



【摘要】:图823 旋启式止回阀阀板a)圆柱面与摇杆相连 b)球面与摇杆相连1.旋启式止回阀阀板的结构特点和技术要求旋启式止回阀阀板的形状,如图823所示。旋启式止回阀阀板的主要技术要求是:1)有配合的圆柱面或球面的加工精度为IT11级,表面粗糙度Ra值小于6.3μm;内、外螺纹的精度为6H、6g,表面粗糙度Ra值小于6.3μm。表86为中、小批生产旋启式止回阀阀板时的典型工艺过程。
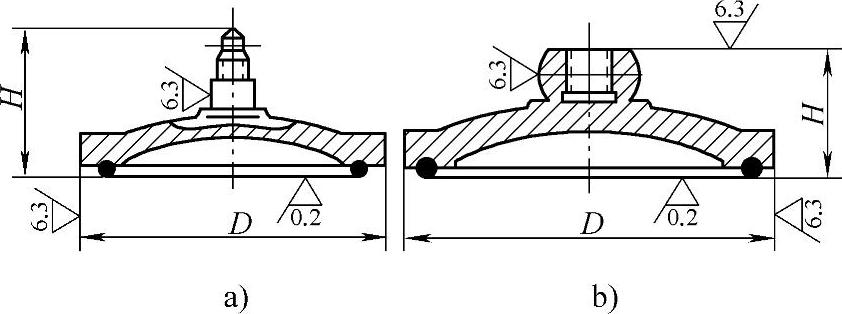
图8⁃23 旋启式止回阀阀板
a)圆柱面与摇杆相连 b)球面与摇杆相连
1.旋启式止回阀阀板的结构特点和技术要求
旋启式止回阀阀板的形状,如图8⁃23所示。它的密封面部位直径较大,而与摇杆连接的外圆直径很小。主要加工部位是密封面、大端外圆和与摇杆连接的部位。
这种阀板的材料多为碳素钢,通常用铸造方法制成毛坯。
旋启式止回阀阀板的主要技术要求是:
1)有配合的圆柱面或球面的加工精度为IT11级,表面粗糙度Ra值小于6.3μm;内、外螺纹的精度为6H、6g,表面粗糙度Ra值小于6.3μm。没有配合的加工表面均为IT14级,表面粗糙度Ra值小于12.5μm。(https://www.xing528.com)
2)密封面表面要平整,不得有任何磕碰、划伤和刀痕等缺陷,表面粗糙度Ra值小于0.2。
3)尾部有配合的圆柱面或球面的轴线与密封面的垂直度不大于图样上规定值。
2.旋启式止回阀阀瓣的机械加工过程
这种阀板的主要加工面均为旋转面,都可以用车削方法去完成。除加工球面需用宽刃特型车刀和专用样板外,加工其他部位均无需专用的工艺装备。表8⁃6为中、小批生产旋启式止回阀阀板时的典型工艺过程。
表8⁃6 旋启式止回阀阀板的典型工艺过程
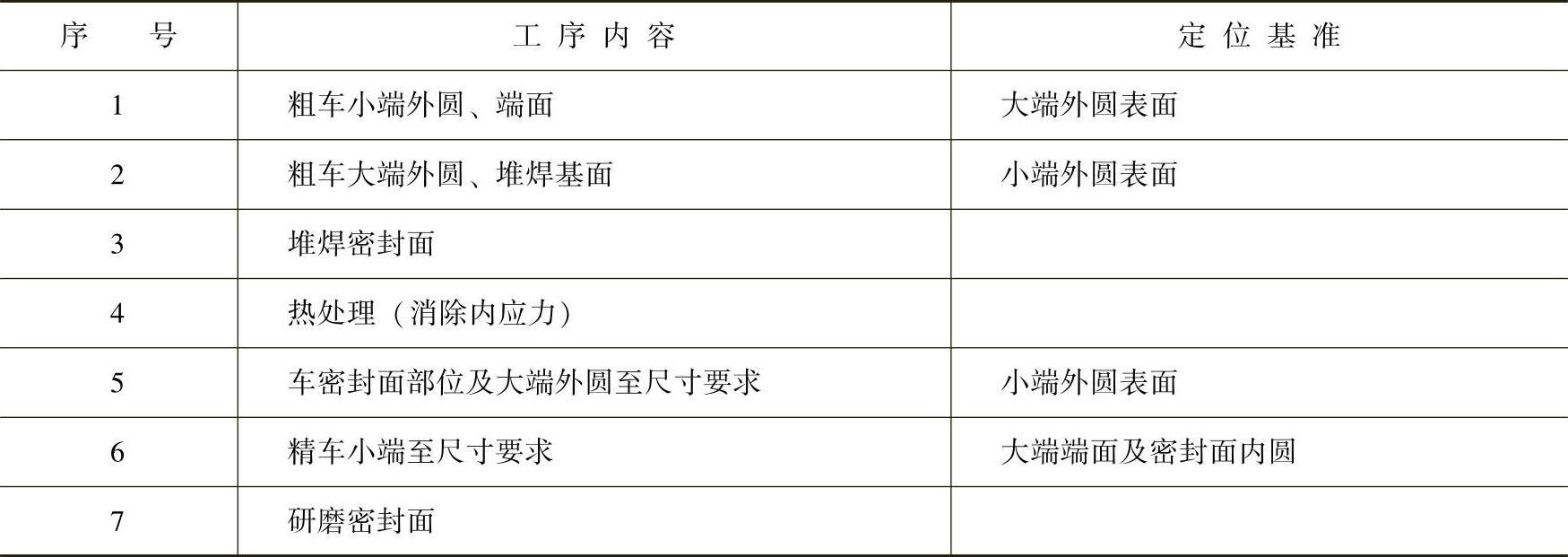
注:如用D507M焊条堆焊,堆焊金属为12Cr13半铁素体高铬钢,有空淬特性,焊前不预热,焊后不处理,焊后空冷硬度为HRC≥37。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。