



【摘要】:节流阀阀瓣主要技术要求如下:1)有配合的加工表面公差等级一般为IT11级,表面粗糙度Ra值小于3.2μm。2)密封面不得有磕碰、划伤等缺陷,表面粗糙度Ra值小于0.4μm,非配合的加工表面公差等级均为IT14级,表面粗糙度Ra值小于12.5μm。表812和表813为两种不同的节流阀阀瓣在中小批量生产中的典型工艺过程。
1.节流阀阀瓣的结构特点和技术要求
图8⁃27b为常见的两种节流阀阀瓣。其下部为带球端的锥体,中间凸台部位的端面或锥面为密封面,其上部的T形槽或细颈部位为与阀杆连接或与阀瓣盖连接。其上部带T形槽的阀瓣常属于中、低压节流阀阀瓣;其上部为细颈的阀瓣,一般属于高压节流阀的阀瓣。其密封面要堆焊司太立硬质合金,而后车出。
节流阀阀瓣主要技术要求如下:
1)有配合的加工表面公差等级一般为IT11级,表面粗糙度Ra值小于3.2μm。
2)密封面不得有磕碰、划伤等缺陷,表面粗糙度Ra值小于0.4μm,非配合的加工表面公差等级均为IT14级,表面粗糙度Ra值小于12.5μm。
3)密封面与上端颈部或导向部位的轴应垂直或同轴。
2.节流阀阀瓣的机械加工过程
节流阀阀瓣的主要加工表面可用车削方法完成。除加工密封面部位需要工艺装备外,其余部位的加工均用三爪自定心卡盘。表8⁃12和表8⁃13为两种不同的节流阀阀瓣在中小批量生产中的典型工艺过程。
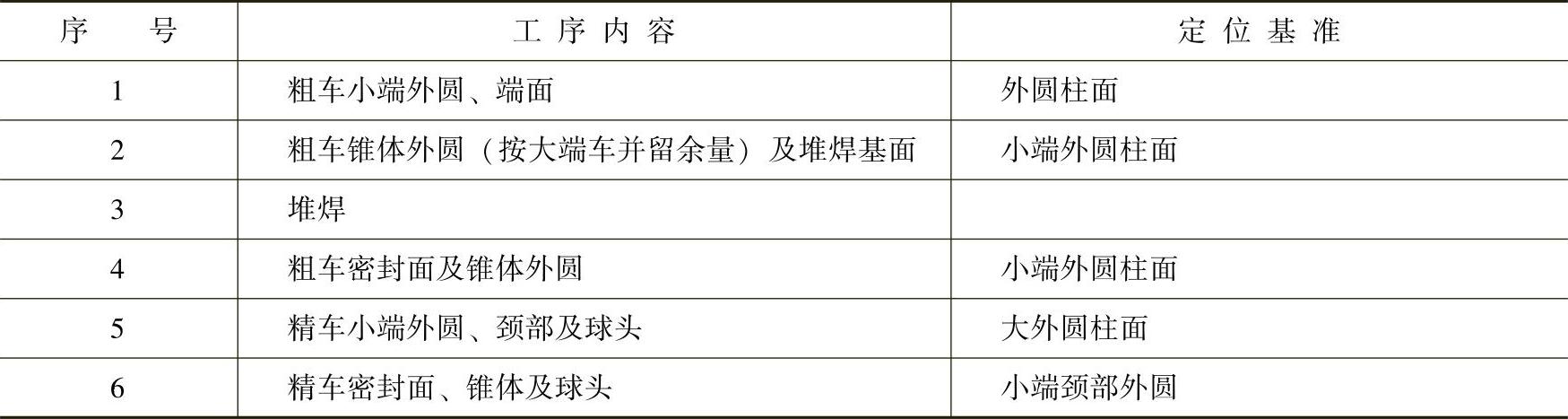
表8⁃12 高压节流阀阀瓣的典型工艺过程
 (https://www.xing528.com)
(https://www.xing528.com)
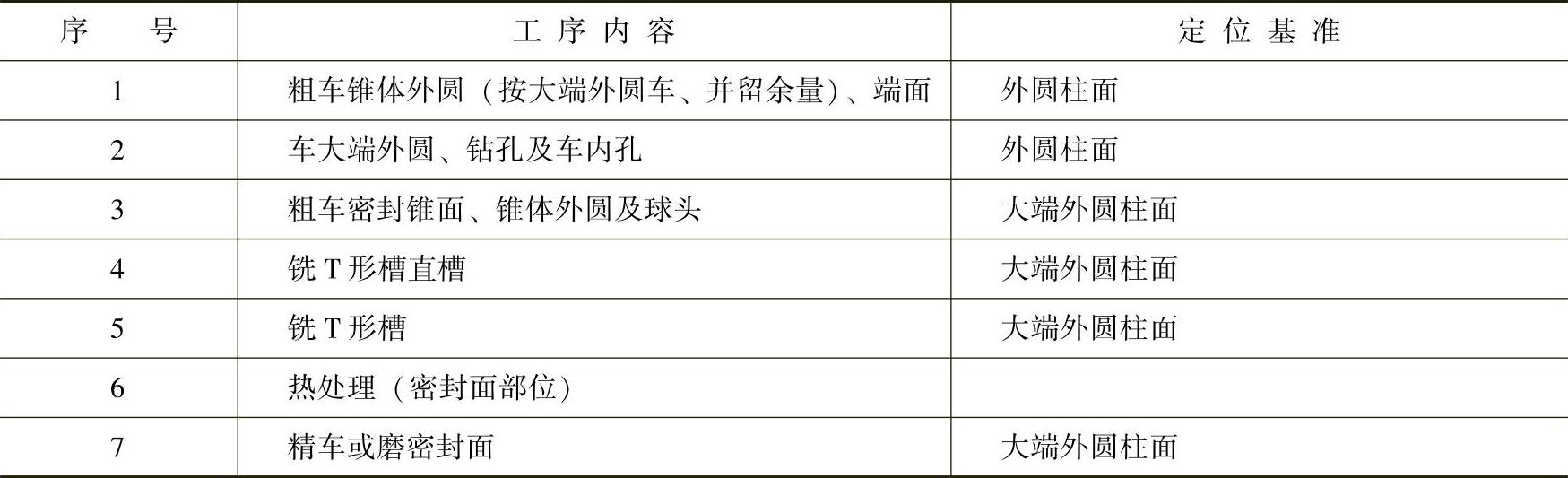
表8⁃13 低压节流阀阀瓣的典型工艺过程
3.密封面及锥体部位的加工
高压节流阀阀瓣的密封面在堆焊后进行粗加工时应将大部分余量车去,同时把大直径部位车至图样尺寸。锥体部分按大端尺寸车制,并留1~1.5mm的加工余量。完成细颈球端部位的加工后再进行密封面部位及锥体部位的精加工。阀瓣的安装如图8⁃31所示。
加工中、低压节流阀阀瓣(即带T形槽的阀瓣)密封面时,阀瓣可安装在弹簧卡头上。
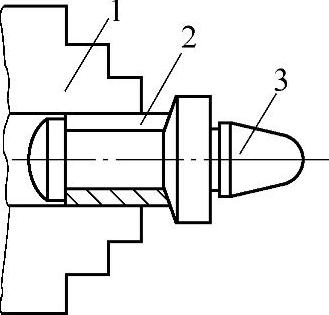
图8⁃31 在开口套中安装阀瓣示意图
1—软爪 2—开口套 3—节流阀瓣
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。