



随着基本时间的减少,辅助时间在单件时间中所占比重就越来越高,此时提高切削用量,对提高生产效率就不产生显著的效果。因此必须从缩减辅助时间着手。
1.直接缩减辅助时间
采用先进的高效夹具可减少零件的装卸时间。大批大量生产中,采用气动、液压驱动的夹具,不仅减轻了工人的劳动强度,而且大大地减少了零件的装夹时间。在中、小批生产中,可采用组合夹具,其经济效果也很好。如果采用成组加工工艺,对中、小批生产也可采用高效率的夹具和加工方法。
采用主动检验法可减少加工中的测量时间。主动检验装置能在加工过程中测量零件加工表面的实际尺寸,并根据测量结果控制机床进行自动调整。目前在磨床上应用较普遍。
另外,在各类机床上配备数字显示装置,它是以光栅等为检测元件,把零件在加工过程中的尺寸变化情况连续显示出来,并能直观地反映出刀具的位移量,节省了停机测量的辅助时间。
采用换刀夹缩短换刀时间。目前普遍采用预先调整好刀具直径或长度的挨刀夹,如图5⁃4所示,这种刀夹在工厂中都由专职人员事先调整好,连同工艺卡片一起送交机床操作人员,从而实现快速更换刀具。
2.间接缩减辅助时间
间接缩减辅助时间,即使辅助时间与基本时间重合,从而减少辅助时间。例如采用多工位连续加工,如图5⁃5所示,工件的装卸时间完全与基本时间相重合。
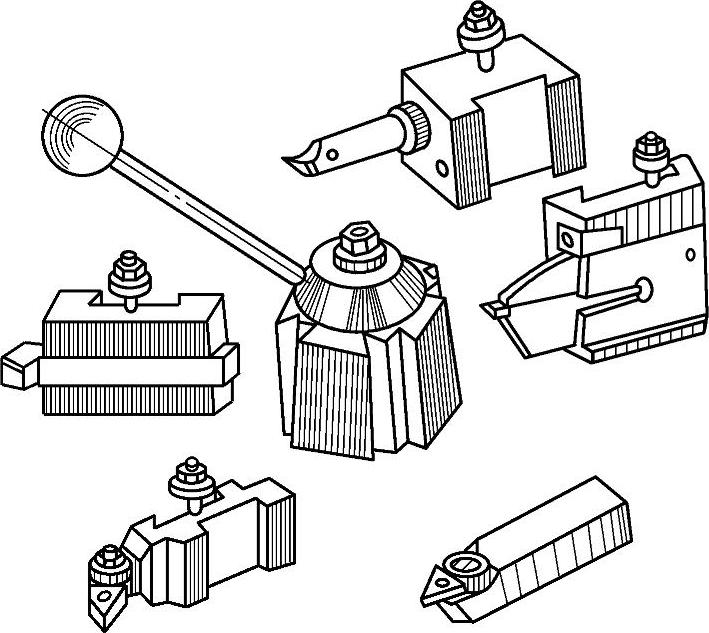
图5⁃4 快换刀夹(https://www.xing528.com)
又如采用转位夹具或回转工作台以及几根心轴(夹具)等,可在加工时间内对另一零件进行装卸。这样可使辅助时间中的装卸零件时间与基本时间重合。前面提到的主动检验或数字显示装置也能起到同样的作用。
3.缩减工作地服务时间
缩减工作地服务时间的主要方向是:缩减刀具小调整和每次更换刀具的时间;提高刀具或砂轮的耐用度。目的是使在一次刃磨和修整中可以加工更多的零件。
采用各种快换刀夹、自动换刀装置、刀具微调装置、专用对刀样板或对刀块等,减少刀具的调整、装卸、定位和夹紧等工作所需的时间。
采用高耐磨性的不重磨硬质合金刀片,可以大大地缩短刀片的装卸、对刀及刃磨时间。
4.缩短准备终结时间
成批生产中,除设法缩减安装刀具、调整机床等的时间外,应尽量扩大制造零件的批量,减少分摊到每个零件上的准备结束时间。中、小批生产中,由于批量小、品种多,准备结束时间在单件时间中占有较大比重,使生产率受到限制。因此,应设法使零件通用化和标准化,以增加被加工零件的批量,或采用成组技术。
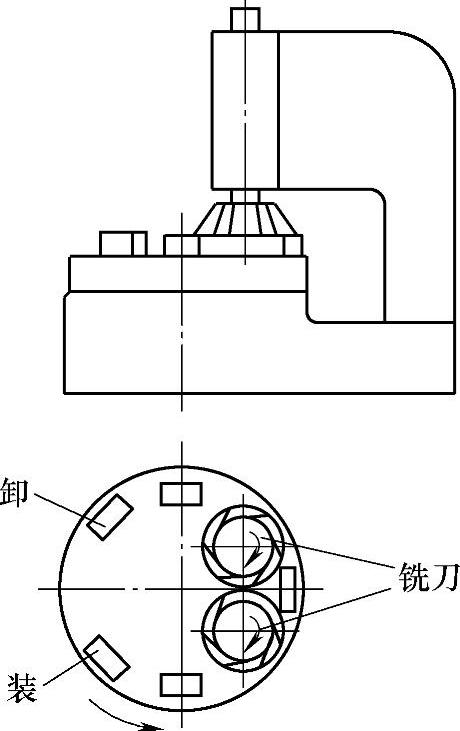
图5⁃5 装卸与基本时重合的连续加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。