



数控加工技术的发展,特别是其可靠性的提高和成本的下降。已使单件小批生产过程的自动化取得与大批大量生产一样高的技术经济指标。
数控加工是将被加工零件按照规定的要求编制程序,将程序由计算机送入数控机床控制系统中的读数装置,读数装置将信号读出,经转换器将信号转换成脉冲,放大后送入伺服电动机(或步进电动机),通过伺服电动机驱动机床的工作台或刀具。此种控制方式称开环,如图5⁃7a所示;如果机床上装有传感器,传感器连续不断地监视刀具或工件(实际上是工作台)的位置;比较器把由传感器和计算机送来的信号进行比较,比较结果若有差值,再次被转换成脉冲,送入伺服电动机,直到刀具或工件的位置和计算机上所规定的位置完全吻合为止。这种控制方式称为闭环,如图5⁃7b所示。这样的计算机和自动控制系统就可完全代替人工操作,自动地加工出所需要的零件。
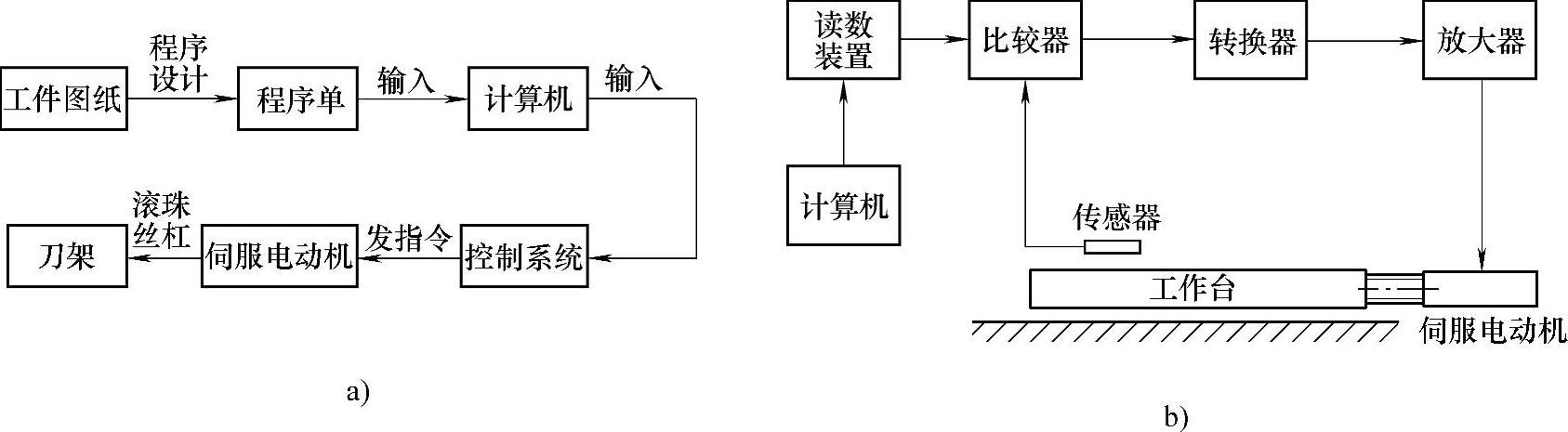
图5⁃7 数探机床方框图
a)开环控制 b)闭环控制
对于数控加工来说,当工件变更时,只需要调换穿带即可,不需作很多调整或更换。所以数控机床在更换加工零件时机床调整简单,尤其对小批生产形状复杂零件的高精度加工有特别显著的优点。
近年来数控机床发展非常迅速,随着电子工业和微型计算机的广泛应用,给机床的数控技术带来了很大发展。加工中心就是一种先进的数控机床。它把许多相关的分散工序集中起来,形成一个以工件为中心的多工序自动加工机床。加工中心通常具有几个坐标控制系统和自动换刀装置,刀具一般存放在可回转的刀库中,由计算机发出指令控制换刀。因此,对一个复杂零件,利用加工中心,可进行铣削、钻削、镗孔、铰孔及攻螺纹等工序,即可完成除基面外的全部加工。图5⁃8为卧式铣镗加工中心的外观图,图5⁃9为经济型立式加工中心外观图,图5⁃10为TH65125X125B/3型卧式铣镗去掉防护间的加工中心结构外观图。这种机床相当于一条自动线。不仅可减小占地面积,保证加工质量,提高加工效率,缩短生产周期,而且还可降低加工成本。
为适应鼓风机及航空航天等行业对大转矩高刚性的需求,为鼓风机及航空航天等行业的叶片、叶轮和阀门行业蝶型控制阀的蝶板的高精度复杂型面可采用五轴联动加工中心,如图5⁃11所示。
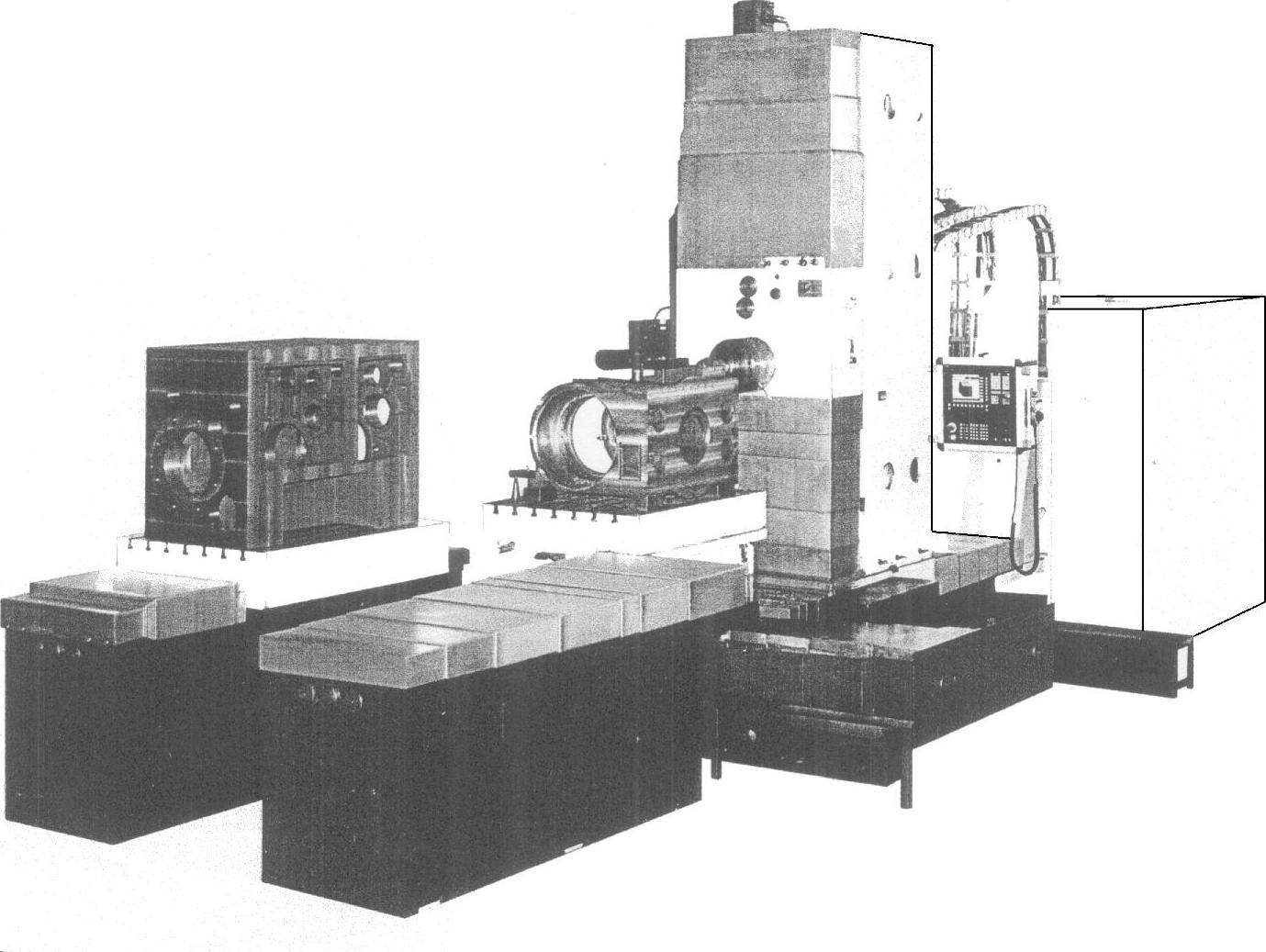
图5⁃8 卧式铣镗加工中心外观图(https://www.xing528.com)
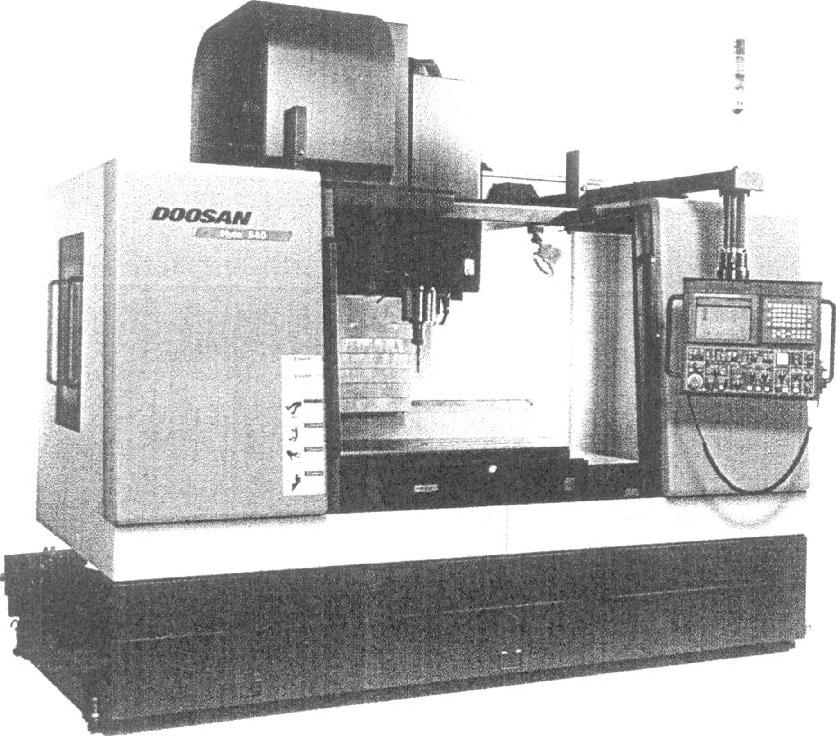
图5⁃9 经济型立式加工中心外观图
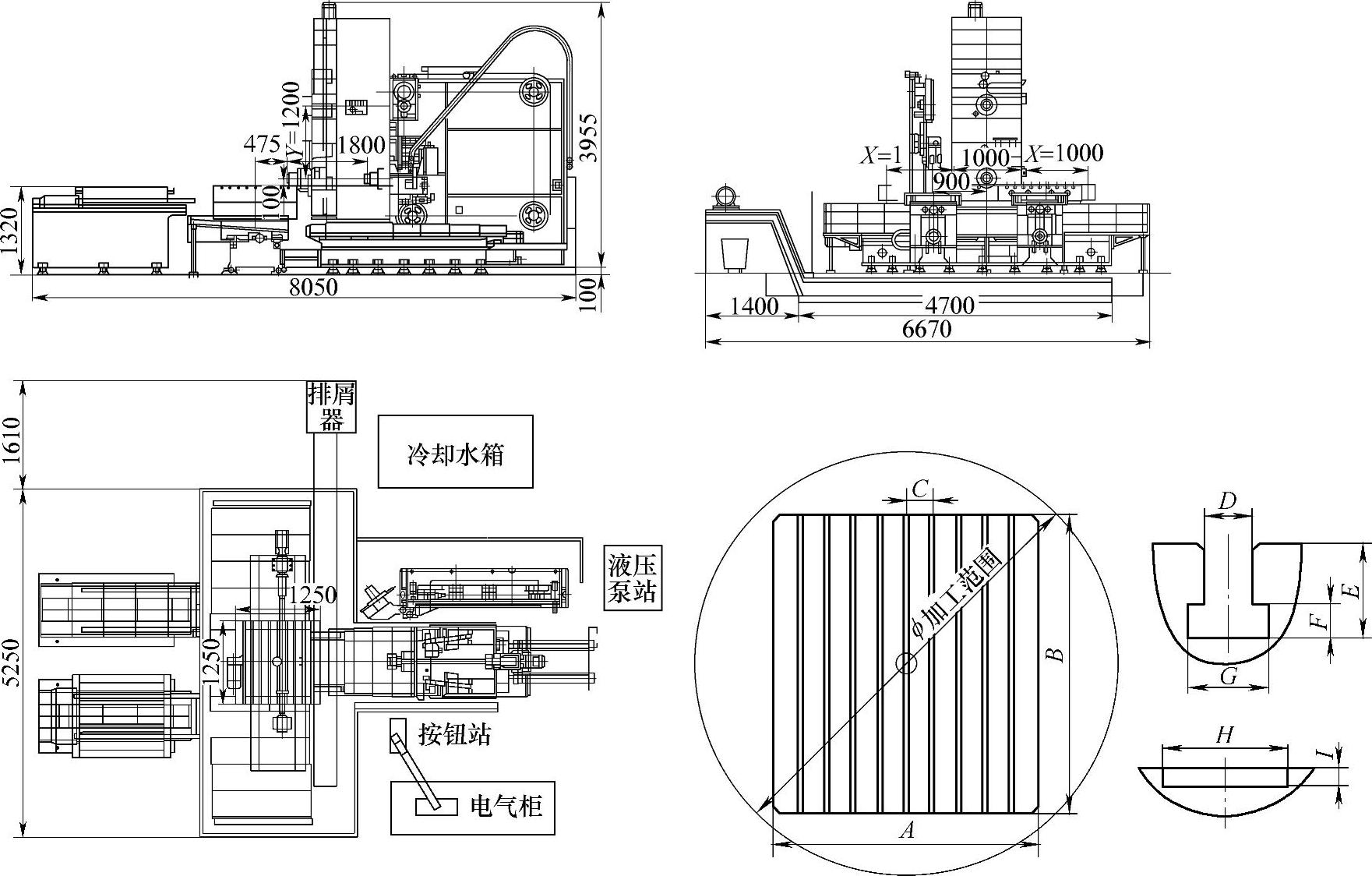
图5⁃10 TH65125X125B/3型卧式铣镗去掉防护间的加工中心结构外观图
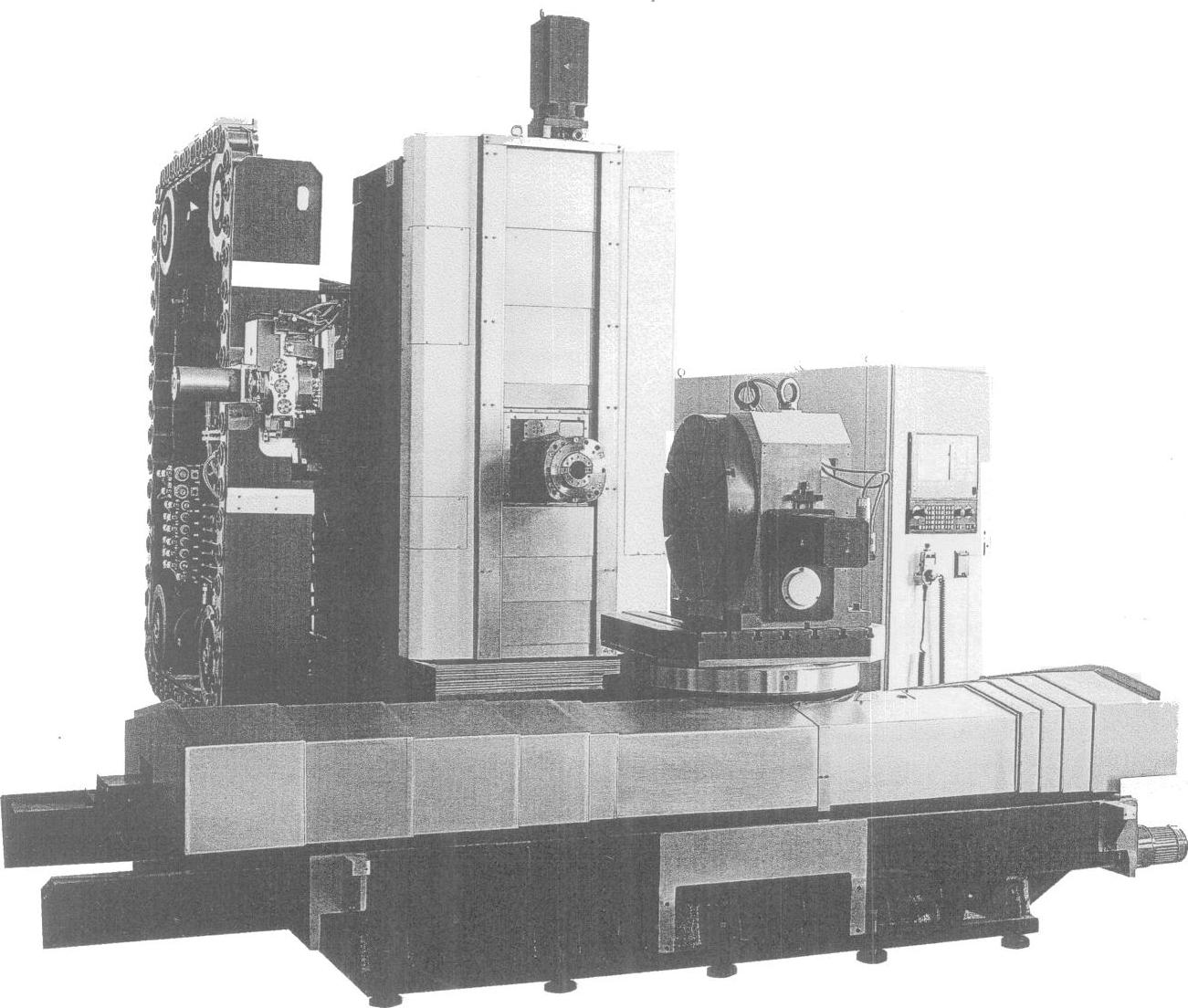
图5⁃11 HMC80u型卧式五轴加工中心
为了实现加工过程的最佳化,数控机床上应采用适应控制系统。适应控制是指能够按照事先确定的评定指标,自动改变加工系统的参数,并使之尽可能地接近预定目标,这样的系统称为适应控制系统。
适应控制的任务就是使加工过程始终处于最佳状态,数控加工中所确定的工艺参数,通常是根据以往的经验决定的。程序一旦编好,在加工过程中就不能改变了;然而实际的加工情况并不是完全与编程时所设想的一样,有许多事先不能确知的变化参数,估计大约有30种变量直接或间接地影响着切削过程,诸如毛坯加工余量不均匀,材料硬度不一致;刀具在切削过程中变钝,刀具几何参数发生变化;工件在切削过程中变形;以及热传导、润滑、冷却等。为了仍然使切削过程始终达到预定的最佳目标(可能是最高生产率、最低加工成本或最佳的加工精度等),机床就必须能根据变化了的情况自动校正加工系统的某些工艺参数,并使之尽可能地接近预定目标。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。