




图7⁃25 用环规测量阀杆梯形螺纹
梯形螺纹的测量方法有两种:综合测量和单项测量。
综合测量是用螺纹量规进行的,能综合测量出螺纹几个参数的允许极限值,从而保证螺纹的互换性。由于用螺纹量规比较方便和可靠,所以这种方法广泛用于测量阀杆梯形螺纹。
单项测量是对螺纹的主要参数(如中径、螺距、牙形半角等)单独进行测量。这种方法主要用来检验精密螺纹(如螺纹量规、螺纹刀具等),但因其能测出螺纹参数的实际数值,在梯形螺纹的加工过程中,能方便工人掌握螺纹的实际尺寸,所以在阀门制造企业应用比较普遍。
(1)阀杆梯形螺纹的综合测量 像测量光滑圆柱体的光滑极限量规一样,测量阀杆梯形螺纹的环规也分为通规和止规,如图7⁃25所示。
通规是用来检验螺纹的作用中径的。由于作用中径中包括螺距和牙形半角误差的中径补偿值,所以通规必须做成完整牙廓。通规具有与标准螺母牙形相当的完整牙廓,还可以控制阀杆梯形螺纹的内径。合格的梯形螺纹应能被通规顺利地旋合,这样就保证了螺纹的作用中径和阀杆螺纹的内径不超过它的最大极限尺寸。
止规是用来检验螺纹的实际中径的。为了避免螺距误差和牙形半角误差的影响,仅使量规的中径部分与被测螺纹接触,故止规螺纹为截短牙形,其螺纹圈数也应减少(一般为2~3.5圈)。合格的梯形螺纹不应被止规所旋合,但允许旋入一部分(小于等于4牙的螺纹,允许旋入2牙;大于4牙的螺纹允许旋入3.5牙),这样就保证了螺纹的实际中径不小于它的最小极限尺寸。
(2)阀杆梯形螺纹的单项测量 由于综合测量不能测出螺纹实际中径的数值,在车削阀杆梯形螺纹的过程中,须多次从顶尖上卸下阀杆用环规来进行测量,加上梯形螺纹环规的制造比较困难,因此,在车削阀杆梯形螺纹时,往往使用中径检具来测量阀杆梯形螺纹的实际中径。
经长期生产实践证明,中径检具是一种通用性好、容易制造和使用方便的检测工具。但由于其测量误差较大,故一般只用来检验8C级精度的阀杆梯形螺纹。
1)中径检具的基本原理。中径检具是以螺纹外径为基准的指示式量具,其结构如图7⁃26所示。测量前,应先将检具的百分表按标准丝杆调整好零位,然后再测量阀杆螺纹,从而得出被测螺纹中径的数值。
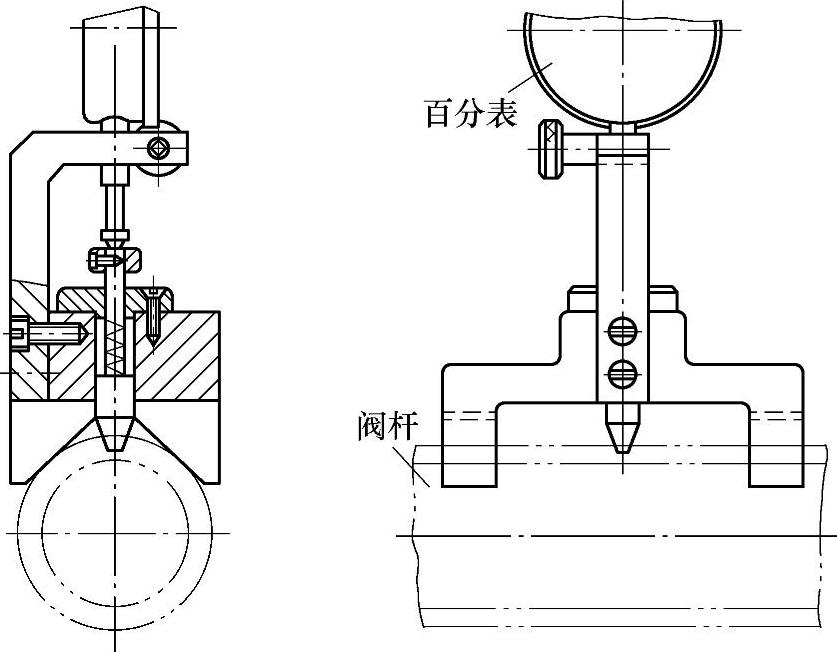
图7⁃26 阀杆梯形螺纹中径检具
中径检具测出的是梯形螺纹的实际中径,它不能检验螺纹的螺距和牙形半角。因此必须配合使用螺纹牙形样板及对刀样板(或对刀显微镜),以便把牙形半角误差控制在一定的范围内。
国家标准GB/T 5796.4—2005中规定的梯形螺纹中径偏差是中径的总偏差,它包括了中径本身的偏差和螺距、牙形半角误差的中径补偿值。即
Δd2=Δd2实+fP+fα/2(7⁃8)
式中 Δd2——中径的总偏差(mm);
Δd2实——中径本身的偏差(实际中径的偏差);
fP——螺距误差的中径补偿值;
fα/2——牙形半角误差的中径补偿值。
使用中径检具时,只有确定阀杆螺纹实际中径的偏差后,才能判断被测螺纹的中径是否合格。
在比较测量时,标准丝杆与被测螺纹的外径不可能完全一致,且工件螺纹外径偏差较大,因此,因测量基变换而引起的误差δ也较大。当检具测出的数值正好在实际中径偏差带的极限处时,则阀杆中径的真实尺寸可能已超出了偏差范围,所以工件实际中径的生产偏差还应缩小。
通常采取适当的提高阀杆螺纹外径精度(提高至9级)的办法来减小误差δ。此外,标准丝杆也应具有较高的精度。
标准丝杆是用来与被测螺纹进行比较的基准件,其误差将直接反映到测量结果中,故通常按螺规的制造偏差来制作。其外径是以阀杆螺纹工艺尺寸的上限作为名义尺寸,中径则以阀杆实际中径生产偏差Δd2′实的上限作为名义尺寸。
必须指出,测出的中径值若略小于Δd2实的下限时,阀杆不一定就是废品。此时应根据该阀杆螺纹外径的实际数值计算出实际的δ,然后确定其中径是否超差。也可以用梯形螺纹环规的止规直接检验。
2)实际中径偏差Δd2实的确定。如前所述,中径偏差是由中径本身的偏差(实际中径偏差)及螺距、牙形半角误差的中径补偿值三部分所组成。所以确定Δd2实时,须先确定fP及fα/2。(https://www.xing528.com)
①阀杆梯形螺纹的fP。梯形螺纹螺距误差的中径补偿值为
fP=3.732ΔP(7⁃9)
式中 ΔP——螺距的最大累积误差(mm)。
阀杆梯形螺纹的螺距最大累积误差ΔP的大小主要与车床丝杠的精度有关。根据一些生产企业使用的车床精度状况,阀杆产生的螺距累积误差ΔP及其中径补偿值如表7⁃5所示。
表7⁃5 阀杆梯形螺纹的ΔP及fP(单位:mm)

②阀杆梯形螺纹的fα/2(μm)。梯形螺纹半角误差的中径补偿值为

式中 P——螺距(mm);
Δ ——牙形半角误差。
——牙形半角误差。
阀杆梯形螺纹的牙形半角误差主要与刀具的刃磨及对刀的精度有关。采用牙形样板及对刀样板后,牙形半角误差可控制在一定的范围内。表7⁃6为阀杆梯形螺纹的牙形半角误差Δ 及其中径补偿值fα/2。
及其中径补偿值fα/2。
表7⁃6 阀杆梯形螺纹Δ 及fα/2(单位:mm)
及fα/2(单位:mm)

③阀杆梯形螺纹的Δd2实。中径本身的误差与光滑圆柱形阀杆类似,其大小随中径而变化,即 。
。
由于国家标准中已经规定了不同精度等级的中径总偏差(通常称为中径偏差),所以利用式(7⁃8)就可确定实际中径d2实的偏差。阀杆梯形螺纹的Δd2实及Δd2′实如表7⁃7所示。
表7⁃7 阀杆梯形螺纹的Δd2实及Δd2′实(单位:mm)

注:本表仅适用于8C级精度的梯形螺纹。
3)中径检具的特点
①中径检具使用方便,在车削过程中不需卸下阀杆就可测量。由于它能测出螺纹中径的实际尺寸,所以可得知加工余量的大小,而便于工人掌握螺纹的加工精度。
②检具使用寿命长,通用范围广。可用于相同螺距的各种不同直径的梯形螺纹。
③较梯形螺纹环规容易制造。
④由于受检具制造误差、标准丝杠制造误差及测量过程中不稳定因素的影响,所以中径检具的测量误差较大。一般仅适用于8C级精度的梯形螺纹。
⑤检具以螺纹大径为基准,需提高阀杆螺纹大径的精度。否则,应按每一阀杆的大径实际尺寸对读数逐个进行修正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。