



1.球体的结构特点和技术要求
球阀的启闭件是球体。从结构上看,有带支承轴和不带支承轴的两种,如图8⁃34所示,两种球体中间都有通道孔。
根据球阀的用途,球体分别用铸铁、碳素钢、奥氏体不锈钢、双相不锈钢、蒙乃尔合金、哈氏合金等材料制成。
铸铁球体均采用铸件毛坯,钢制或镍基合金球体公称尺寸小的可采用棒材直接加工,其余大部分多采用铸件或锻件。
球体的主要技术要求是:
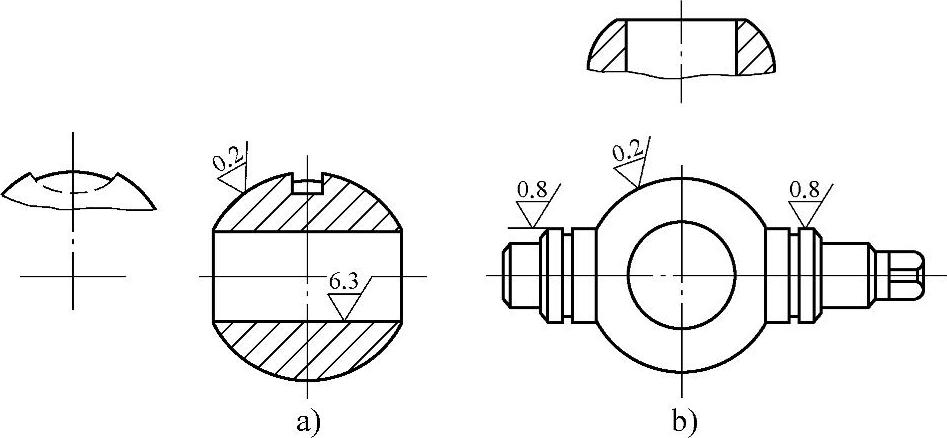
图8⁃34 球阀球体
a)不带支承轴的球体 b)带支承轴的球体
1)带支承轴的球体有配合部位的公差等级为IT11级,表面粗糙度Ra值小于1.6μm。
2)球体的尺寸公差等级一般为IT9~IT11级,表面粗糙度Ra值小于0.4μm。
3)无配合的加工表面公差等级为IT14级,表面粗糙度Ra值小于12.5μm。
4)球体的圆度不大于0.02~0.05mm。
5)两端轴颈对球体的同轴度不大于规定值。
6)球体与阀杆连接的槽的两侧面对中心面的对称度不大于规定值。
2.球体的机械加工过程
不带支承轴的球体的球面是主要加工表面。加工顺序是:先按工艺要求加工出通道孔,再以通道孔为定位基准在球面车床上加工球面。
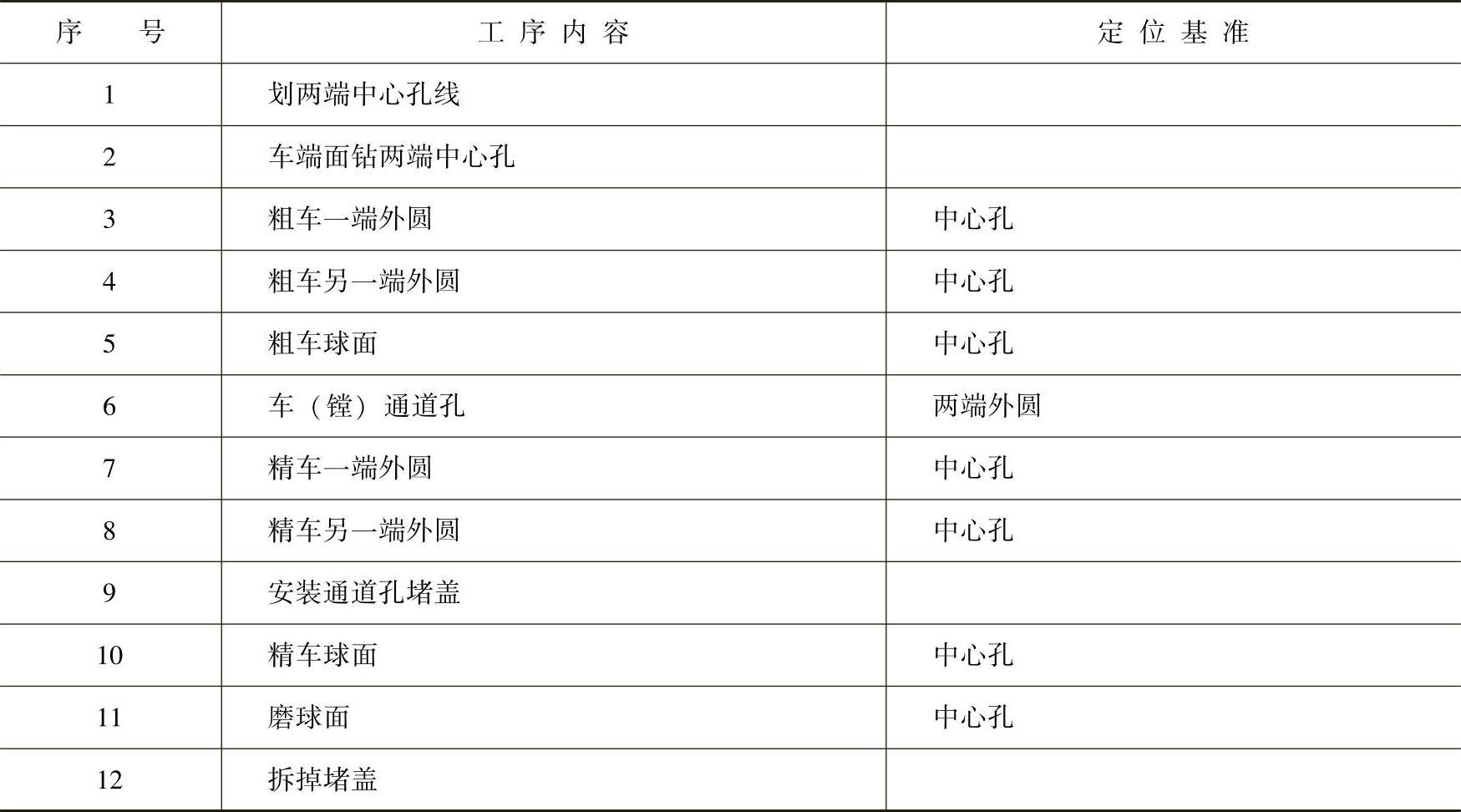
带支承轴的球体除球面外,还有精度较高的外圆柱面。这些加工表面可采用顶尖孔为定位基准进行加工。由于这种球体的通道孔垂直于两端轴颈轴线,加工球面时有一定困难,所以在加工过程中须采取必要的措施,以保证质量。
表8⁃16和表8⁃17为两种球体在中、小批量生产中的典型工艺过程。
表8⁃16 不带支承轴球体的典型工艺过程
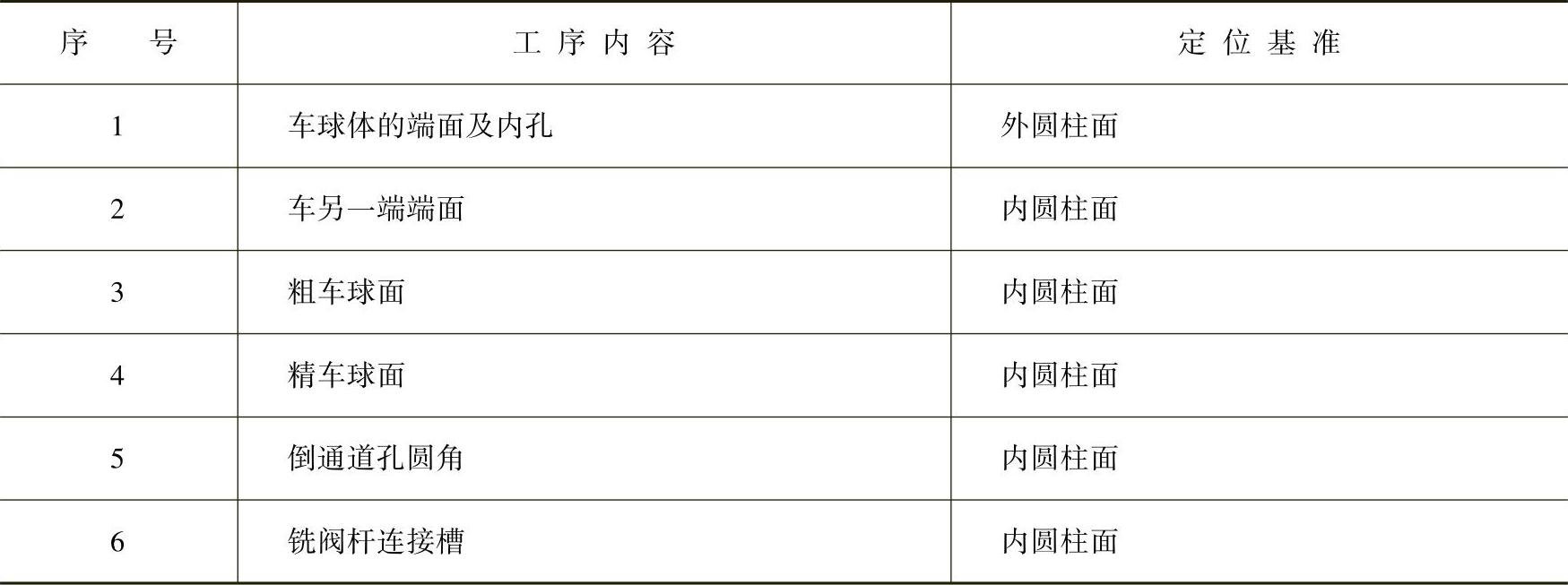
表8⁃17 带支承轴球体的典型工艺过程
3.球体球面的加工方法
加工球面的方法通常有以下两种:
(1)铣削法 图8⁃35是铣削球面的示意图。这种方法是在铣头前端装一个带两把车刀的刀盘6,刀盘由电动机1通过V带3的带动而旋转。两刀的刀尖应在同一旋转平面内。旋转平面必须垂直于铣头的轴线,并与球体的旋转轴线平行,刀盘轴线应通过球心。两刀尖之间的距离可根据被加工球体的直径来决定。
铣球体可以在卧式车床或立式铣床上进行。铣球体时刀盘的转速一般为900~1200r/min。球体的转速为1~10r/min。
这种铣削法适用于直径小于150mm的球面加工,其效率高,表面粗糙度Ra值可达1.6。
加工时刀盘轴线应垂直于球体的回转轴线并通过球心。如果刀盘轴线高于或低于球体的回转轴线,加工出的球体则呈椭圆形,如图8⁃36所示。由此可见,安装刀盘时应使刀盘轴线与球体轴线相交,否则将严重影响球体的几何形状精度。
如将铣刀盘来代替车刀也能进行球面的铣削。如图8⁃37所示,这种方法同车球的原理相似,一般用于大直径球面的加工,其加工效率要比车削高。
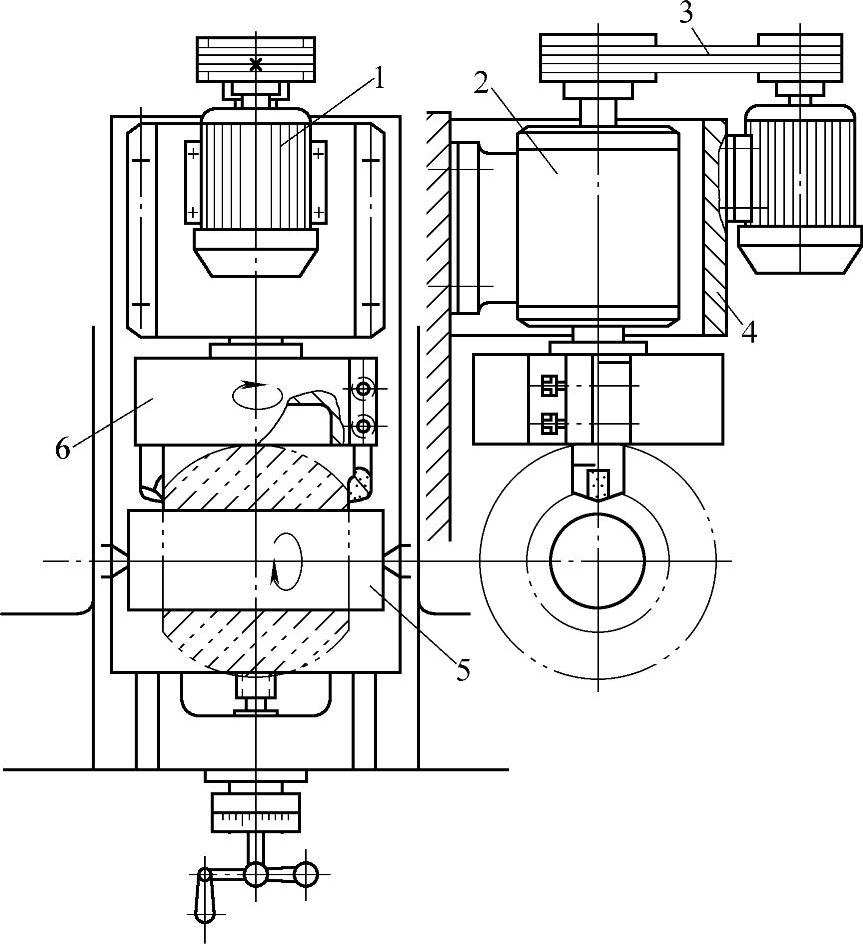
图8⁃35 铣球面示意图
1—电动机 2—铣头体 3—V带 4—电动机架 5—心轴 6—刀盘
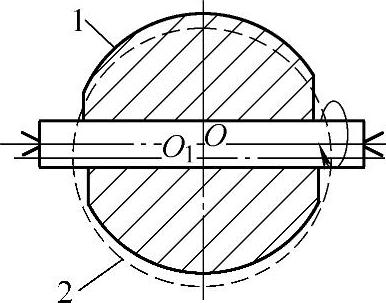
图8⁃36 刀盘安装位置对球体直径的影响
1—被加工球面 2—刀尖轨迹
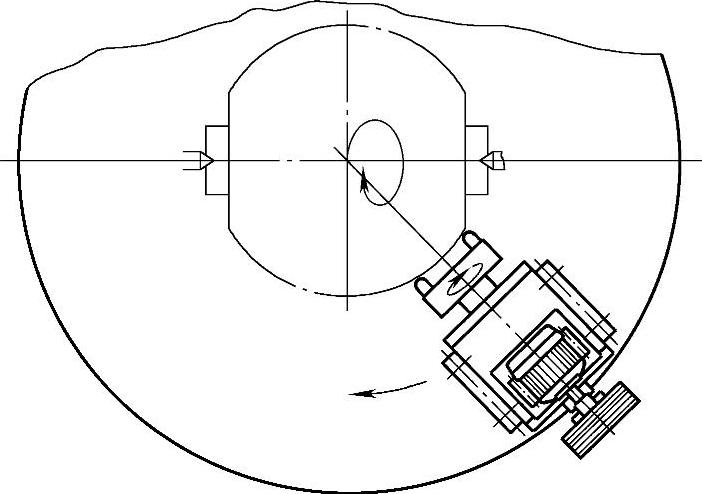
图8⁃37 铣大球体示意图
用这种方法加工时应注意以下两点:
1)球体的转速和工作台的回转速度不宜过高,否则会影响球体的表面粗糙度。
2)球心和回转工作台的中心应重合,刀盘轴线应与球体轴线相交,否则加工出的球体将产生圆度偏差或偏心。
(2)车削法 这是应用最广的一种球面加工方法。车削法是在卧式车床上安装车球装置或在专用机床上用普通车刀来加工球体。
单件、小批生产多在卧式车床上加工球体。图8⁃38为车球装置。该装置直接安装在床身导轨上,并用夹紧板固定。固定块5装在纵溜板的燕尾导轨上,用斜铁6将其紧固。以齿条轴7将齿条8连接在固定块上。当纵溜板纵向进给时,带动齿条作直线运动,从而使转盘作回转运动,于是,安装在小刀架上的刀车就可进行球体的车削。
这种车球装置的特点是:结构简单,操作方便。它直接固定在机床的床身导轨上,故刚性较好,工作平稳、可靠,且齿条与齿轮之间的间隙可通过斜块9进行调整,因而可避免切削过程中产生振动。
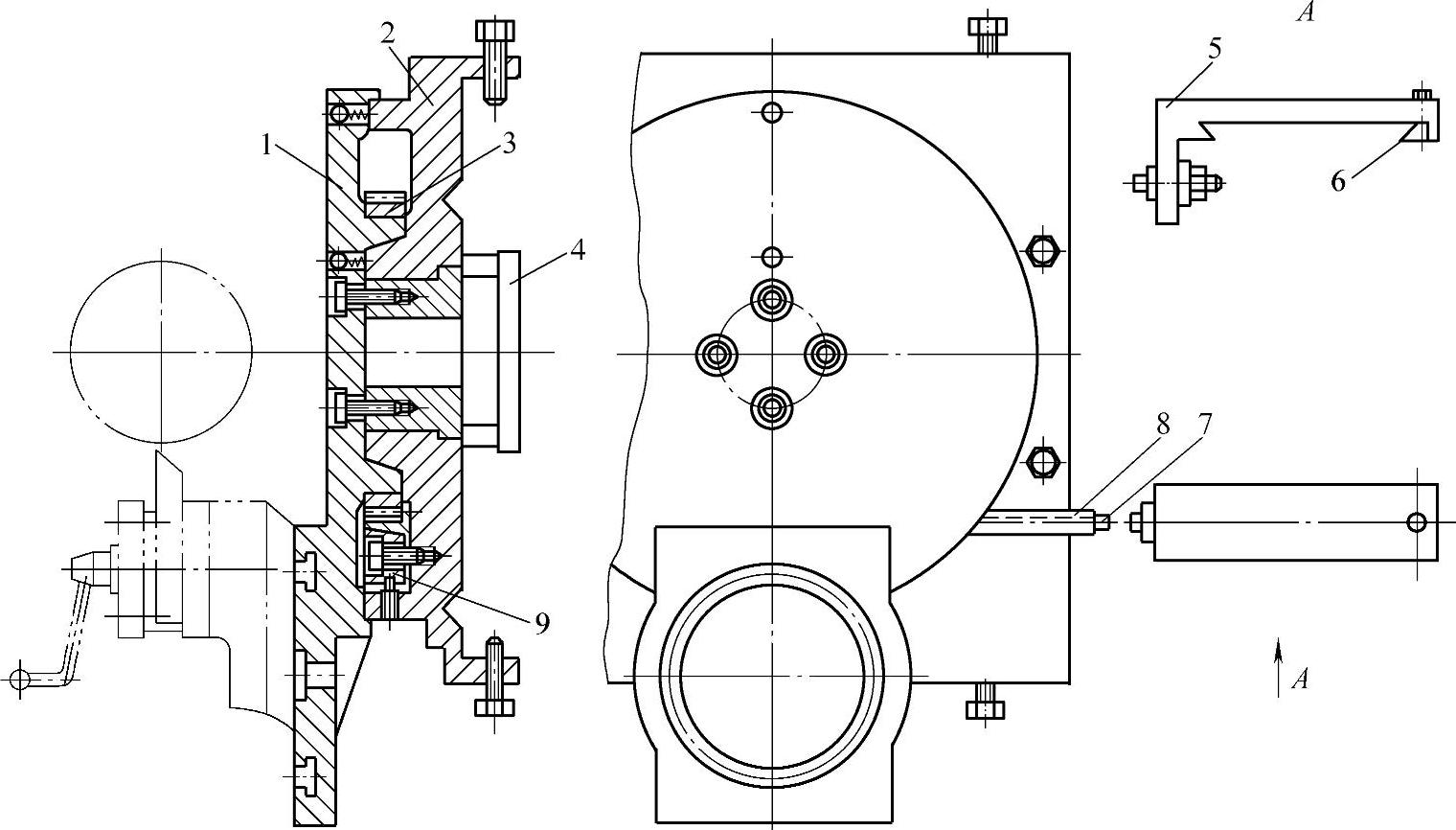
图8⁃38 车球体装置(https://www.xing528.com)
1—转盘 2—盘座 3—齿轮 4—夹紧板 5—固定块 6—斜铁 7—齿条轴 8—齿条 9—斜块
为减少工件安装次数,提高加工效率,可在回转盘上安装两个刀架,如图8⁃39所示。后刀架安装粗车刀,前刀架安装精车刀。
中批量以上生产时,球体加工多在专用机床上进行。
图8⁃40为加工球体用的弹簧心轴。使用时将球坯套在心轴上,使其一端紧靠定位垫,拧动右端的螺母,把球体胀紧,然后松开另一端的螺母,取下定心垫。心轴安装在机床顶尖之间,摇动大溜板,使回转盘中心与球心在垂直方向上重合,通过试切后可将大溜板的位置固定。
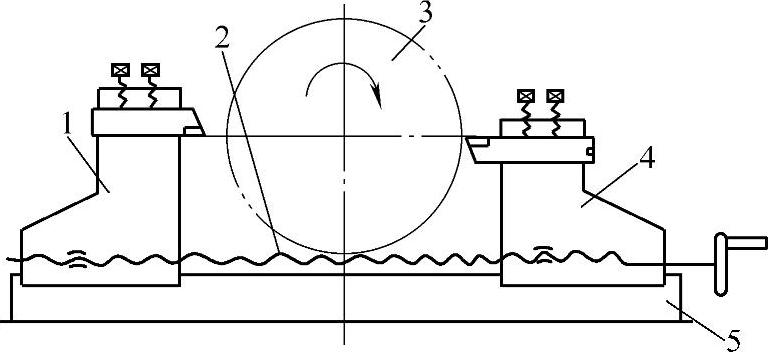
图8⁃39 双刀架车球体示意图
1—后刀架 2—丝杠 3—球体 4—前刀架 5—转盘
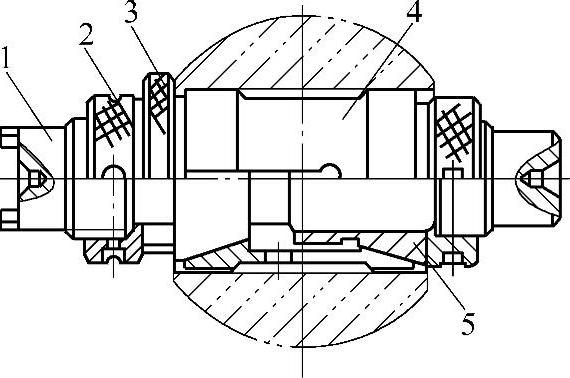
图8⁃40 加工球体用弹性心轴
1—心轴 2—螺母 3—定位垫 4—弹簧套 5—锥套
带支承轴的大尺寸球体,其中部通孔是预先铸出和锻出的,这就增加了加工的难度。为避免加工过程中断续切削,在轴颈、球体粗加工之后便将通孔车好。然后用堵盖(材料与球体相同)把孔封堵再进行球面的精加工。图8⁃41为球体通道孔的堵盖。球体精车后可在该机床上进行珩磨,珩磨后再把堵盖拆除。
(3)球体的磨削加工 球体可在卧床机床或专用机床上用平行砂轮的外圆或碗砂轮的内侧进行磨削。
1)用平行砂轮外圆磨削。如在卧式车床上用砂轮外圆磨削,通常需将磨头安装在回转盘上,如图8⁃42所示。
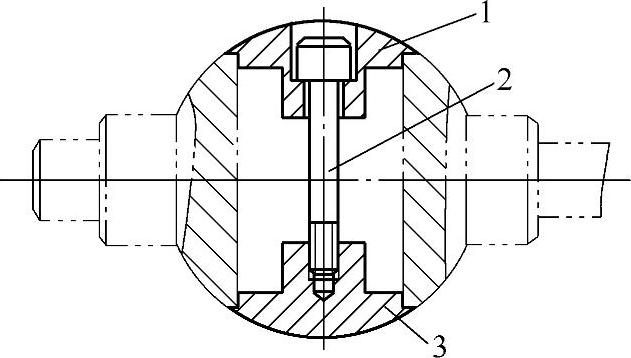
图8⁃41 球体通道孔堵盖
1—上堵盖 2—内六角螺钉 3—下堵盖
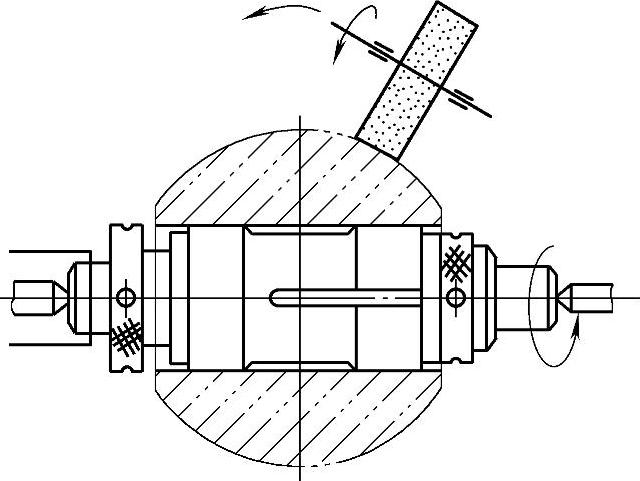
图8⁃42 用平行砂轮磨削球体
回转盘有机械传动的,也有液压传动的。图8⁃43为液压传动的回转盘。其工作原理是:回转盘2和扇形板4用键固定在中轴5上。压力油进入油缸,推动带回转盘的扇形板绕轴心逆时针转动。若改变压力油进入油缸的方向,则使转盘作反向旋转。压力油的流向由换向阀控制。调节压力油的流量即可改变回转盘的转速。这种液压传动的回转盘,转动平稳,噪声低,适于球面的磨削与精车。
也可以在专用机床上使用砂轮外圆磨削球体,但是必须把磨头安装在专用机床回转盘的刀架上。
2)用碗形砂轮内侧磨削。这种方法通常用于小直径球体的磨削。一般用于球径小于150mm的球体,磨削时可将磨头安装在卧式车床的中溜板上,或安装在专用机床上。
磨削时,碗形砂轮的轴线必须通过球心。如果砂轮轴线不通过球心,磨出的球面将呈椭圆形。图8⁃44为用碗形砂轮磨削球体的情形。
利用砂轮内侧磨削时,砂轮与球面是环形接触。磨削不锈钢球体时,砂轮工作面很容易被切屑堵塞而失去磨削作用,并常常烧伤球面。为避免上述现象,除选用组织疏松的砂轮外,还应在碗形砂轮的工作部分开几条沟槽或是以镶磨条的方法做砂轮。为了保证磨削质量,必须及时修整砂轮。每次修整后,要用刷子将砂轮表面残留的砂粒刷干净,以免残砂划伤球体表面。
磨削时需大量乳化液作润滑冷却用。
此外,大直径的球体也可以用碗形砂轮的端面来磨削,只是碗形砂轮是以镶磨条的方法形成的砂轮,磨头的安装方式同铣大直径球体时铣头的安装方式相同。也可在专用的磨球机床上进行。但批量较小时,使用这种专用机床从经济上讲不合算,但是磨出的球体质量较高,使球阀的密封性能大大提高。
(4)球面的滚压 滚压是无屑加工的一种方法。它能获得表面粗糙度Ra很小的数值,因此常用于零件的光整加工。
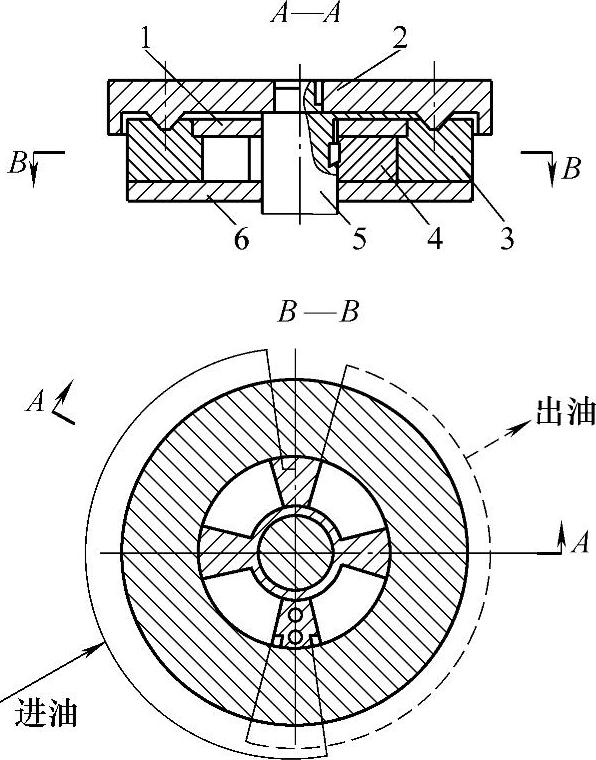
图8⁃43 液压传动回转盘
1—上盖 2—回转盘 3—缸体 4—扇形板 5—中轴 6—底盖
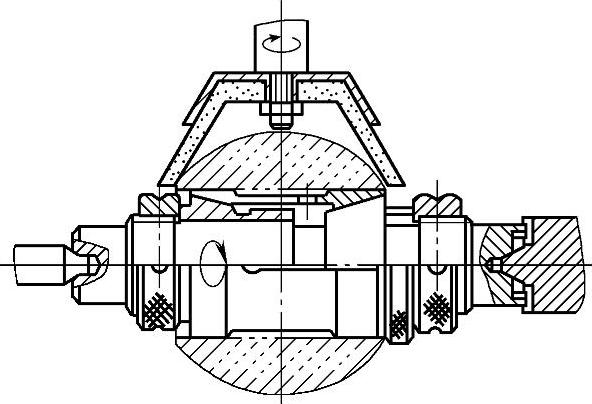
图8⁃44 用碗形砂轮磨削球面
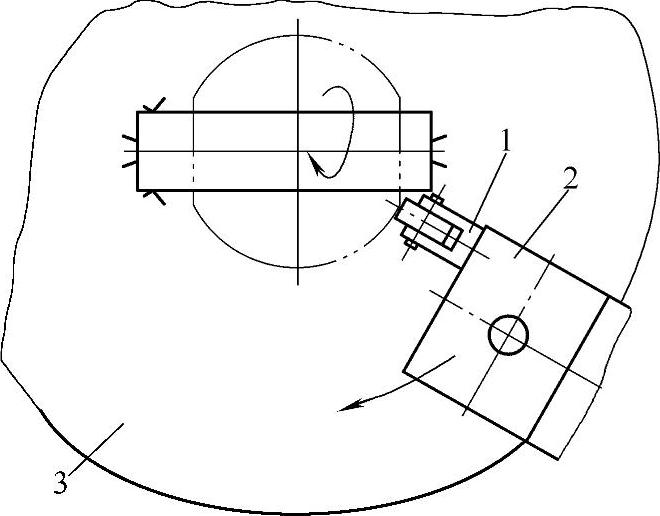
图8⁃45 滚压球面示意图
1—滚压工具 2—刀架 3—回转盘
滚压早已用来精加工阀杆的外圆柱表面,近来又用于球体的精加工。用这种方法精加工奥氏体不锈钢球面的效果很好,不仅加工效率高,表面粗糙度Ra值可在0.4以下。
滚压还可以提高加工表面的硬度和耐磨性。
1)滚压加工的基本原理。滚压加工是利用滚轮加上一定的压力在被加工表面上作相对滚动,使零件表层金属产生塑性变形,以达到改变零件尺寸,降低表面粗糙度Ra值和提高硬度的目的。
球体的滚压可在卧式车床或专用球面机床上进行。滚压前可将滚压工具安装在回转盘上的刀夹内,并使它处于右侧,如图8⁃45所示,然后手动加压,使滚轮压紧球面,开始自动进给,即可进行滚压。
2)滚压加工的主要参数。滚压加工的效果主要取决于滚压力的大小。压力增大,冷硬层深度、表面硬度及变形量也随之增加。但压力过大会使表面产生剥落现象,并容易引起零件和夹具系统的变形,从而影响零件表面和设备的精度。反之,滚压力过小,零件表面的刀痕不易去除,表面粗糙度达不到规定要求。所以加工时要注意调整滚压力。为保证加工质量通常采用试滚的方法来确定滚压力,即根据零件的材料和夹具、零件、机床的刚性施加一定的滚压力进行试滚,逐步调节滚压力直至获得要求的结果。
滚轮的进给量对滚压后金属表面微观几何形状有很大影响。一般情况下进给量小时能获得良好的表面质量。金属表面层的塑性变形与滚压力持续的时间有关。时间延长则变形深度、密度以及冷硬层深度亦随之增加。如果进给量小,被滚压表面则因重压增多而得到良好的表面质量。经验证明,走刀量为0.15~0.25mm/r比较恰当。
3)滚压时的注意事项。滚压前球面表面粗糙度Ra值应小于1.6μm,一般说来,滚压前的表面粗糙度Ra值愈小,滚压后的表面粗糙度Ra值就愈低。同时滚压力还可适当地减小。
球体表面在加工、运输过程中不能有磕碰、划伤。因为滚压不能消除被滚压表面的磕碰、划伤。
滚压过程中要使用大量润滑冷却液,以减少滚压摩擦,降低球体表面粗糙度Ra值和滚轮的使用寿命。
滚轮最好用Cr12MnV或9CrSi合金工具钢制造。也可用GCr15轴承钢制造、热处理硬度以59~62HRC为宜。滚轮工作面的表面粗糙度Ra值不得低于0.4μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。