



1.截止阀和安全阀阀瓣的结构特点和技术要求
该组阀瓣的结构如图8⁃27a所示。阀瓣的下端是平面度要求很高、表面粗糙度Ra值要求很小的密封面,阀瓣上部为与阀杆连接的T形槽,与阀瓣盖连接的螺纹孔或与导套连接的外圆柱面。
截止阀和安全阀阀瓣的主要技术要求是:
1)有配合的加工表面公差等级为IT9~11级,表面粗糙度Ra值为0.8~3.2μm,其余非配合表面的精度为IT14级,表面粗糙度Ra值为6.3~12.5μm。
2)密封面应平整、不得有任何划痕、磕碰或损伤,表面粗糙度Ra值小于0.8μm。
3)密封面对有配合的内孔(或外圆)轴线的垂直度不大于0.05∶100(mm)。
2.截止阀和安全阀阀瓣的机械加工过程
如图8⁃27所示,这种阀瓣的密封面有直接从本体上车出,有的堆焊后车出,有的镶有聚四氟乙烯密封圈。阀瓣以T形槽与阀杆连接,或以螺纹与阀瓣盖连接,或以外圆柱面与导套连接。由于阀瓣的结构不同,其加工过程也各异。有的工序较多,如堆焊密封面的阀瓣,有的加工过程比较简单,如外圆柱面导向的整体不锈钢阀瓣。表8⁃9、表8⁃10、表8⁃11为三种阀瓣在中小批量生产中的典型工艺过程。
表8⁃9 聚四氟乙烯密封面阀瓣的典型工艺过程
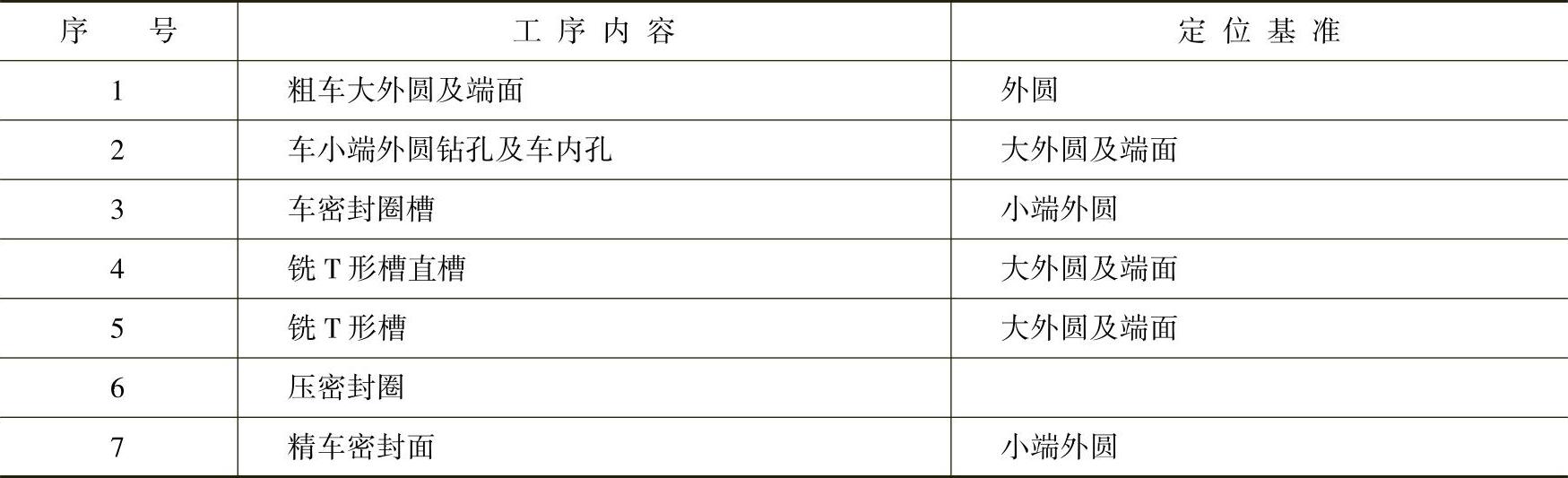
表8⁃10 外圆柱面导向截止阀阀瓣的典型工艺过程
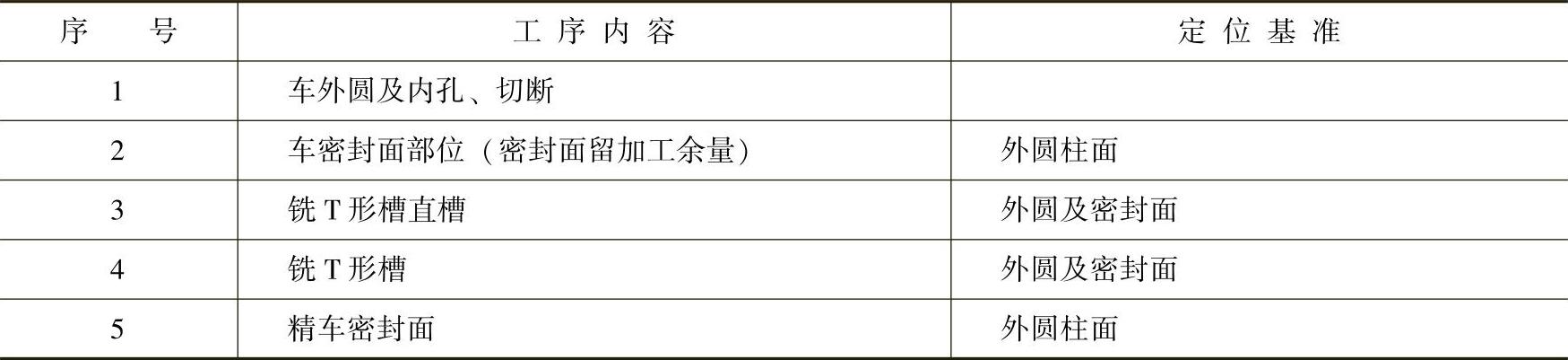
表8⁃11 阶梯形截止阀阀瓣的典型工艺过程
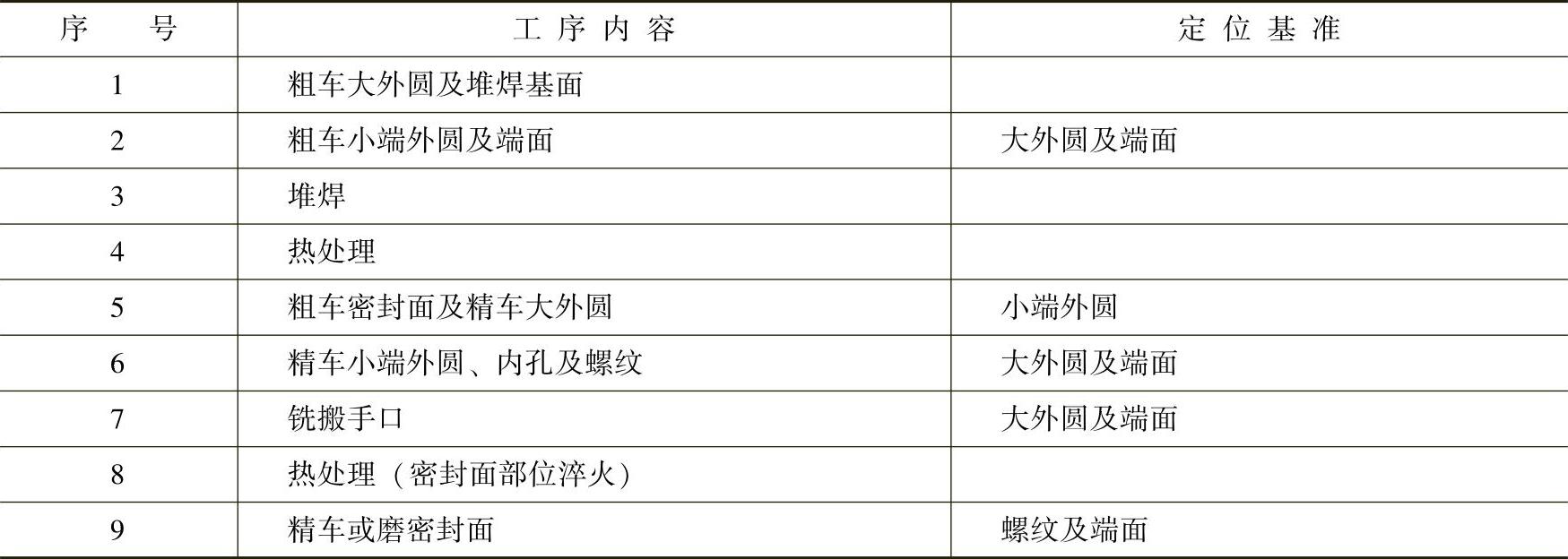
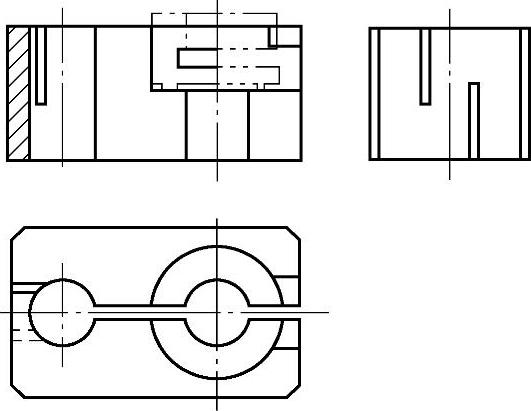
图8⁃28 铣T形槽用弹性夹套
3.主要表面或部位的加工方法
(1)T形槽的加工T形槽的加工在立式铣床上用圆柱形铣刀和T形槽铣刀分两道工序进行。图8⁃28为铣T形槽用的弹性夹套。这种夹套要与台虎钳联用。(https://www.xing528.com)
用普通圆柱形铣刀铣直槽往往比较费工时。为提高铣削效率,可用大螺旋角圆柱形铣刀铣直槽,实践证明,用这种铣刀铣直槽,生产效率可提高约一倍。
(2)密封面部位的加工 不管阀瓣用什么材料、用什么方法形成密封面,均需分粗、精两道工序加工。
1)金属阀瓣密封面。金属密封面圆柱形阀瓣一般有外圆柱面导向和阶梯形两种。外圆柱面导向阀瓣大多用整体不锈钢车制而成。粗加工密封面时,阀瓣的全长必须控制在一定的偏差范围内,以保证铣T形槽时的深度尺寸。密封面精加工方法须根据阀瓣材料确定。奥氏体型不锈钢阀瓣的精加工多在数控车床上用高速车削的方法完成。马氏体不锈钢阀瓣通常在高频淬火、热处理之后用磨削的方法进行精加工。如果密封面的硬度小于36HRC,可不进行磨削,而用高速切削的方法进行加工。图8⁃29所示为精加工密封面的弹簧卡头。
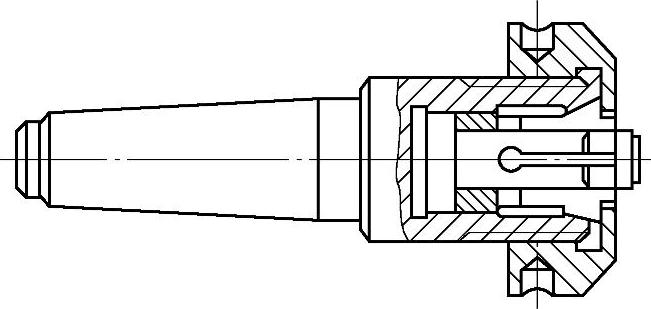
图8⁃29 阀瓣弹簧卡头
2)非金属阀瓣密封面。在车出环形槽之后,将聚四氟乙烯密封圈压入阀瓣体,然后进行精加工(图8⁃27a图为非金属密封面阀瓣)。为使聚四氟乙烯在冷流变形之后不至于复原,并保证压牢后的密封性,必须采取可靠的工艺措施。实践证明,压口密封性能的好坏与施加压力大小、压入的速度、槽内的空气排出情况、压力持续的时间以及密封圈与槽的配合偏差直接有关。
具体的工艺措施和要求如下:
①压阀瓣密封圈时应选用精度高的油压机。
②密封圈与环形槽的配合偏差不宜太紧,以免在压入过程中造成密封圈配合面的轴向拉伤而影响密封,但配合偏差也不能太松,一般采用H8/h8。
③必须严格控制聚四氟乙烯密封圈的高度,保证密封圈压入环形槽内,外露部分高度不超过2mm。如果外露部分过高,加压后外露部分必须先开始变形,而且变形的程度会比下部大,这势必影响压口的密封性,如图8⁃30所示。
④油压机的工作台面与压柱平面应保持平行。阀瓣应放置在作用力的中心上,以保证施加压力时密封圈各部受力均匀。
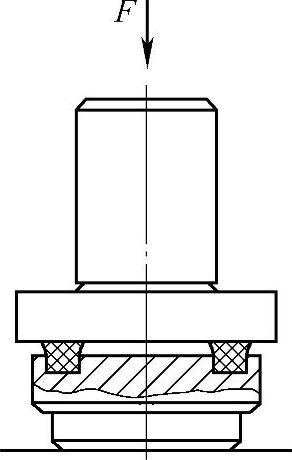
图8⁃30 聚四氟乙烯密封圈外露部分过高时的变形状况
⑤压入时要缓慢加压,压入速度一般不超过1.5mm/min,切勿冲击加压。
⑥为了保持永久变形,施加的压力不能小于35.0MPa。
⑦压力持续时间不少于5min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。