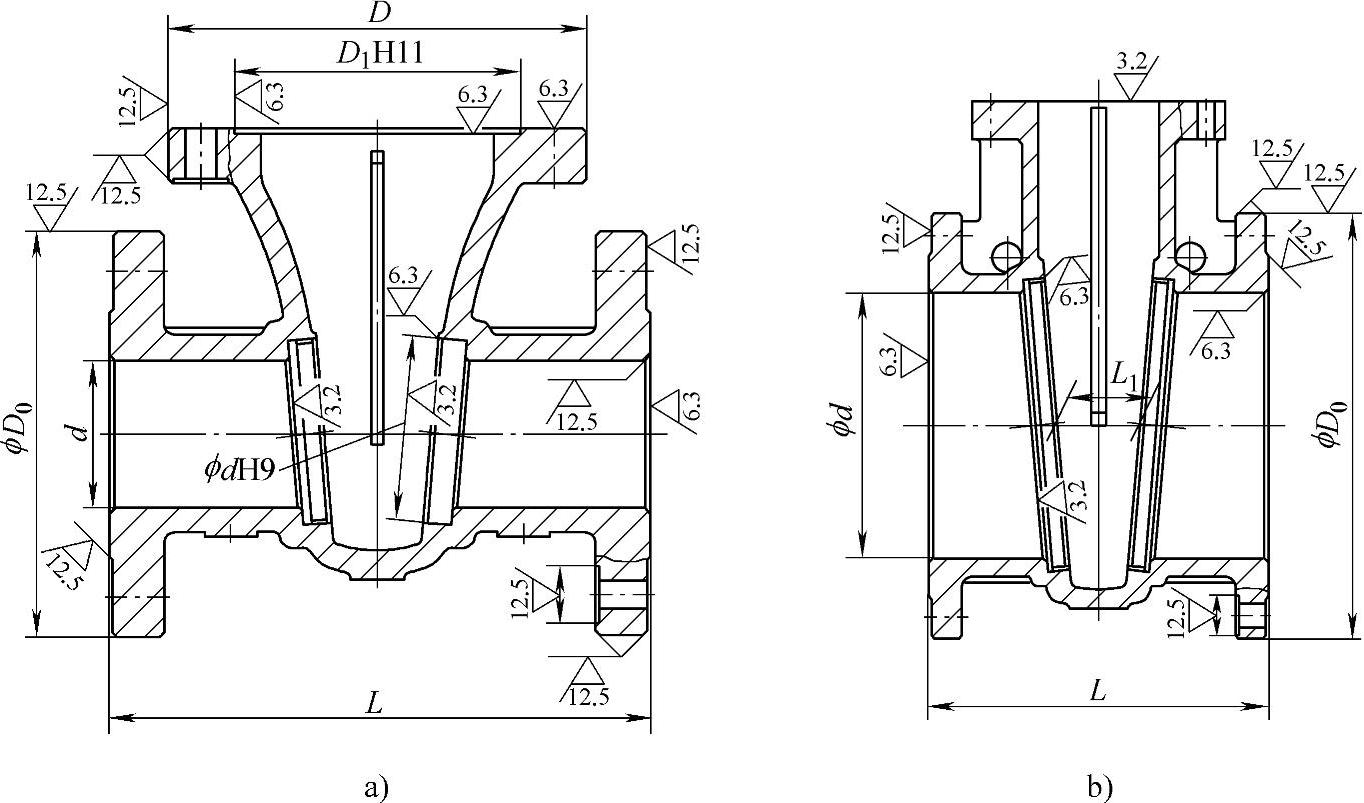
图9⁃14 铸钢楔式闸阀阀体
a)中腔圆形阀体 b)中腔椭圆形阀体
阀门制造工艺通常把研磨或珩磨放在组装前进行,因此把密封面的光整加工单独列为一章进行介绍。
在批量生产中,铸钢楔式闸阀阀体的加工可按下列两种工艺路线方案进行:
1)第一种方案。先加工端法兰,再以端法兰为精基准,依次加工中法兰、导向肋、密封面部位及三法兰螺栓孔等。
两密封面的角度偏差主要由夹具来保证。为了达到此目的,通常在制造斜盘夹具时采用同一副母板。即用与阀体密封面角度完全相同的两块母板,其中一块用作制造加工阀体密封面的夹具母板。将两块母板重叠(等于两倍阀体密封面的斜角),即可作为制造加工闸板密封面的夹具母板。用这种方法制造的夹具加工,可以保证两密封面的对称度和开裆尺寸L1,需提高阀体结构长度的制造公差等级(一般提高到IT8、IT9),以便控制结构长度之半的尺寸。整个开裆尺寸用专用裆宽量具来控制。
这种加工方案的优点是:工艺装备比较简单,有利于夹具的标准化和通用化。这种方案的主要缺点是:两密封面的加工需经两次安装来完成,而两次安装所取的定位基准并不统一。因此容易产生定位误差,而且两端法兰平面的平行度偏差或磕碰划伤,也会影响两密封面角度的偏差。所以,这种加工方案若没有相应的组织和工艺措施,就很难加工出能满足互换法组装要求的阀体,而只能加工出适应修配法组装要求的阀体。
2)第二种方案,以阀体三颈部外圆柱面或外圆锥面为粗基准,先加工中法兰,再以中法兰为精基准加工两端法兰、导向肋和密封面部位。法兰螺栓孔的加工,以三个法兰和法兰中心线为基准。
两密封面的加工,一般采用回转夹具在车床上进行。使用统一的定位基准,两密封面的加工在一次安装下完成,角度的偏差由夹具保证。密封面对中法兰中心平面的对称度和开裆尺寸L1由机床挡铁配合结构长度之半卡板和专用裆宽尺寸量具来控制。
这种方案的优点是:使用统一的定位基准,因为加工主要表面时无定位误差,并能保证阀体主要加工表面相互位置的精度。由于采用回转夹具加工端法兰和密封面部位,使得工序比较集中,并减少了零件的装夹次数,降低了工人的劳动强度。但因回转夹具的结构比较复杂和笨重,这种方案只适用于公称尺寸DN100以下的阀体加工。
表9⁃8和表9⁃9为法兰连接铸钢楔式闸阀阀体在中、小批量生产中两种方案的典型工艺过程。
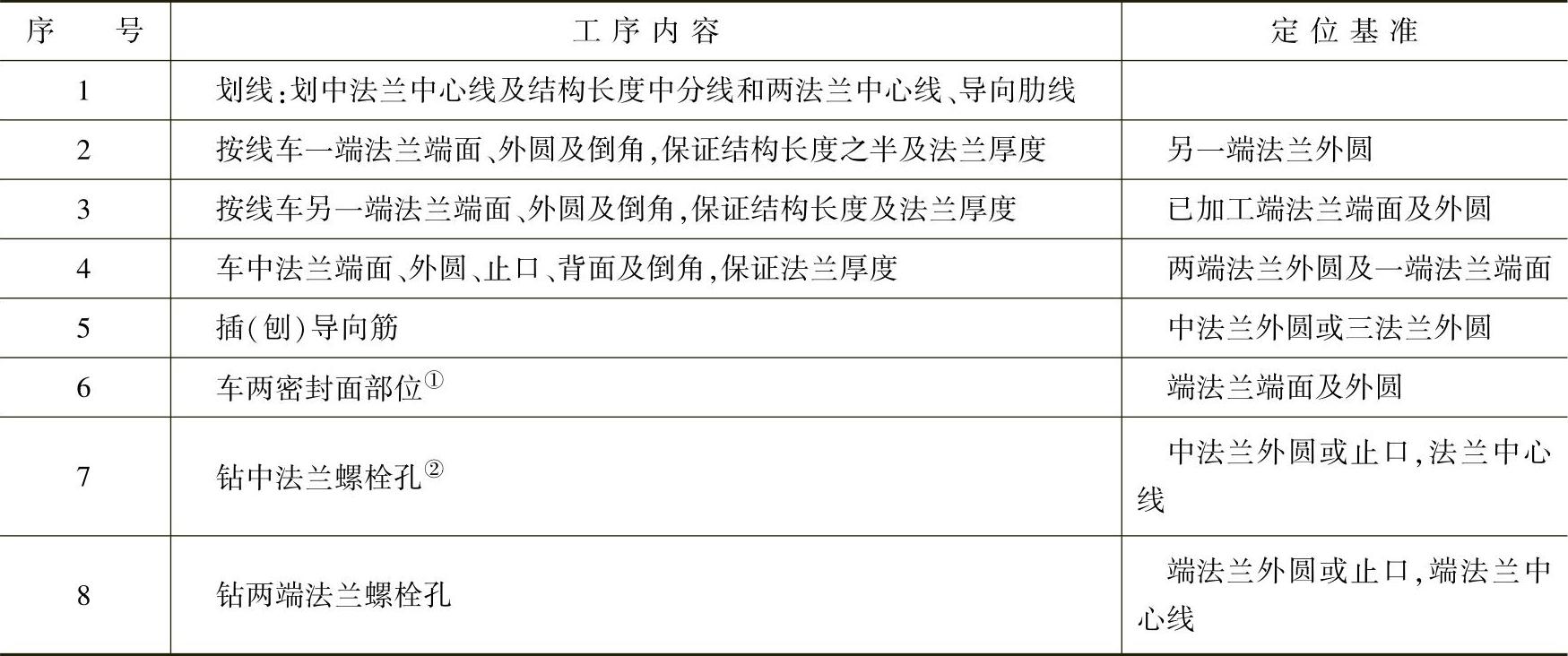
表9⁃8 法兰连接铸钢闸阀阀体的典型工艺过程(1)
 (https://www.xing528.com)
(https://www.xing528.com)
①堆焊形成的密封面粗加工后,进行堆焊,焊后进行精加工、镶圆形成的密封面,先加工密封圆孔,然后再镶圈。
②如为螺纹孔,钻后机动攻螺纹。
表9⁃9 法兰连接铸钢闸阀阀体的典型工艺过程(2)
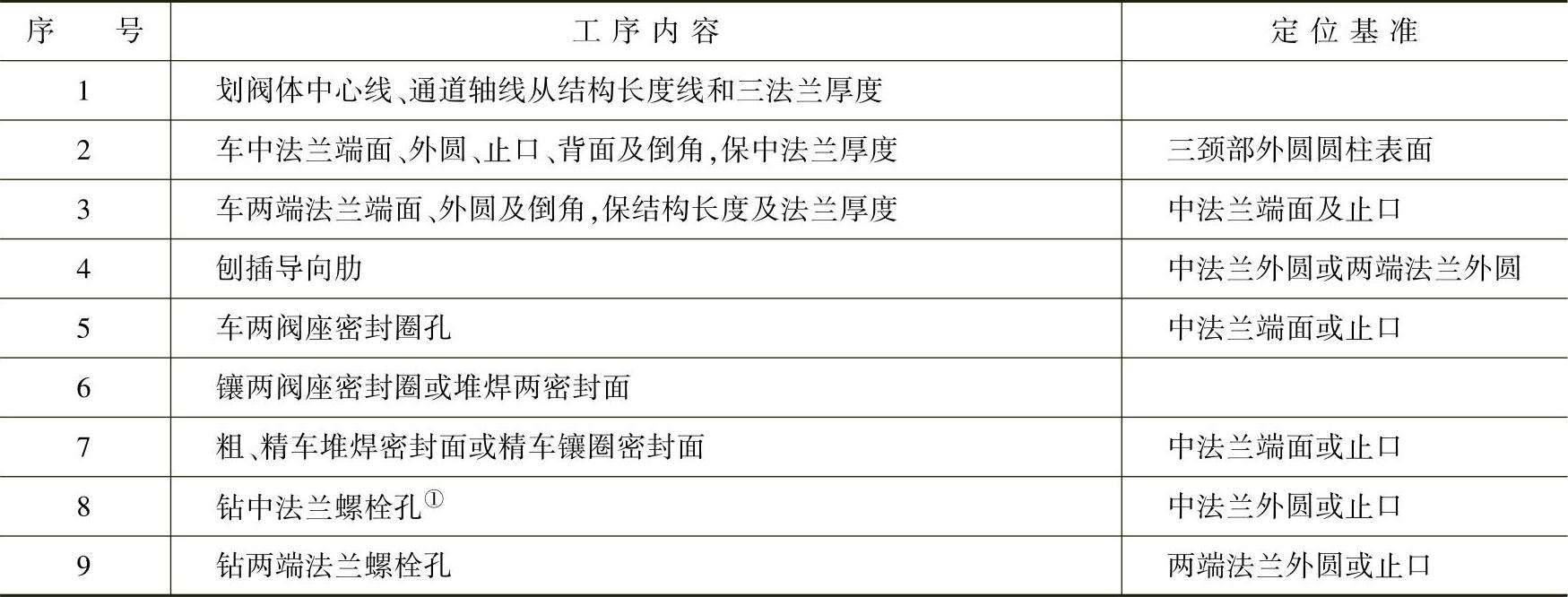
①如为螺纹孔,则钻后机动攻螺纹。
2.截止阀阀体
截止阀阀体包括节流阀阀体和升降式止回阀阀体,如图9⁃15所示。这两种阀体只有外形不同,内部结构大同小异,工艺过程、加工方法基本相同。
这两种阀体的中腔部位只有一个密封面,根据技术要求,密封面应垂直于中法兰轴线。这一点在安排工艺路线时必须首先加以考虑。
根据这类阀体的结构特点,加工工艺路线可采取以下两种方案:
1)第一种方案。先划中法兰轴线及两端法兰的轴线,再由中法兰轴线对称划出结构长度及两法兰的厚度,然后再依次车两端法兰,以一端法兰(或两端法兰)为精基准,分粗、精两道工序加工中法兰及密封面部位。若在阀体上直接加工密封面,则不必再分两道工序加工。

图9⁃15 截止阀阀体
a)球形阀体 b)改进后的阀体
2)第二种方案。在一次定位装夹下加工中法兰和密封面部位。密封面部位包括堆焊焊槽或镶密封圈槽,然后以中法兰为定位基准,将阀体安装在回转夹具上车两端法兰。在车两端法兰的过程中注意保证结构长度和法兰厚度,并尽量使结构长度与中法兰轴线对称。经过堆焊或镶密封圈之后,再以中法兰为定位基准,精加工密封面部位。
以上两种方案各有优缺点,第一种方案使用的夹具比较简单,不受尺寸大小的限制,但是工序较分散,工件装卸频繁。第二种方案定位基准统一,无定位误差,工序较集中,加工效率高,但使用的夹具结构较复杂,并受阀体尺寸的限制,一般只适用于公称尺寸DN100以下的阀体加工。
表9⁃10和表9⁃11为截止阀阀体在中、小批量生产中两种方案的典型工艺过程。
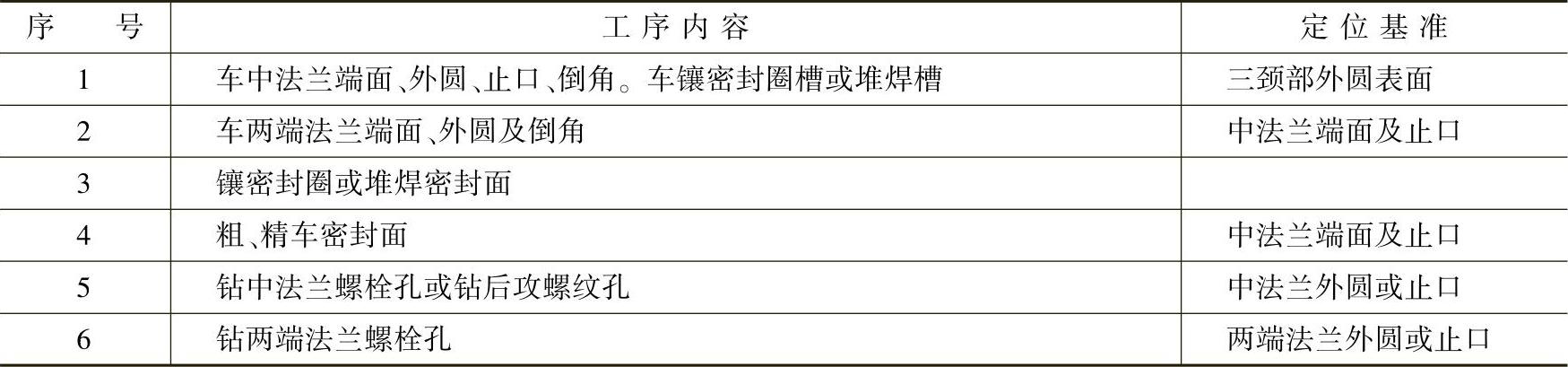
表9⁃10 法兰连接直通式截止阀阀体的典型工艺过程(1)

表9⁃11 法兰连接直通式截止阀阀体的典型工艺过程(2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。