



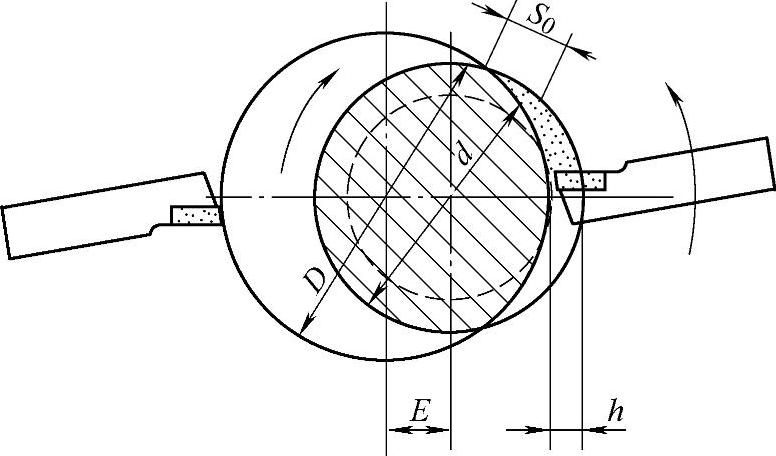
图7⁃14 旋风切削的原理
(1)旋风切削的原理 旋风切削(又称旋风铣)是一种效率较高的螺纹加工方法(其效率较车削螺纹提高3~6倍)。其工艺装备比较简单,适用范围较广,所以广泛用来加工阀杆梯形螺纹。
旋风切削时,螺纹刀头(通常采用1~4把)安装在高速旋转的专用刀盘上作切削运动,阀杆低速旋转形成圆周进给运动,螺纹刀头的背吃刀量为螺纹的牙形高t。刀盘在高速旋转的同时并作轴向运动,工件每旋转一周,刀盘轴向移动一个螺距(或导程)。这样,在工件表面就加工成螺纹。
如图7⁃14所示,旋风切削时,刀头只在其圆形轨迹的1/3~1/8的圆弧上参与切削。这种断续切削容易引起振动,但刀具可周期地在空气中冷却,有利于减少刀刃部分的切削热。
高速旋转的刀盘及其驱动装置等统称为旋风切丝器。旋风切丝器通常安装在卧式车床的溜板上。
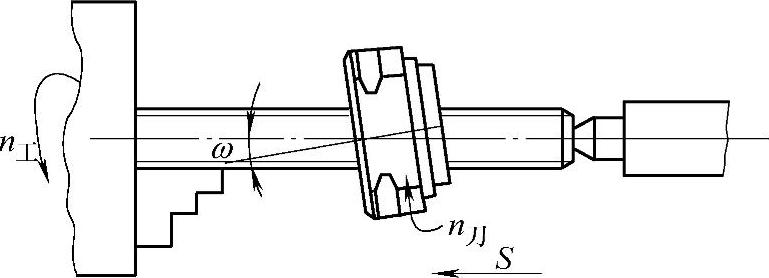
图7⁃15 刀盘的安装
刀盘轴线应相对于阀杆轴线倾斜—螺纹升角ω,如图7⁃15所示,使两侧刃的工作后角与刀具后角一致。此外,也可避免切削时发生干涉现象。
根据切削方式不同,旋风切削分为内切法和外切法,如图7⁃16所示。工件在刀尖圆形运动轨迹之内,刀尖朝向刀盘中心来切削的叫内切法。反之,工件在刀尖圆形运动轨迹之外,刀尖背向刀盘中心的叫外切法。
采用内切法时,刀尖轨迹与工件接触弧较长,切屑较薄,振动小,并比较容易获得Ra值较小的表面粗糙度。内切法旋风切丝器的结构也较紧凑,占据的空间位置小,在车床上容易布置。此外,由于切削区域是在刀盘的孔内,便于安装防屑装置,所以内切法的切屑飞溅问题较易处理。由于内切法具有上述优点,故应用比较普遍。只有在加工大直径螺纹或不便使用内切法时才采用外加法。
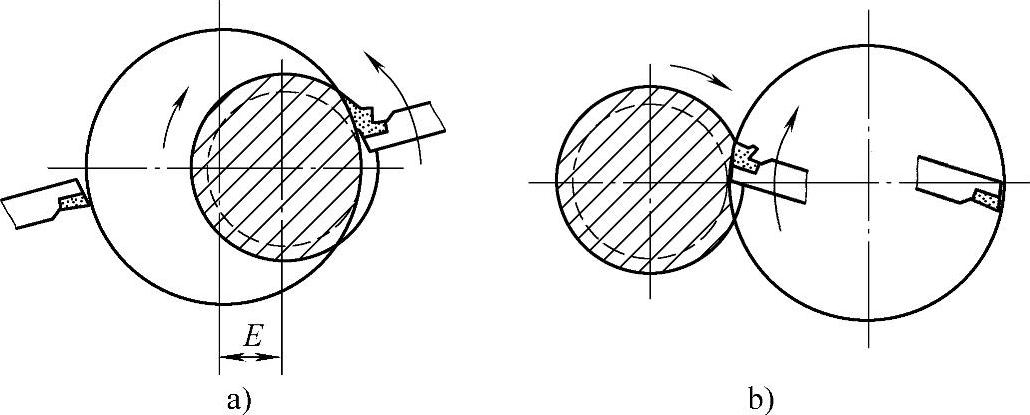
图7⁃16 旋风切削的内切法与外切法
a)内切法 b)外切法
采用内切法时,为便于退刀,刀尖轨迹圆应与工件偏心。通常偏心值E为
E=h+Δ(mm)
式中 h——螺纹牙型高(mm);
Δ——退刀间隙,一般取2~4mm。
刀尖的回转直径
D=d+2E
式中 d——梯形螺纹外径(mm)。
偏心值E不可过大。否则,刀尖轨迹与工件的接触弧缩短,切屑短而厚,刀具承受的冲击载荷较大,容易引起振动而加速刀具的磨损,并造成加工表面的表面粗糙度Ra值增大。图7⁃17为偏心值E与切屑形状的关系。
旋风切削的切削速度高,断续切削的冲击较大,故刀具磨损快,对振动也较敏感。因此,采用旋风切削时,要具有良好的工艺系统刚性。刀具也应选用韧性和耐磨性较好的硬质合金刀片,如YG6、YG8、YW2等。
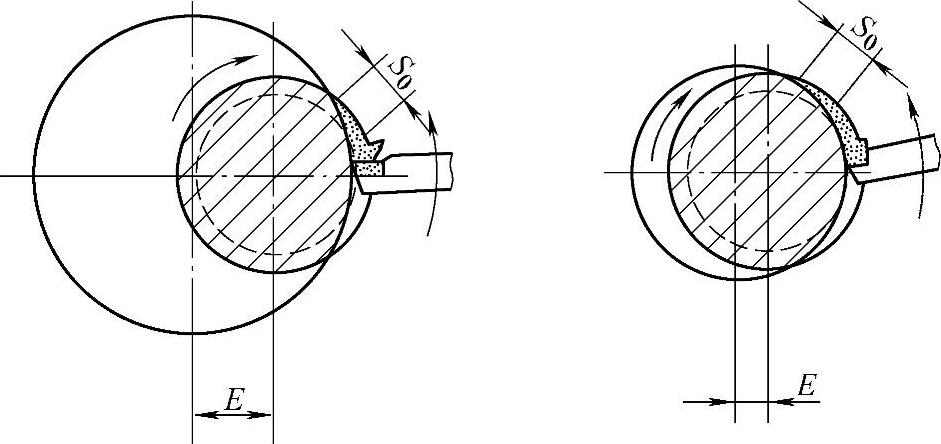
图7⁃17 偏心值E与切屑形状的关系
(2)旋风切丝器 图7⁃18所示的内切法旋风切丝器具有结构紧凑、操作方便和能防止切屑飞溅等特点。切丝器安装在C6140型车床的溜板上,可加工直径ϕ40mm以下阀杆的梯形螺纹,其工作原理如下:
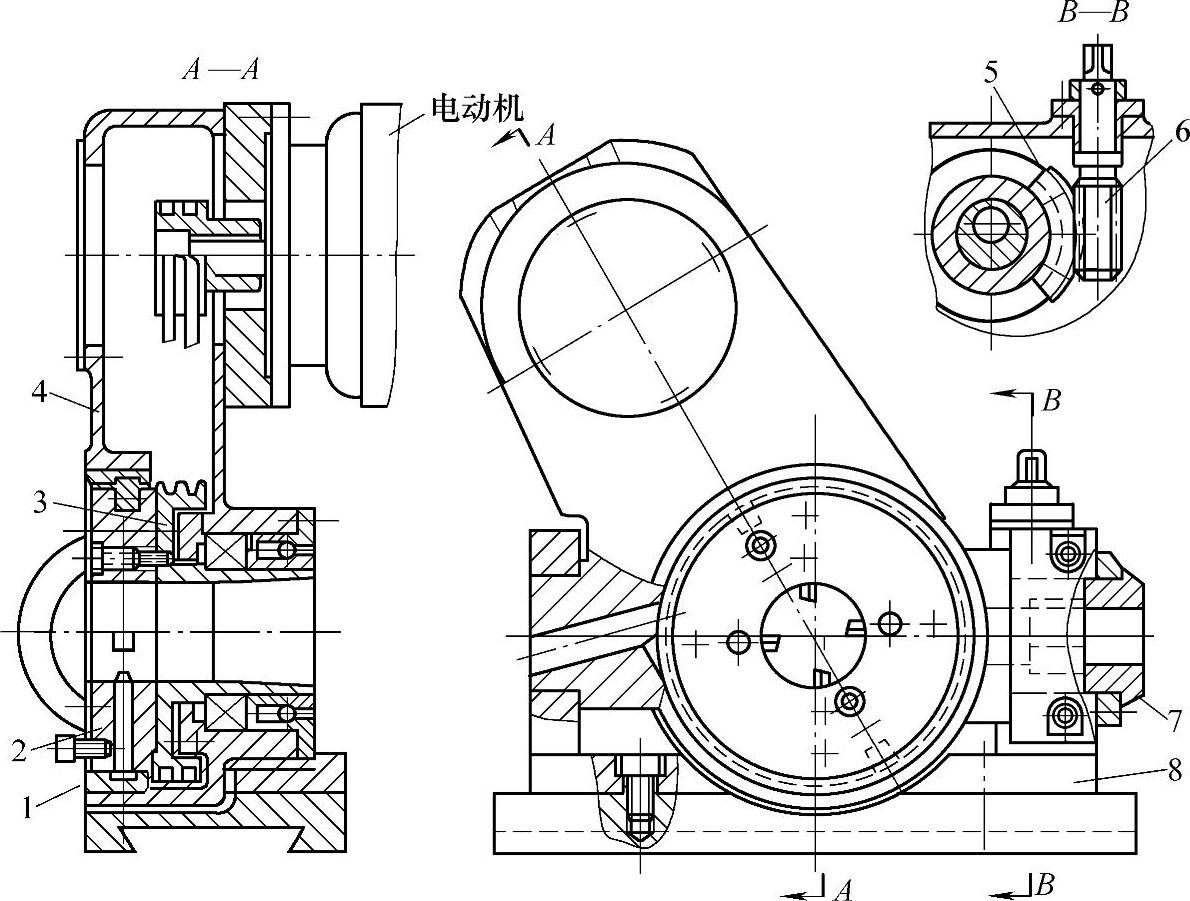
图7⁃18 内切法旋风切丝器(https://www.xing528.com)
1—套环 2—刀盘 3—带轮 4—铣头体 5—扇形蜗轮 6—蜗杆 7—刻度盘 8—支座
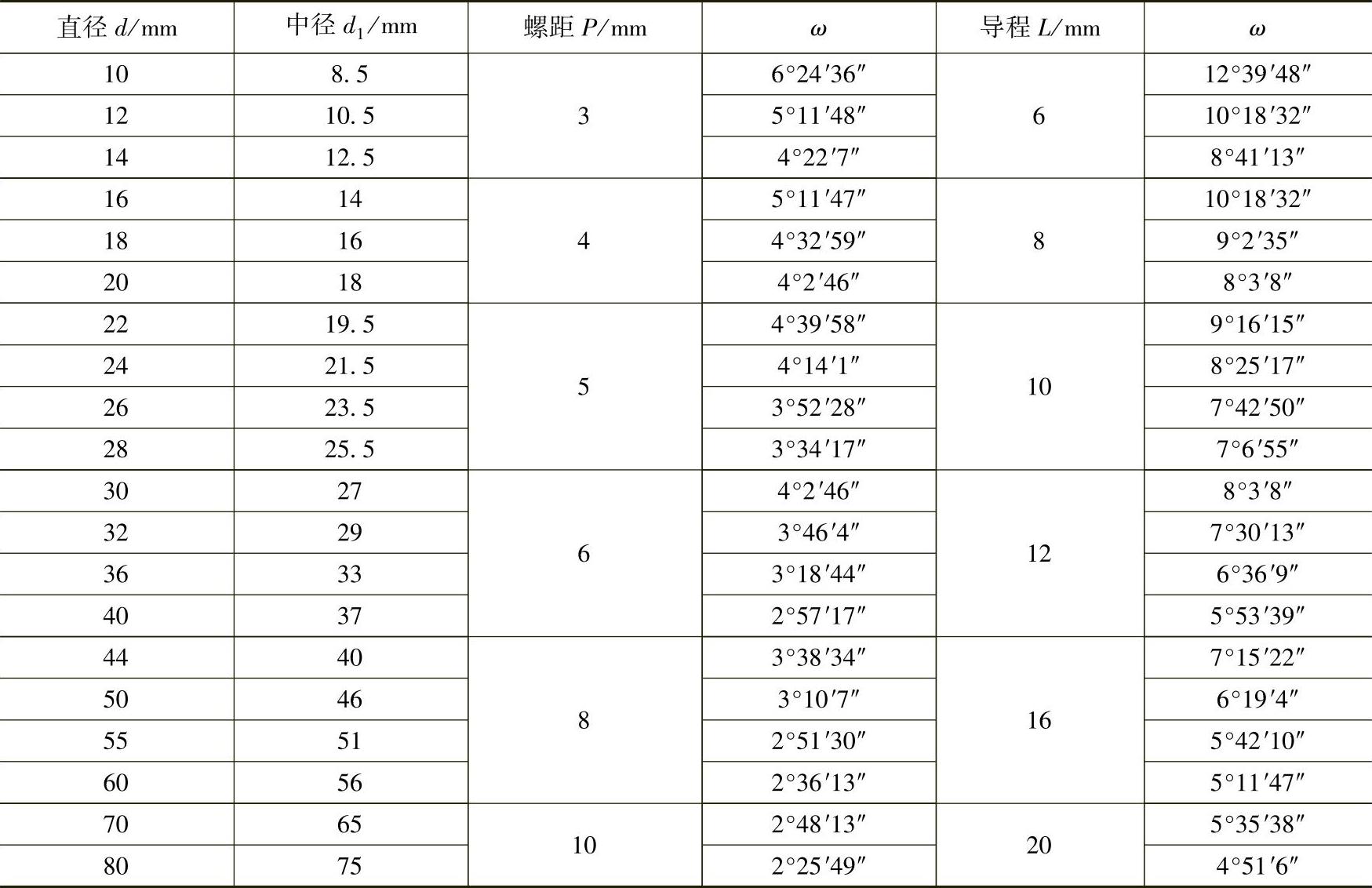
刀盘2固定在带轮3上,由电动机带动旋转,电动机及带轮均安装在铣头体4上。铣头体下部有两轴颈,由支座8上的两轴承支承。铣头体一端轴颈上装有扇形蜗轮5。使用时,可松开紧固螺钉,旋转蜗杆6使铣头体连同刀盘倾斜—螺纹升角ω(常用梯形螺纹的螺纹升角ω如表7⁃4所示)。倾斜角度的数值可由刻度盘7上读出。
表7⁃4 常用梯形螺纹的螺纹升角ω
刀盘2除制有安装刀头的方槽外,还有四条扇形排屑槽。切削螺纹时,切屑经刀盘排屑槽进入套环1内,在刀盘外圆柱表面上的两支拨爪的拨动下,由铣头体4左端轴颈内的排屑孔排出。
刀头可由铣头体右端轴颈孔装入刀盘,并使用对刀样板来保持合适的刀尖回转直径。
使用旋风切丝器时应注意如下事项:
1)旋风切丝器的刀盘和带轮应经仔细平衡。由于刀盘和带轮的转速高,又是断续切削,如平衡不好将容易产生振动而影响加工质量。
2)要注意选用自振轻微的电动机。必要时,可在电动机法兰与铣头体间加上橡胶垫,以减轻电动机振动对刀盘的影响。
3)切丝器的滑板及机床的大溜板的楔铁要调整好,不应有过大的间隙。刀头要紧固,以保证机床—夹具—刀具系统有足够的刚性。
(3)旋风切削时的切削用量 旋风切削是由铣螺纹演变而来的一种加工方法。刀盘可看作螺纹铣刀,刀头尖部的圆周线速度为切削速度。由于使用硬质合金刀具,旋风切削的切削速度较铣螺纹时高得多。
一般加工A105阀杆时切削速度v=150~300m/min;加工非铁金属时v=150~450m/min。
圆周进给量是刀盘每转一周时,一把刀具在工件外圆柱表面上所切去的弧长,如图7⁃15所示。圆周进给量So可按式(7⁃1)计算:

式中 D——阀杆螺纹外径(mm);
no——工件转速(r/min);
n——刀盘转速(r/min);
z——刀盘安装的刀头数目。
通常圆周进给量So=0.8~1.4mm。
(4)不锈钢阀杆螺纹的旋风切削 由于不锈钢材料阀杆螺纹的切削性能不好,在高速切削和断续切削的情况下,刀具极易磨损,所以旋风切削梯形螺纹时,必须采取如下措施。
1)使刀盘的旋转方向与工件的旋转方向一致。加工碳素钢梯形螺纹时,刀盘的旋转方向与工件旋转方向相反,如图7⁃19所示。这时,刀头的切削刃从上一刀头加工完的表面切入工件,切屑由薄而逐渐变厚,切削力较小,冲击小,刀具寿命和加工表面的质量都较高。加工不锈钢梯形螺纹时,由于不锈钢加工硬化趋势强,切削时的金属变形会引起金属加工硬化而在工件表面上形成“冷硬层”(冷硬层的厚度约为0.05~0.20mm)。当刀盘与工件旋向相反时,刀具在相当长的一段圆弧上切深过小。因而实际上是在上一刀头形成的冷硬层上摩擦、挤压,使切削区域温度急剧升高,加上不锈钢的导热率低,所以切削刃易产生过热现象而加速磨损。刀盘与工件的旋向一致时,基本上避免了切削刃在工件冷硬层上切削,相对地也提高了刀具寿命。
2)为使刀具更好地冷却和排除切屑,可使用0.4~0.6MPa的压缩空气来喷吹刀具的前面。
3)切削用量不宜过大。通常v=150m/min;So=0.15~0.30mm。
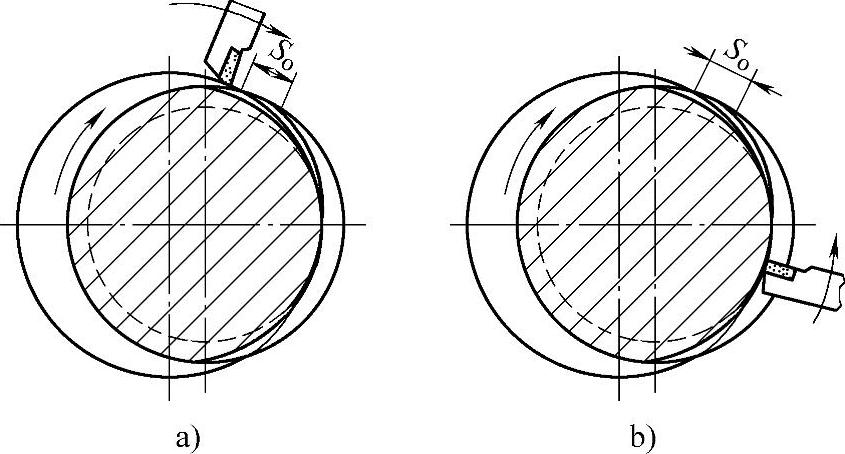
图7⁃19 不锈钢梯形螺纹的旋风切削
a)刀盘与工件旋向一致 b)刀盘与工件旋向相反
4)刀具前面可磨出如图7⁃20所示的圆弧槽。前角γ不宜过大,一般取3°~5°。后角可稍大些,α=8°~12°为宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。