



圆锥体可在卧式车床、数控车床或专用机床上加工。
圆锥体可在卧式车床或专用车床上加工。
(1)在卧式车床上加工圆锥体 在卧式车床上加工塞体圆锥面的方法与加工旋塞阀体锥孔的方法相同。
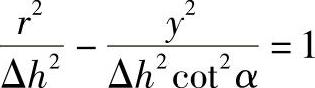
加工圆锥体时刀具的安装是很重要的问题。如刀尖未对准工件的中心,车出的锥体则呈双曲线形,如图8⁃47所示。
根据圆锥体成形的原理,通过圆锥体中心的圆锥母线应是一直线。如果把一个标准圆锥体离开轴线Δh处切开,其剖面形状是曲线CDE,如图8⁃48a所示。因此,车刀安装得高于或低于零件回转中心Δh,则车出的母线则变成了双曲线。现证明如下:
r2=x2+Δh2
r2-x2=Δh2
x=ytanα
r2-y2 tan2α=Δh2
这就是双曲线方程,也就是说r在y轴方向变化规律是双曲线。
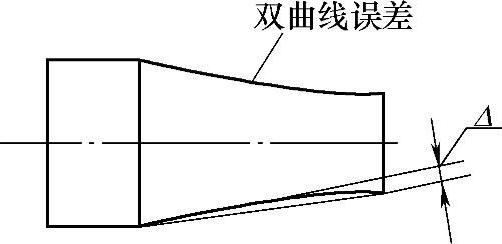
图8⁃47 圆锥表面的双曲线误差
 (https://www.xing528.com)
(https://www.xing528.com)
图8⁃48 车圆锥体时的双曲线误差
a)距轴线Δh处切开的双曲线形状 b)双曲线方程的证明
当Δh=0时
r2-y2 tan2α=0
r2=y2 tan2α
r=ytanα
这是直线方程,即当车刀对准中心(Δh=0)时,r在y轴方向按直线规律变化,这时车出的是标准圆锥体。
由此可见,要获得精度高的圆锥体,加工时必须把车刀尖对准零件的回转中心。
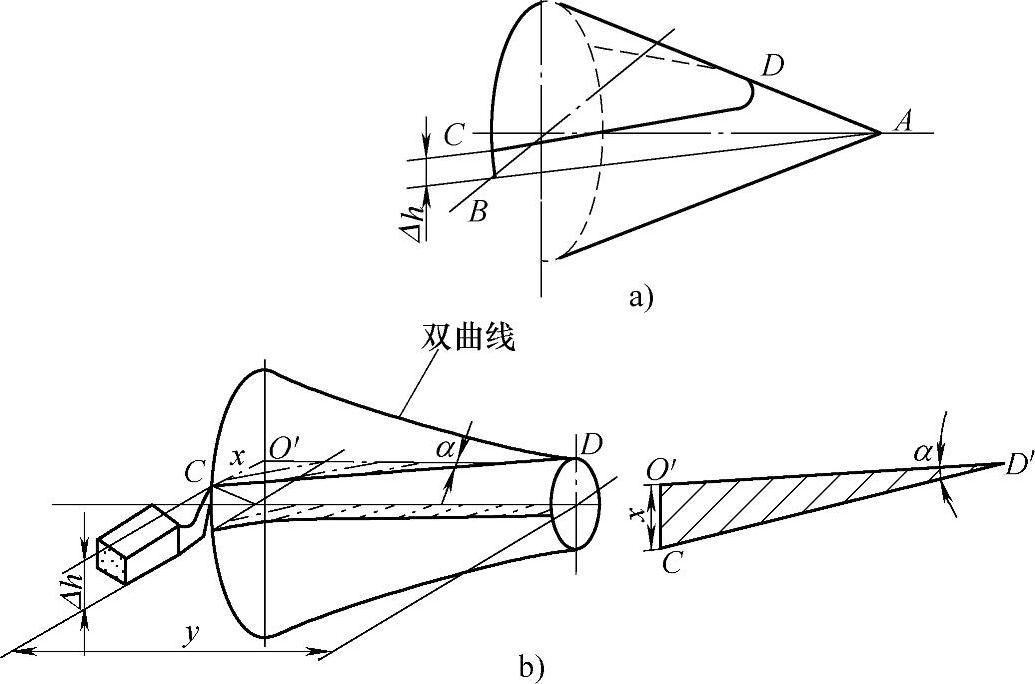
(2)在专用机床上加工圆锥体 国外有一种专门加工旋塞阀阀体锥孔和塞体锥面的专用机床。这种机床的两个主轴头水平地安装在平板上并与带固定刀具的工作台运动导轨成α角。在主轴头前端的夹具上可分别安装被加工的旋塞阀阀体和塞体,在工作台的刀架上安装加工旋塞阀阀体锥孔和塞体锥面的刀杆。加工时,每一工作循环可加工完一个阀体和塞体。图8⁃49为其加工示意图。用这种机床加工出的旋塞阀阀体和塞体能获得一致的锥度。
图8⁃49 在专用机床上加工旋塞阀阀体和塞体示意图
(3)圆锥体的磨削 塞体的圆锥面的精度和表面粗糙度要求很高,车后需进行磨削。
圆锥体一般在万能外圆磨床上磨削。磨前先将工作台转动1/2锥角,然后进行试磨,用锥体套规检查锥度,直到合格为止。砂轮和冷却液可根据零件的材料选定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。