



【摘要】:一般小型零件如数量较大,可采用专用或通用自动机床加工。夹料槽4a、4b、4c及4d的滚动面设计成楔形,滚入的齿坯自动停止在夹料槽中,并发出信号。这种自动机制造周期短,成本低,更换加工零件时,调整容易。插销板式程序控制系统也可极为方便地调整出所需要的自动控制程序,使一般常用的自动机推广到批量更小的生产中去。当插销板式程序控制系统和半自动液压仿形系统结合起来使用时,小批量生产的自动化将具有更为广阔前景。
一般小型零件如数量较大,可采用专用或通用自动机床加工。图5⁃6所示为滚齿加工的自动化。上工序加工完的齿坯直接沿着供料槽7滚入交换轮5的夹料槽4a中。夹料槽4a、4b、4c及4d的滚动面设计成楔形,滚入的齿坯自动停止在夹料槽中,并发出信号。接着交换轮5沿箭头方向回转90°,夹料槽4a中的齿轮坯轴线从水平方向转换到垂直方向,滑枕6下降,齿轮坯9被装在定位心轴10上。液压夹紧装置3把零件夹紧。然后刀架1移动到加工位置,滚刀2开始切削。
滚切完后,滑枕6上升,交换轮又沿着箭头方向回转90°,滚切后的齿轮的轴线从垂直方向转换到水平方向,于是齿轮从夹料槽4c滚出,沿卸料槽8滚入下一工序。
当批量小时,可采用电液仿形和电气操纵的自动机。这种自动机制造周期短,成本低,更换加工零件时,调整容易。
插销板式程序控制系统也可极为方便地调整出所需要的自动控制程序,使一般常用的自动机推广到批量更小的生产中去。当插销板式程序控制系统和半自动液压仿形系统结合起来使用时,小批量生产的自动化将具有更为广阔前景。(https://www.xing528.com)
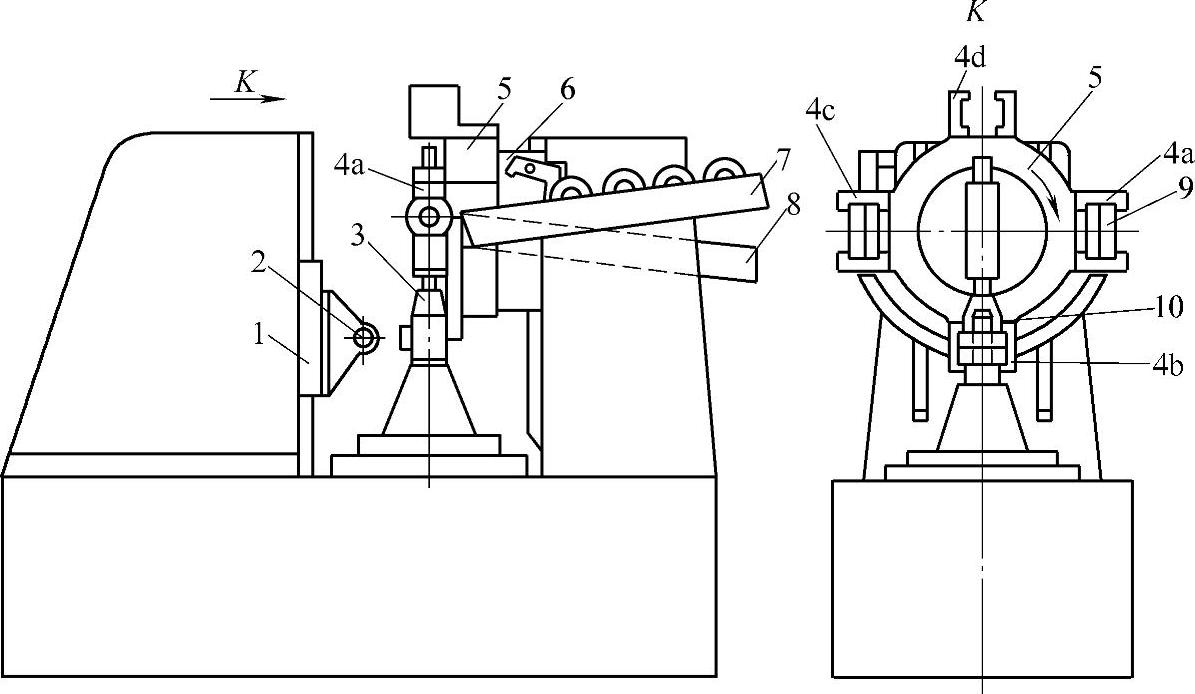
图5⁃6 滚齿自动化
1—刀架 2—滚刀 3—液压夹紧装置 4a、4b、4c、4d—夹料槽 5—交换轮 6—滑枕 7—供料槽 8—卸料槽 9—齿轮坯 10—定位心轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。