



1.阀门零件工艺规程典型化的意义
阀门产品的品种繁多、公称压力、公称尺寸相差很大(公称压力小到真空、大到几百MPa和超高压;公称尺寸小至1mm,大至几米),零件材料的种类也很多,加之各阀门生产企业的生产条件和工艺人员的经验和习惯的不同,因此,阀门零件的加工过程也千差万别,即使是同一个阀门零件,在生产条件大体相同的两个企业里的工艺过程往往也有较大的差别,所花费的劳动量和取得的技术经济效果也不一样,这里就存在着一个合理的工艺过程的问题。
合理的工艺过程不仅能保证产品的质量,还能提高劳动生产率并降低产品成本。编制合理的工艺规程是一项比较复杂的工作。因为除了要在满足产品图样和标准要求的前提下,确定毛坯种类、加工方法及选用设备和工艺装备外,还要作多种工艺方案的分析对比。此外,编制的工艺规程是否合理往往取决于工艺人员的技术水平和经验。
由于阀门零件的结构、形状及其工艺过程具有明显的相似性,阀门零件的数量也不多(一台阀门的主要零件不过十余种),这是实现阀门零件工艺规程典型化的有利条件。
我国阀门制造业在长期的生产实践中积累了丰富的经验。现代阀门生产技术的迅速发展创造了许多高效率的加工方法、数控机床、加工中心、专用设备及工艺装备。因此,全面地分析各种阀门零件的工艺过程,系统地总结其共同性,把广大工人和科技人员的宝贵经验及现代生产技术包括进去,不断创新,将其典型化,就可能在生产中采用较高生产率的加工方法,并可能获得最佳的经济效益。
工艺规程的典型化是将阀门零件依其工艺过程的相似性、形状、尺寸和毛坯种类进行分组、分类,然后对每种类型的零件典型的工艺规程。如闸阀阀体、截止阀阀体、三体式球阀的中体和左右体、蝶阀阀体等零件,形状相似,只是尺寸大小不同,各种类型的阀体就可编制出典型的工艺规程。
同类型零件具有基本相似的工艺过程,即有着基本相同的加工方法,工序顺序和采用同一类型与规格的设备及工艺装备和刀具等。同类型零件可以在零件细小的结构上有某些差异,因此,也可增加或减少某些工序,但同一类型零件的工艺过程特征则应该是一致的。例如,有些框梁式阀盖小端有油杯孔、较大固定球三体式球阀的阀体上有注脂孔、排气孔,则可增加钻、攻油杯孔或注脂孔,排气孔的工序。但是所有同类型的框梁式阀盖和三体式固定球球阀阀体主要工序的顺序、采用的机床和工艺装备的类型却是一致的。
典型工艺规程可以作为工艺人员编制具体零件的工艺规程的依据,从而能够缩短生产技术准备工作的周期和保证工艺规程的质量。此外,工艺规程的典型化还可以为工艺装备的通用化、系列化、标准化以及组织同类型零件的加工流水线,为采用数控机床、加工中心及高效专用设备创造有利的条件。实践证明,在单件、小批生产时,典型工艺规程也能直接应用于生产现场起指导生产的作用。
2.阀门零件的分类
编制典型工艺规程必须事先对阀门零件进行分类。
(1)零件的分类原则 任何机械零件的形体都是由若干个表面(平面、圆柱面、圆锥面、球面、曲面等)所构成。不同形状和不同相互位置的表面,组合成为各种零件不同的外形轮廓。各种相同形状表面的加工方法一般是相同的。例如,外圆柱表面通常采用车削或磨削的加工方法来加工;内圆柱表面通常采用镗(车床镗或镗床镗)、钻、扩、铰和磨削等加工方法来获得。因此,就有一种按零件的主要加工表面的形状来进行分类的原则。
这种分类原则在实际应用中有很大的局限性,它仅适合于表面较少的形状简单的零件。实际上,很多零件是由多种表面组合起来的。这些形状较复杂的零件即使具有一些相同形状的表面,但由于其他表面的影响而往往不能采用同一种加工方法。零件的工艺过程、机床、工艺装备等也不相似。
为了合理地进行零件分类,首先应分析决定零件工艺过程究竟有哪些因素。除去生产批量等因素外,决定零件工艺过程的有如下一些零件自身的特征:
1)零件的几何形状。
2)零件的外形尺寸。
3)需要加工的表面及加工表面的形状。
4)被加工表面的尺寸精度和表面粗糙度。
5)零件的材料及热处理方式。
6)是否需要焊接及焊后是否需要热处理。
上述特征决定了零件毛坯的种类、工序顺序、工序内容以及使用的机床和工艺装备及量具等。
假如把这些特征相似的零件组合在一起,那么,这些零件的毛坯种类和工艺过程也应该是相似的。这就可能把解决某一具体零件的工艺问题的方法推广到组合中的其他零件。也就是说,如果零件的这些特征具有共同性,则可采用同一种工艺规程——典型工艺规程进行加工。
同类零件要具有相似的几何形状、零件的几何形状是选择毛坯种类和加工方法的主要依据,并往决定了零件的工艺路线。按照零件的几何形状进行分类以后,便于再根据别的零件特征把同类零件划分为组及型。
综上所述,可以得出如下结论:“类”是由那些主要的工艺规程具有共同特征的零件的组合。零件的几何形状和由其所决定的工艺过程的特征是零件的分类原则。
(2)阀门零件类、组、型的划分 阀门零件中有的是阀门产品所专用的零件(如阀体、阀盖、闸板、蝶板、阀瓣、球体等);有的是一般的机械零件(如齿轮、键、销、螺栓、螺母、填料压板、填料压套、活节螺栓、填料等)。这里仅介绍阀门专用零件的分类。(https://www.xing528.com)
阀门的零件通常是根据该零件在阀门上的用途或零件的形状来命名的。一般名称相同的零件在阀门上的功用相同,形状近似,其主要的工艺问题也具有共同性。因此,按照具体零件的几何形状、工艺过程特征的分类原则,有的阀门零件则可依其零件名称来进行分类。如果把像阀体这样的零件分成一类,就可能更有效地解决这类零件的某些共同的工艺问题,例如:法兰的加工、密封面的研磨、壳体试验等。
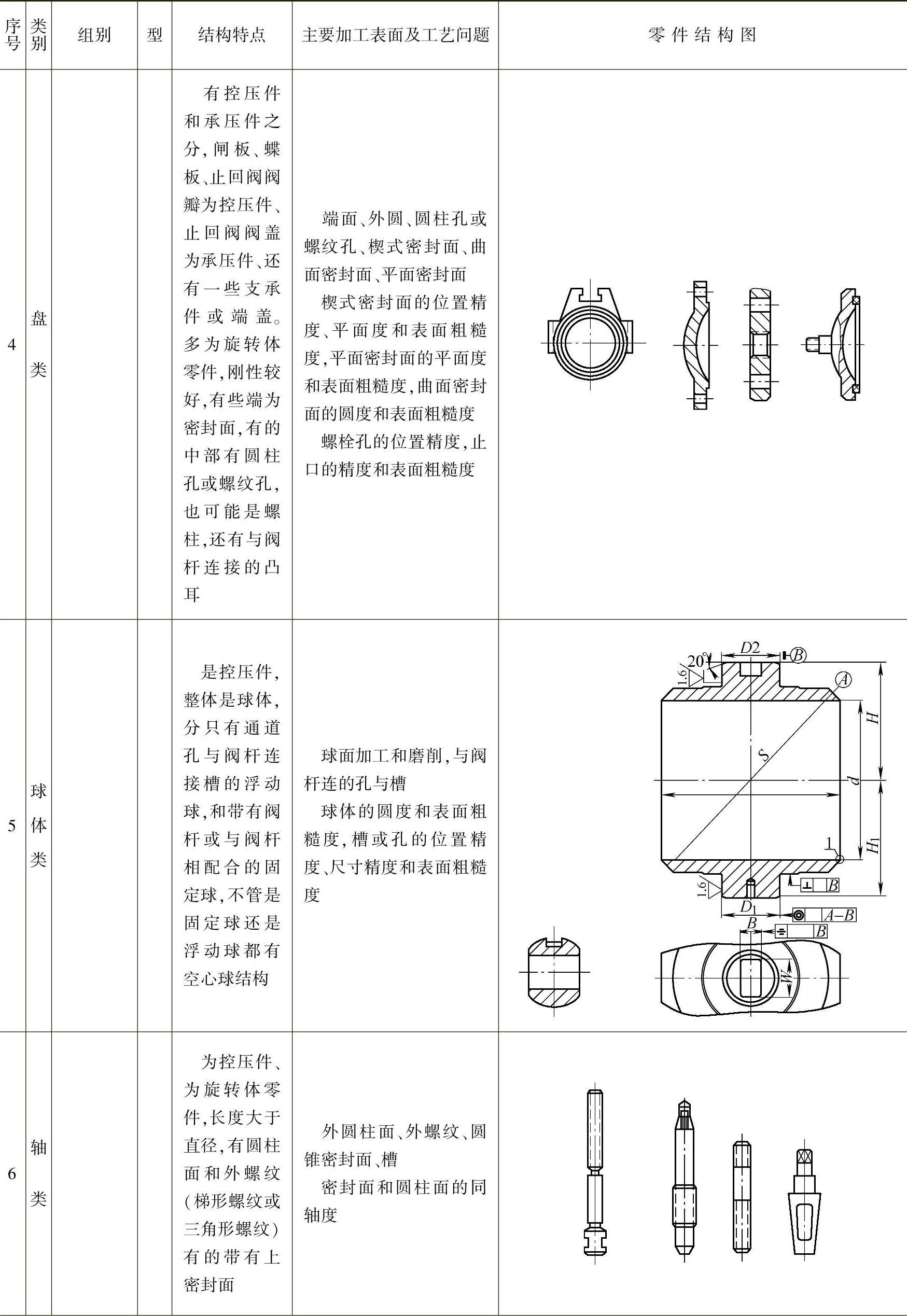
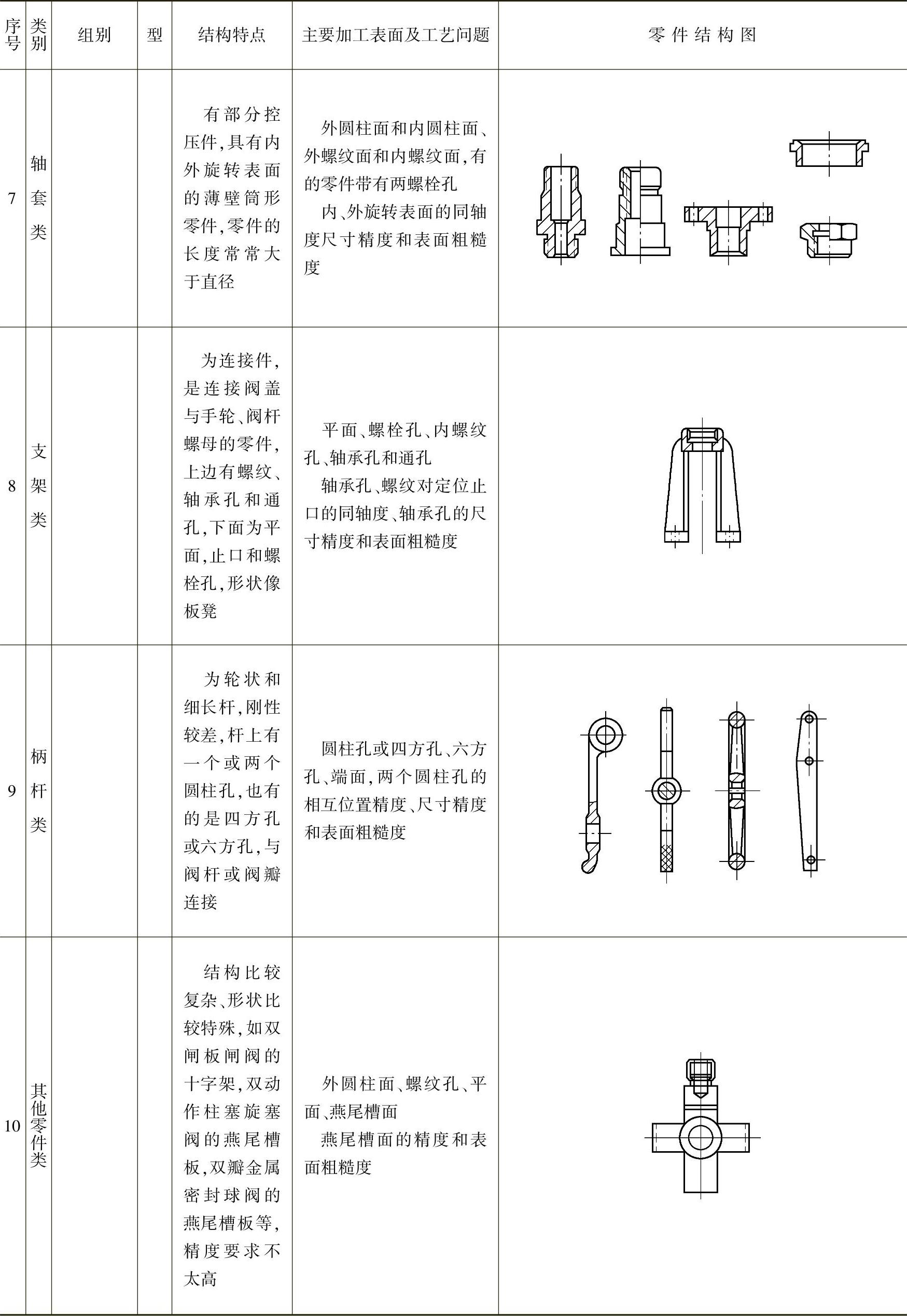
根据上述情况,阀门的零件可以分为以下十类:阀体类、阀盖类、支架类、阀瓣类、球体类、盘类、轴类、套类、柄杆类和其他零件类(见表6⁃1)。
“类”是阀门零件的粗略组合。同类零件的几何形状、加工表面的形状及由其所决定的工艺过程特征仍然有相当的差异,所以难于编制典型工艺规程。这样,就有必要把同类零件再划分成“组”。
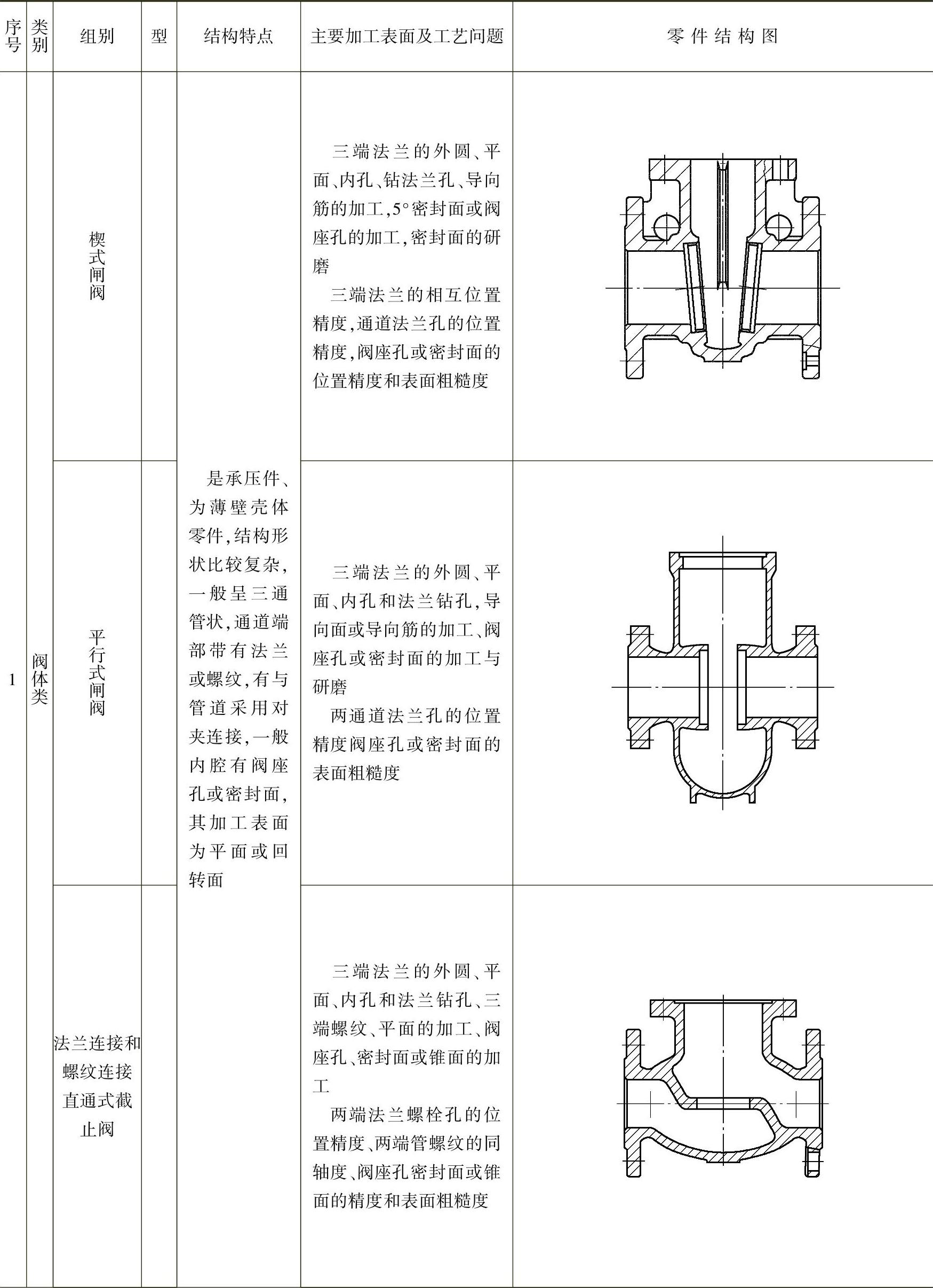
“组”是几何形状、加工表面形状及工艺过程特征具有更大的共同性的那些零件的组合。例如,阀体类零件的第一组为法兰直通式阀体,该组零件具有法兰结构。无论是闸阀、截止阀、止回阀或调节阀阀体,其几何形状都很近似,需要加工的表面及加工表面的形状大致相同,它们的工艺过程也具有更大的相似性。
表6⁃1 阀门零件分类表
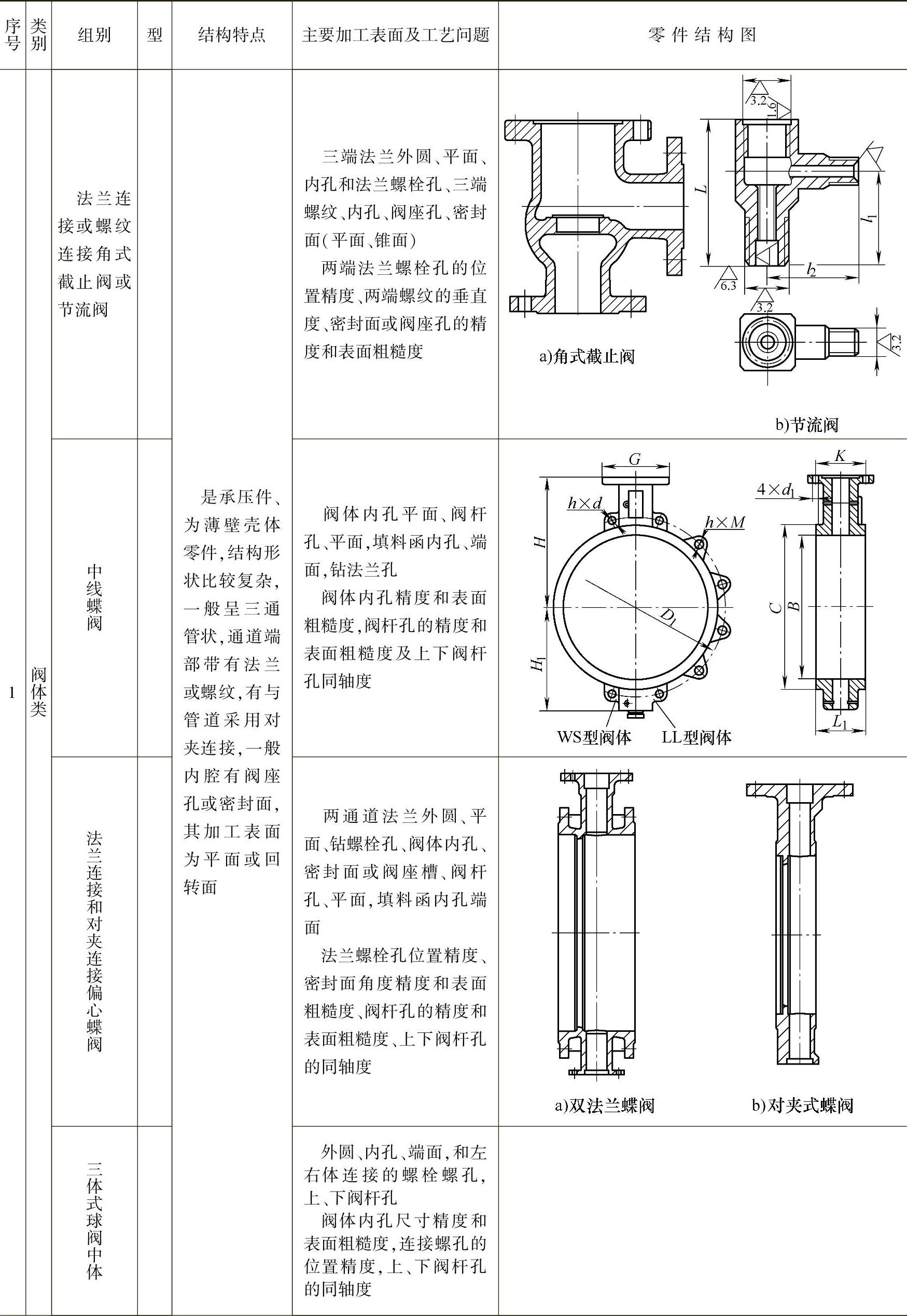
(续)
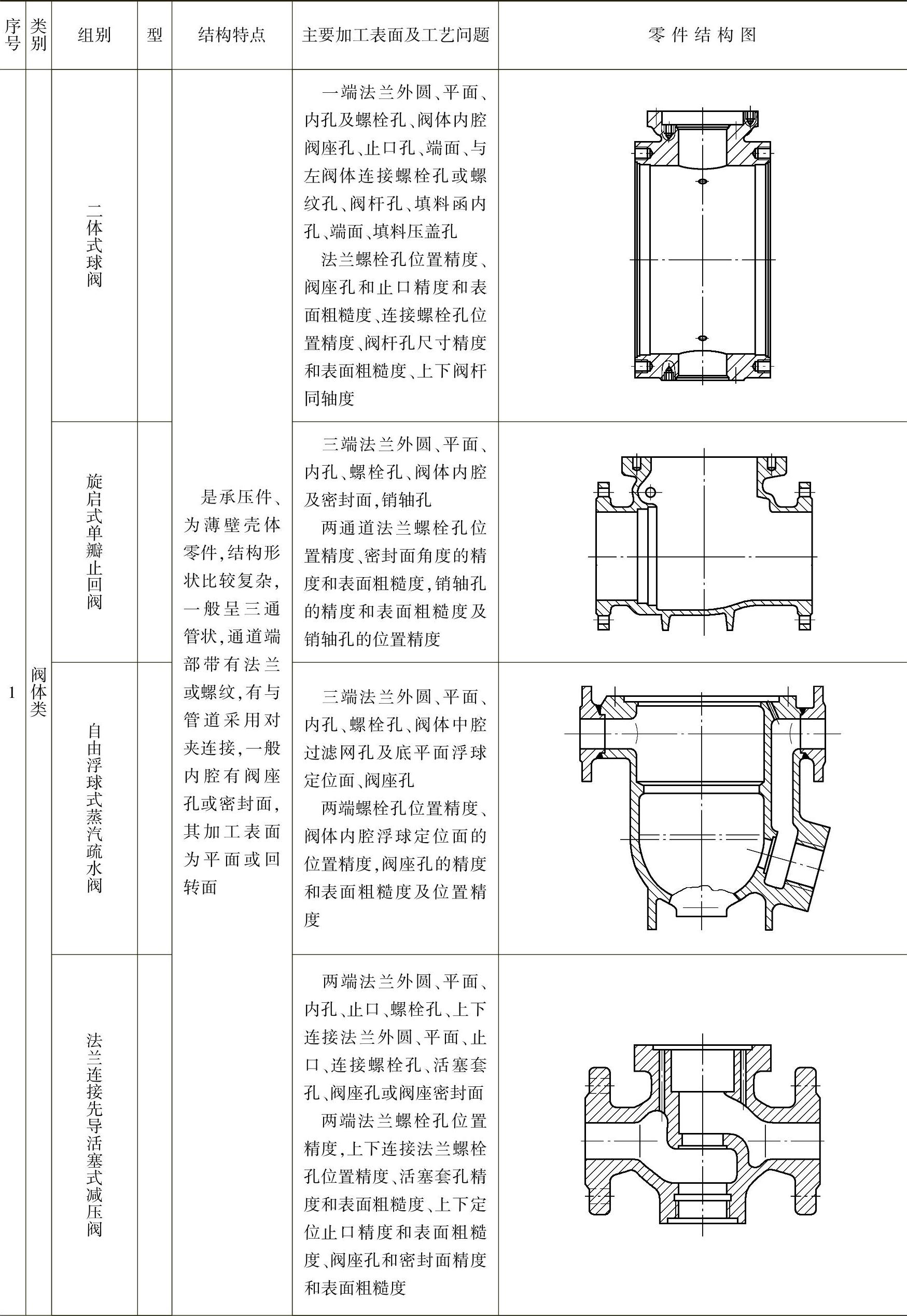
(续)
(续)
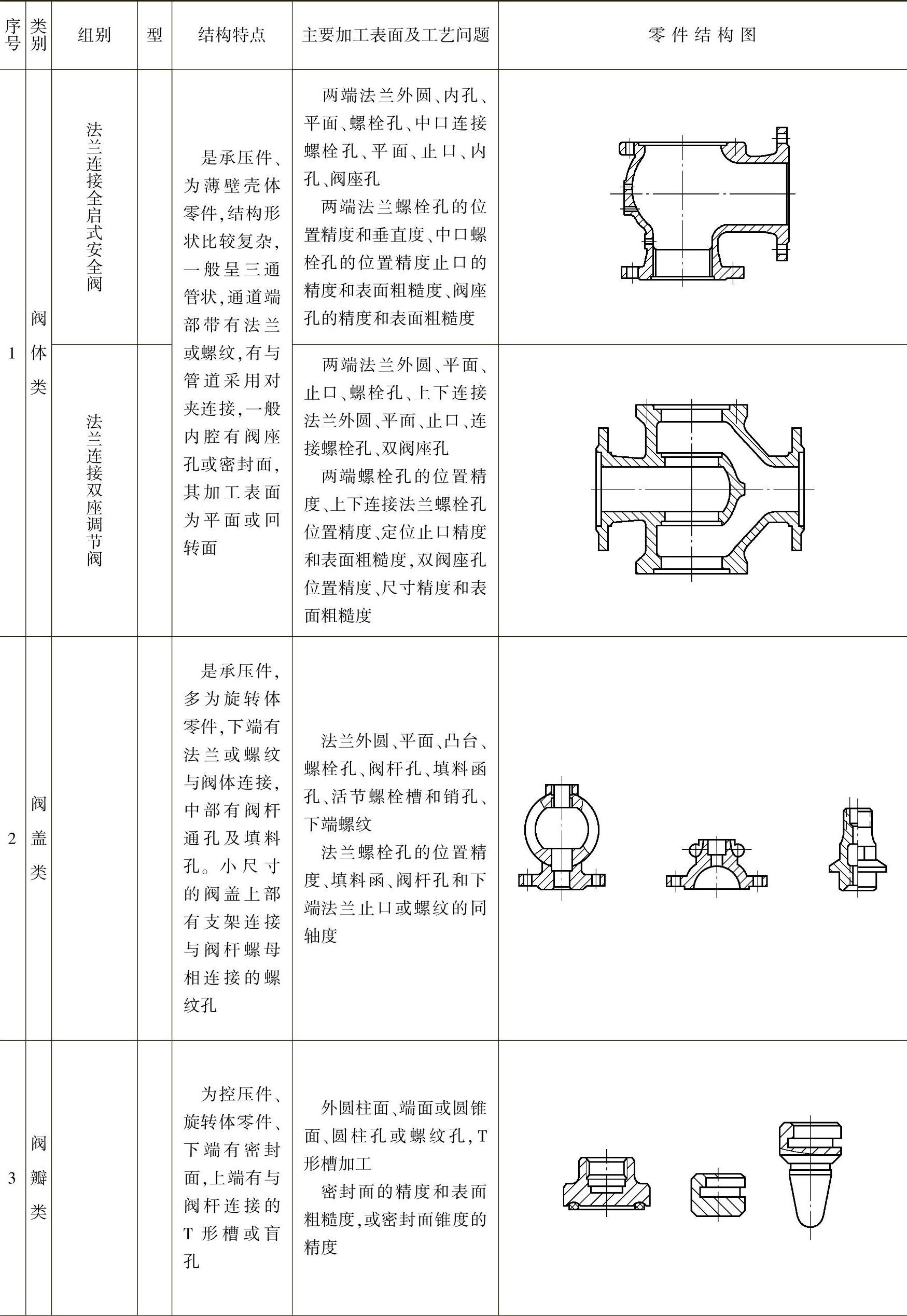
(续)
(续)
对于大多数阀门零件来说,要编制它们的典型工艺规程,划分成“组”是不够的,还必须把同组的零件再划分为“型”。
同型零件的毛坯种类、主要表面的加工精度和表面粗糙度等大体相同,其外形尺寸也要在一定范围之内。这个尺寸范围是由使用的机床规格所决定的。例如,DN50~100mm的法兰连接直通式铸钢闸阀阀体是同型零件,可在C6163型卧式车床上,使用可换定位件的同一个花盘、夹具来加工该类型任一零件的端法兰,而DN125mm以上的阀体就不能在该机床上加工,因此属于另一类型的零件。
总之,阀门零件按上述分类原则来划分类、组、型是比较合理的。任何一种阀门零件将很快地划分到它所归属的类、组、型中,而不会产生模糊和划分不清的情况。划分为同类型的零件具有基本相似的工艺过程,并可以使用典型的工艺规程来进行加工。
3.编制典型工艺规程
零件分类后可对同型零件编制典型工艺规程。典型工艺规程是为同一型零件编制的,不是为某一具体零件编制的。同型零件的毛坯种类、加工方法、工序顺序,采用的机床和工艺装备及量具基本上是相同的。但有一些工艺装备如专用量规、尺寸刀具、专用刀具则是不同的。在典型工艺规程上必须反映清楚。
阀门生产企业常用的典型工艺规程为零件典型过程卡片。在单件小批生产中,这种卡片可以直接用来指导工人进行生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。