



(1)阀杆类零件的材料 阀杆在阀门开启和关闭过程中,承受拉力、压力和力矩的作用,并与介质直接接触,与密封填料也有相对摩擦,所以要求阀杆具有一定的力学性能、耐腐蚀性能和抗磨损性能。
为了满足使用上的需要,首先要根据阀门的使用条件选用适当材料的阀杆,有的标准中已规定了与阀体材料相匹配的阀杆材料。常用的阀杆材料有:优质碳素结构钢、合金结构钢、铁素体不锈钢、奥氏体不锈钢、镍铜合金、耐热钢、双相不锈钢及低温钢等。
为了满足使用上的要求,还要对阀杆提出相应的技术要求。这些技术要求一般应包括硬度、强度、韧性和耐腐蚀性能等。
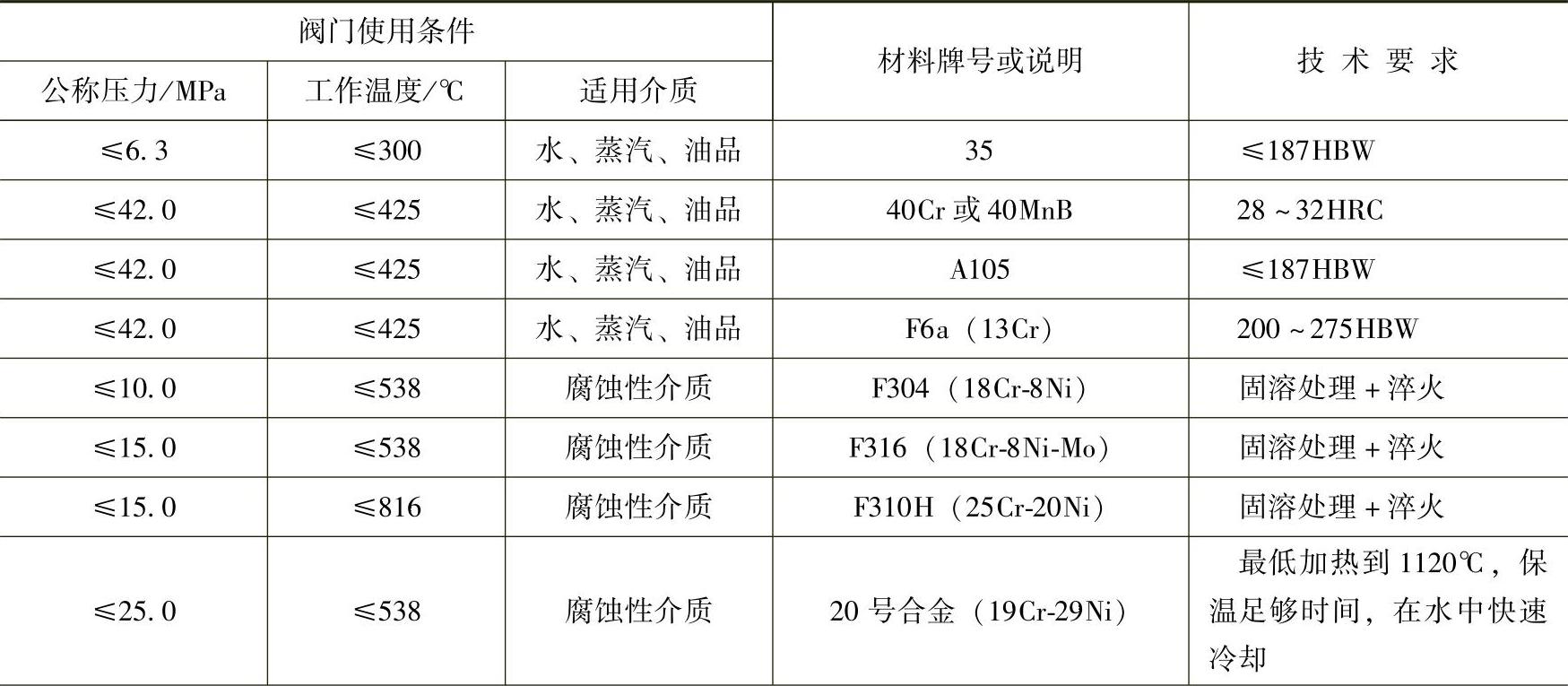
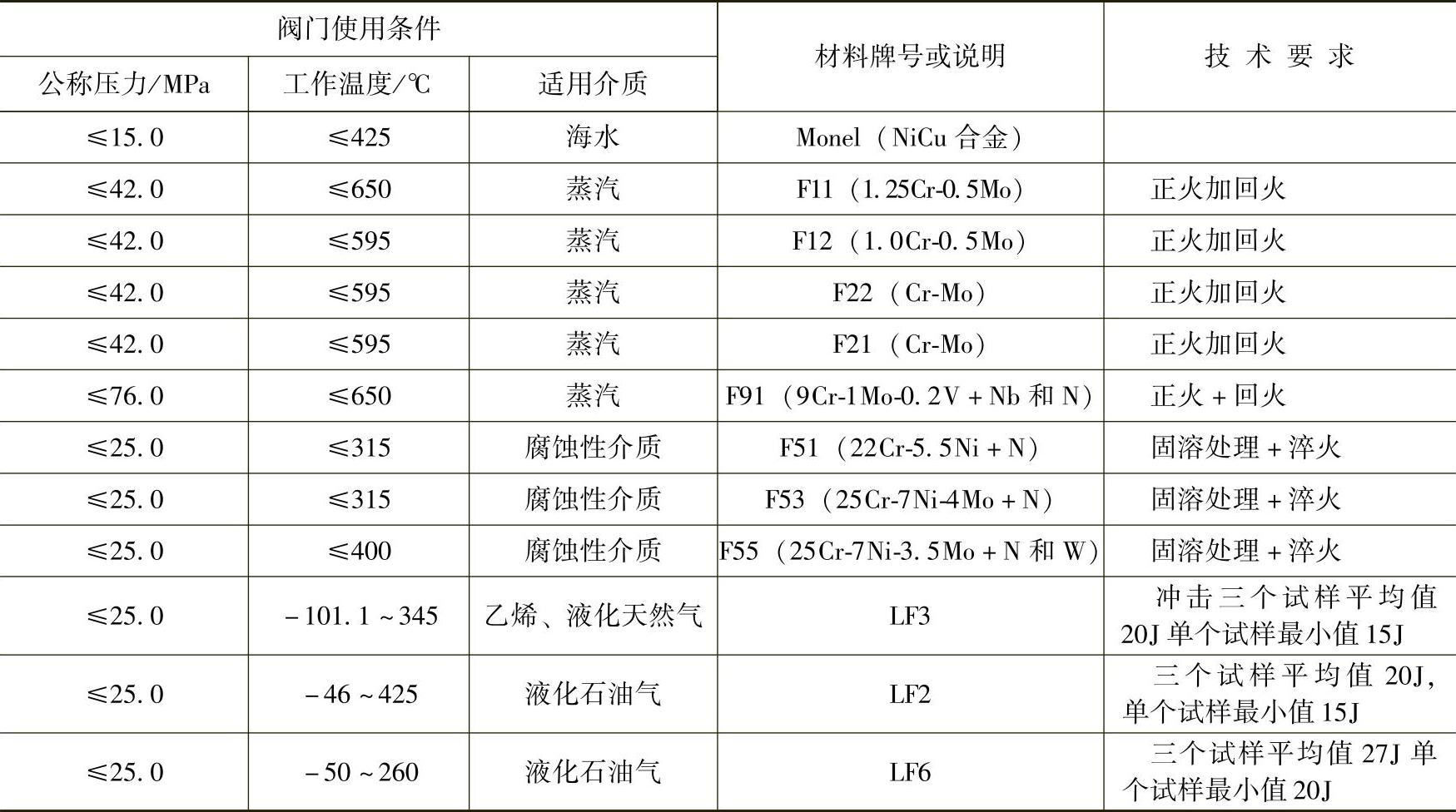
常用的阀杆材料和技术要求如表7⁃1所示。
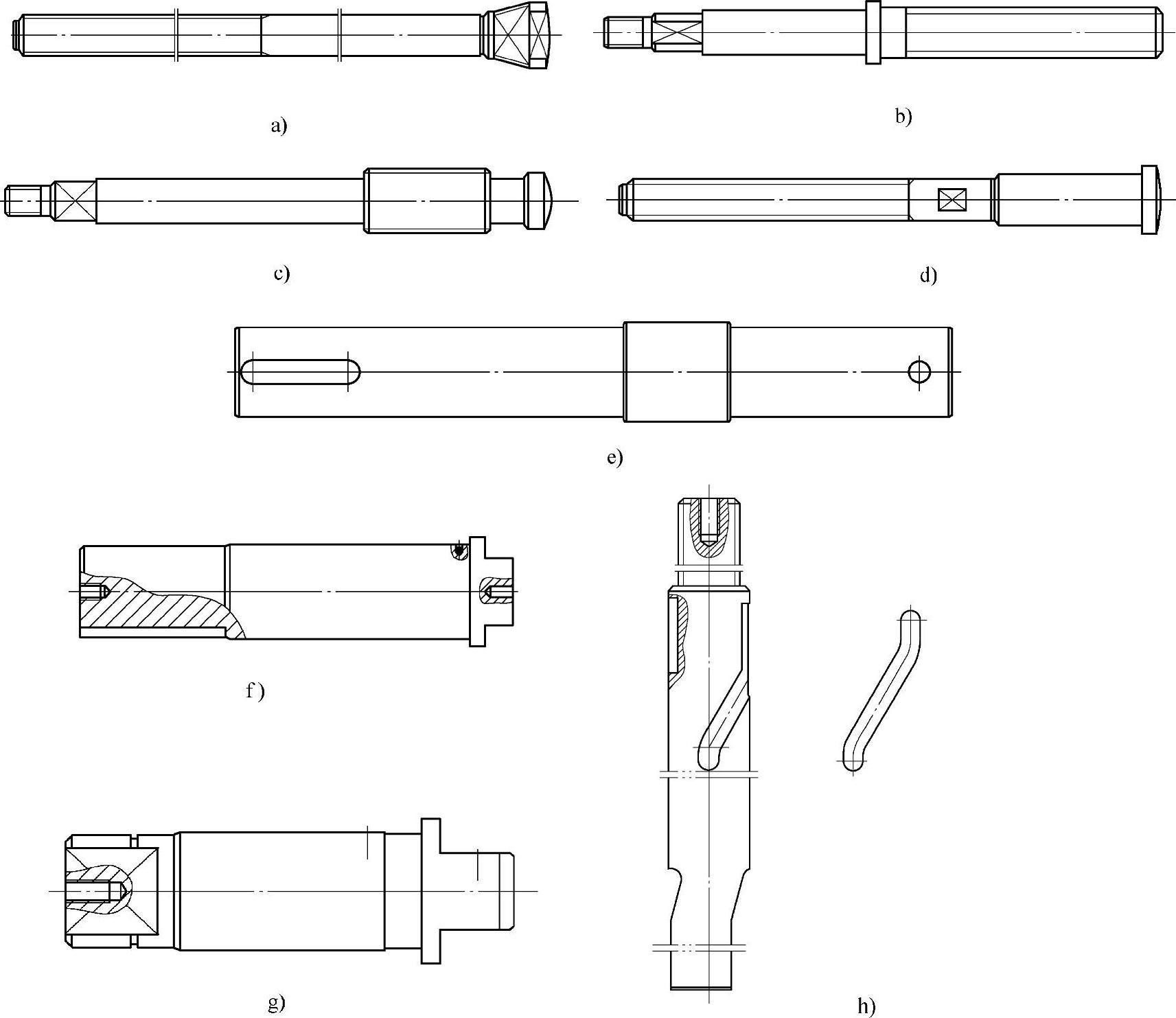
图7⁃1 阀杆的种类
a)升降杆闸阀阀杆 b)旋转杆闸阀阀杆 c)旋转升降杆截止阀阀杆 d)升降杆截止阀阀杆 e)蝶阀阀杆 f)固定球球阀阀杆 g)浮动球球阀阀杆 h)升降杆球阀阀杆
表7⁃1 常用阀杆材料及技术要求
(续)
(2)阀杆材料毛坯的热处理 编制阀杆材料毛坯的热处理工艺主要根据选用的材料及技术要求,此外还要考虑阀门的使用条件,以及氮化、镀镍磷处理等温度因素。例如,阀杆毛坯进行调质处理时所采用的回火温度应高于阀杆以后氮化、镀镍磷和阀门使用中所要承受的最高温度。
下面按材料不同简要介绍阀杆毛坯的热处理工艺。
1)35钢阀杆毛坯的正火。35钢阀杆毛坯无论是热轧还是锻拔料,在机械加工前最好进行正火。阀杆经过正火处理,由于重结晶使组织细化,从而提高了屈服强度;由于应力消除使阀杆尺寸稳定,从而减少了氮化处理等时效作用引起的变形。35钢的正火温度为860~900℃,保温一定时间,使奥氏体均匀化,然后出炉在空气中或以其他方式冷却。
2)40Cr钢阀杆毛坯的调质处理。为了使40Cr钢阀杆获得良好的综合力学性能,在阀杆进行机械加工前,要进行调质处理。如果40Cr阀杆毛坯为锻拔料,在锻造后还要进行正火处理。
40Cr阀杆毛坯的有效厚度较大时,一般指直径≥60mm,为了提高调质处理效果,改善表面质量,在调质处理前需要进行粗加工。有的阀杆外形特征是直径相差较大的阶梯轴,则更有粗加工的必要。
40Cr阀杆毛坯淬火加热温度一般采用830~860℃。用电阻炉加热时保温系数一般采用0.8~1min/mm。淬火冷却时,要尽量做到阀杆垂直淬入冷却剂,以减少工件的弯曲。冷却方法可按阀杆不同的有效厚度分别采用油冷、水淬油冷和水冷。
淬火后要及时进行回火。40Cr阀杆毛坯回火温度根据要求的硬度选择。当阀杆硬度要求在28~32HRC时,回火温度选用580~620℃。为了便于生产平衡,回火保温时间及装炉量可为淬火的两倍。为了克服回火脆性,回火用油冷。
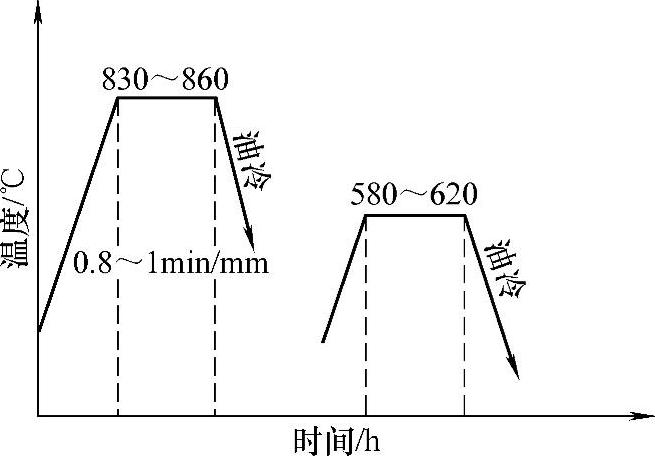
图7⁃240 Cr阀杆毛坯调质处理工艺曲线
40Cr阀杆毛坯调质处理工艺曲线如图7⁃2所示。
3)F6a钢阀杆毛坯的热处理。F6a钢属于马氏体型不锈钢。F6a钢阀杆毛坯的热处理包括锻造后退火和调质处理。
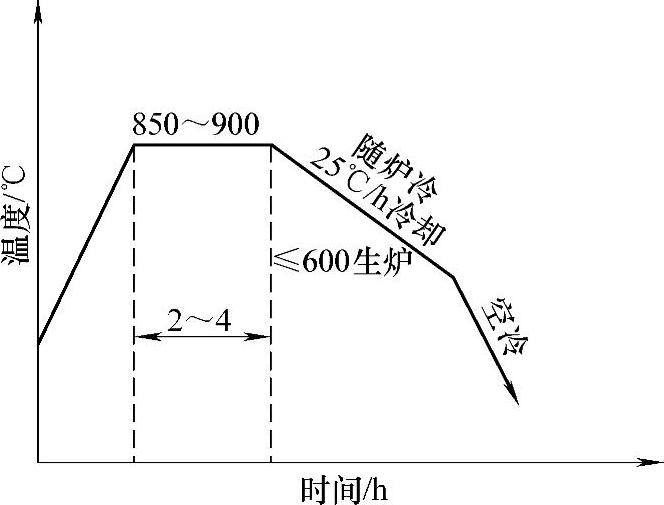
F6a阀杆锻造后要及时进行退火,这类钢由于含有大量铬,提高了过冷奥氏体的稳定性,使C曲线右移,锻造后在空气中冷却即可得到马氏体,无法进行切削加工。同时锻造后的应力也较大,很容易使锻件产生裂纹。因此为了消除应力,降低硬度,防止产生裂纹,改善切削加工性能,并为以后调质处理作好组织准备,在锻造后要进行软化处理。F6a锻件软化处理方法通常有两种:一种是高温回火,对F6a钢应称为不完全退火,因为加热温度高于该钢的Ac1点。将锻件加热至700~800℃,保温2~6h空冷,硬度可降至170~200HBW;一种是退火,将锻件加热至850~900℃,保温2~4h后,以小于25℃/h的速度冷至600℃出炉空冷,F6a钢的硬度可降至170HBW以下。其工艺曲线如图7⁃3所示。
F6a锻件在锻造过程中容易产生脱碳、折叠、微裂等表面缺陷,并往导致淬火后产生软点、裂纹等缺陷,而影响锻件质量,所以在退火后对F6a锻件需要进行粗加工。当阀杆锻造毛坯直径较小且表面质量较好时,也可以不进行粗加工。
F6a阀杆毛坯尚需进行调质处理。其目的在于获得良好的综合力学性能和耐腐蚀性能,从而满足使用上的需要。
 (https://www.xing528.com)
(https://www.xing528.com)
图7⁃3 F6a阀杆毛坯退火工艺曲线
F6a钢的淬火温度以1000~1050℃为宜。淬火后的组织为马氏体+铁素体,硬度为43HRC左右。若加热温度过低,当低于950℃时,则碳化铬(主要为Cr23C6)不能充分熔解,这既不利于力学性能的改善,也不利于耐腐蚀性能的提高。若加热温度过高,当高于1200℃时,将出现较多的铁素体,容易使组织过热,淬火后造成马氏体组织粗大,使冲击韧性显著降低。这时即使随后提高回火温度,冲击韧性也不能得到改善。
F6a钢导热性差,所以F6a阀杆淬火加热速度要缓慢,或者经过预热。预热还可以适当地减少在淬火温度下的保温时间。保温时间要充分,使碳化物能充分溶解。保温时间主要决定于阀杆毛坯的有效厚度及装炉量。保温系数一般可采用每30mm保温90min(空气炉)。F6a钢临界冷却速度较低,淬透性极好,所以F6a阀杆淬火冷却可采用油冷,也可采用空冷。
F6a钢淬火后所能达到的硬度主要受钢中含碳量质量分数影响,碳含量的质量分数越高,则淬火后的硬度也越高。而钢中的含铬量的质量分数对淬火后硬度的影响与碳相反,并且不如碳明显。
淬火后要及时进行回火,一般间隔不得超过48h,以防止造成F6a阀杆开裂。回火加热温度主要依据技术要求来确定。F6a阀杆当硬度要求为240~280HBW时,回火温度一般采用700~790℃。回火保温时间要适当选择,否则要影响到回火后的硬度,即随着回火保温时间的加长而硬度下降,这种影响在700℃以下回火更为明显。因F6a钢有回火脆性,所以回火用油冷。关于F6a钢回火温度对回火后性能影响的试验研究结果表明,F6a钢淬火以后,用400~510℃温度范围进行回火,钢的冲击韧性差;用510~550℃温度范围进行回火,钢的回火稳定性差,即回火温度稍有提高,则回火后硬度大幅度下降;用550~600℃温度范围进行回火,钢的耐腐蚀性显著降低。这些情况在确定F6a钢阀杆技术要求及编制调质处理工艺时都应给予充分的注意,以充分发挥F6a钢的潜力。
F6a阀杆毛坯调质工艺曲线如图7⁃4所示。
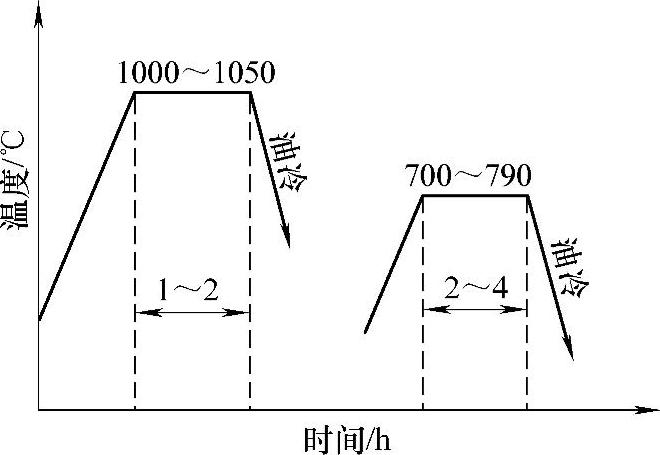
图7⁃4 F6a阀杆毛坯调质工艺曲线
F6a阀杆调质处理后获得回火索氏体组织。它不仅具有良好的综合力学性能,而且具有较好的耐腐蚀性能。
4)奥氏体不锈钢阀杆毛坯的热处理。F304、F310H、F316钢阀杆毛坯为了消除晶间腐蚀倾向要进行最低奥氏体化/固溶化处理。
F304、F310H、F316阀杆毛坯一律要进行固熔处理+淬火,其最低奥氏体化/固熔化温度为1040℃,淬火温度低于260℃。
对于F304、F310H、F316阀杆毛坯应锻制成尽量接近于零件的形状和尺寸。
F304、F310H、F316阀杆热处理工艺曲线如图7⁃5所示。
5)低合金钢阀杆毛坯的热处理。低合金钢作阀杆材料大多属于Cr⁃Mo钢。淬火加热时,一部分钼的碳化物不溶入奥氏体,减少钢的过热倾向,提高钢的强度而不显著降低塑性;一部分钼溶入奥氏体中,提高了铬钢的淬透性,增加了回火稳定性、消除回火脆性。42CrMo的淬透性高于40Cr,其油淬临界直径为30~45mm,具有较好的高温强度与组织稳定性,也制造在500℃以下长期工作的阀杆。
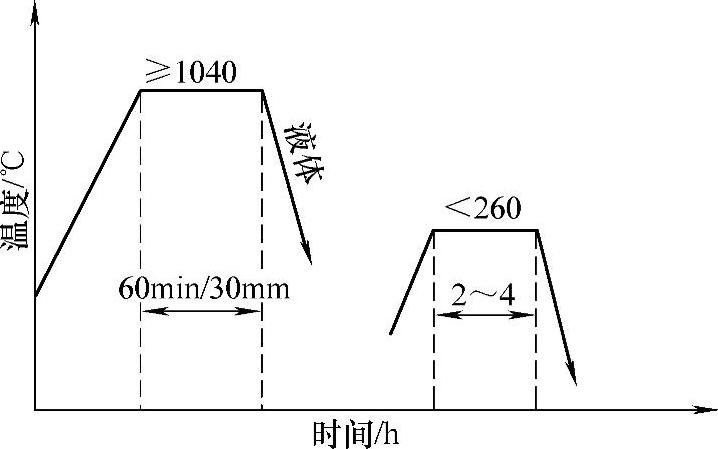
图7⁃5 F304、F310H、F316阀杆毛坯热处理工艺曲线
F11、F12、F21、F22属低合金钢。作为阀杆材料一般应锻制成尽量接近于阀杆的形状和尺寸。锻后进行退火处理,然后进行正火加回火即可。F11、F12、F22的最低退火温度为900℃,F21的最低退火温度为955℃,冷却方式为炉冷;F11、F12的正火温度为最低900℃,空冷,最低回火温度为620℃;F21的最低正火温度为955℃,空冷,最低回火温度为675℃;F22的最低正火温度为900℃,空冷,最低回火温度为675℃;
F91属于9Cr1MoVNbN钢,锻件只进行正火加回火,其正火温度为1040~1080℃,空冷,回火温度为730~800℃。
低合金钢的保温时间要足够,使足够的碳化物溶于奥氏体中,并使之均匀化。在盐炉中加热时,一般为0.3~0.5min/mm,在空气电阻炉中加热时为1.2~1.5min/mm。保温时间还与炉型、加热温度、加热方式及装炉量等因素有关,准确的保温时间应经过计算。
6)双向钢阀杆毛坯的热处理。F51、F53、F55属于铁素体—奥氏体双相不锈钢。作阀杆材料,应锻制成尽量接近于阀杆的形状和尺寸。其热处理类型为固熔处理加淬火。F51的最低固熔化处理温度为1020℃。冷却方式为液冷,淬火温度低于260℃;F53的最低固溶化处理温度为1025℃,冷却方式为液冷,淬火温度低于260℃;F55的固熔处理温度为1100~1140℃,冷却方式为液体,淬火温度低于260℃。
7)低温钢阀杆毛坯的热处理。LF2、LF3、LF6属于要求冲击韧性试验的低温阀用阀杆锻件材料,所有钢种都应按正火状态、正火加回火状态、淬火加回火状态供货。
①正火。将锻件加热到组织能转变成奥氏体组织的温度,一般在860~920℃,保温足够时间,使温度完全均匀,然后在静止空气均匀冷却。
②正火加回火。在正火之后,紧接着重新加热到最低590℃,然后保温,每25mm最大厚度至少保温30min,且保温时间不少于30min,最后在静止空气中冷却。
③淬火加回火。淬火过程可以是先将锻件完全奥氏体化,然后在适当的液体介质中冷却;也可以采用多步过程进行,即先将锻件完全奥氏体化,并快速冷却,再重新加热以使其部分重新奥氏体化,然后再在适当的液体介质中冷却。所有淬火后的锻件都应进行回火处理,重新加热到590℃,并进行保温,每25mm厚度至少保温30min,且保温时间不少于30min,最后在静止空气中冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。