



金属切削机床与其他机器一样,是按一定的精度要求来制成的。因此在工作时,也只能在一定的精度范围内完成必要的运动。
由于机床的制造有误差,因而也就造成零件加工的误差。产生这类误差的主要原因有下列几项:
1.机床床身、刀架、工作台等导轨的直线度
导轨的扭曲或弯曲都会影响工件的加工精度。例如,车床床身导轨的扭曲会引起刀架的偏移,如图3⁃5所示,从而造成工件的加工误差(直线度超差,柱度如产生锥度、细腰、腰鼓等)。要求得这种误差的数值,就必须计算出车刀在水平方向的偏移量,即
式中 y——车刀的位移(mm);
δ——床身导轨的扭曲变形量(mm);
H——中心高(mm);
B——导轨之间的距离(mm)。
因此,在床身导轨扭曲变形量为δ的地方,所加工出来的那一段工件直径将增大或减小2y。
大型机床的床身的弯曲对工件的加工精度也有很大影响。这种弯曲可能是床身安装得不正确或地基下沉所造成的。例如,大型的龙门刨床和龙门铣床,床身长度8~11m,因地基下沉而引起的弯曲变形量可达3~4mm。在床身弯曲的龙门刨床上加工时,如果工件是长而薄的,则工件被压紧在工作台上后,就具有和工作台相同的弯曲形状,如图3⁃6所示,加工后工件的厚度仍可保持正确。但是,若工件很厚,夹紧后不发生弯曲(或弯曲很小),则加工后工件各处的厚度将不一致。
图3⁃5 床身导轨的扭曲变形造成 加工零件的误差
图3⁃6 龙门刨床床身弯曲对加工精度的影响
此外还应注意,床身的扭曲和弯曲都会使刀架、溜板和导轨不能紧密贴合,因而使磨损增加,并成为加工时产生振动的原因之一。
2.机床主轴轴线与床身导轨的平行度或工作台台面的垂直度
在车床或外圆磨床上加工阀杆类零件时,如果床身导轨和主轴轴线在水平面内不平行,则工件上将产生锥度。如果在垂直平面内不平行,则造成的误差还不显著,如图3⁃7所示。
当车刀偏移量为h时,直径上的误差为
式中 D——当车刀和主轴轴线位于同一高度时所车出的直径。
但在转塔车床上加工时,往往把刀具装在垂直平面内,如图3⁃8所示。这时偏移量h是相当大的,就必须考虑其对加工精度的影响。
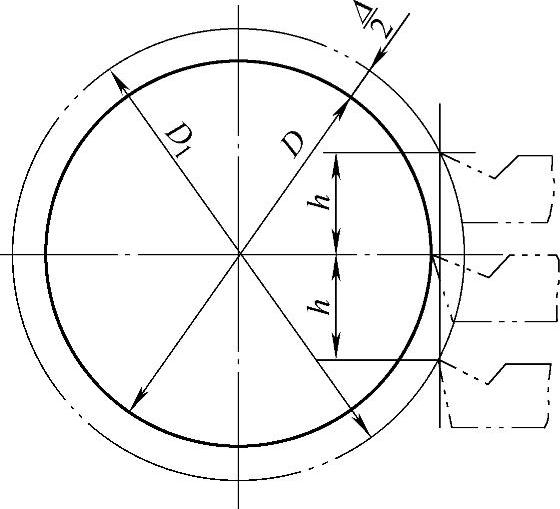
图3⁃7 车刀在加工表面切向内的偏移对精度的影响
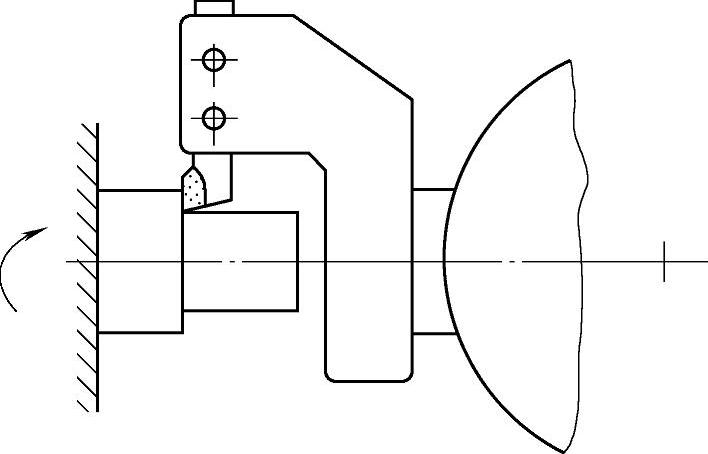
图3⁃8 在转塔车床上刀具安装在垂直平面里加工工件
在钻床上钻孔时,如果主轴轴线与工作台面不垂直,则加工出来的孔将和端面不垂直。
3.主轴及其支承的制造误差(轴颈的圆度、与轴承之间的间隙等)
车床主轴回转的准确性(即其回转轴线的位置是否改变),影响工件横截面上的几何形状精度(如圆度)。如果轴承是滑动的,则当载荷的大小及方向不变时,主轴轴颈在载荷作用下被压在轴承表面的一定位置上,如图3⁃9a所示。这时,主轴轴颈的圆度将传给工件。而轴承孔的圆度对加工精度没有直接的影响。
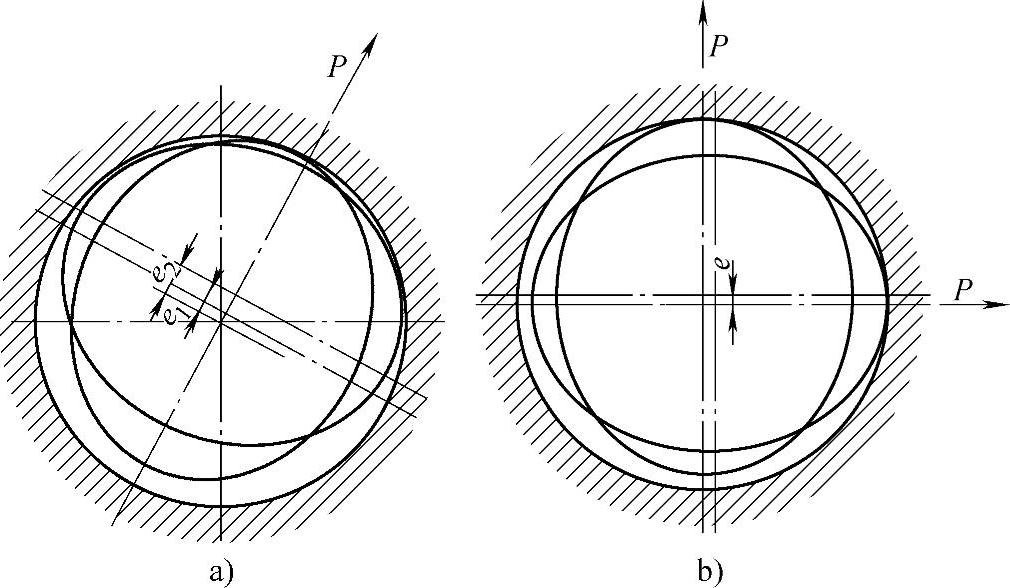
图3⁃9 主轴轴颈圆度对加工精度的影响
a)车床主轴轴颈圆度对加工精度的影响 b)镗床主轴轴颈圆度对加工精度的影响
在镗床上加工时,镗杆旋转,这时作用力的方向时刻改变,主轴轴颈被压向轴承表面上的每一部分。因而轴承孔的圆度将传给工件,而主轴轴颈的圆度对加工精度没有直接的影响,如图3⁃9b所示。
轴承中的间隙对加工精度有显著的影响,直径间隙的平均值为:
高精度机床0.004~0.010mm(https://www.xing528.com)
磨床0.010~0.015mm
一般精度的车床0.015~0.025mm
转塔车床、自动及半自动车床0.020~0.025mm
一般精度的铣床及钻床0.020~0.030mm
数控车床0.005~0.010mm
加工中心0.005~0.008mm
这些是轴承在工作情况下的数据,这时轴承的温度是稳定的。
4.丝杠及转位(分度)机构的误差及机床各部件轴线的吻合精度
在车削螺纹时,车床丝杠的螺距误差将反映到工件上。车床进刀刻度盘的分度误差,以及有关传动件(如齿轮)的缺陷都会影响工件的加工精度。
在滚齿机上加工齿轮时,如果机床分度机构制造或是装配得不准确,则在加工齿轮时将造成齿距的累积误差。
此外,机床各部件轴线的吻合精度,对零件的加工精度也有很大影响。如在车床上加工阀杆时,若前后顶尖发生偏移,则加工出来的阀杆会产生锥度。图3⁃10所示为前顶尖发生偏移的情况。通常,当主轴位置很准确时,前顶尖产生跳动的原因是:
1)主轴圆锥孔的圆跳动。
2)前顶尖锥面轴线与轴在主轴圆锥孔内的前顶尖尾部的轴线不吻合。
3)前顶尖与主轴锥孔的配合不精确。
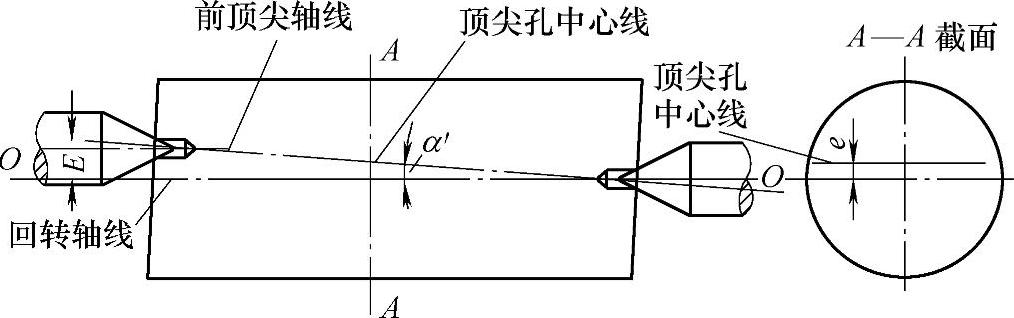
图3⁃10 前顶尖偏移对加工精度的影响
要减少这类加工误差,就必须严格控制前、后顶尖位置的精确度。
由上述可知,当知道了机床本身的制造误差以后,还不能直接求得零件的加工误差,必须要通过一系列的计算和分析。
各类机床的精度标准在国家标准中都有规定。
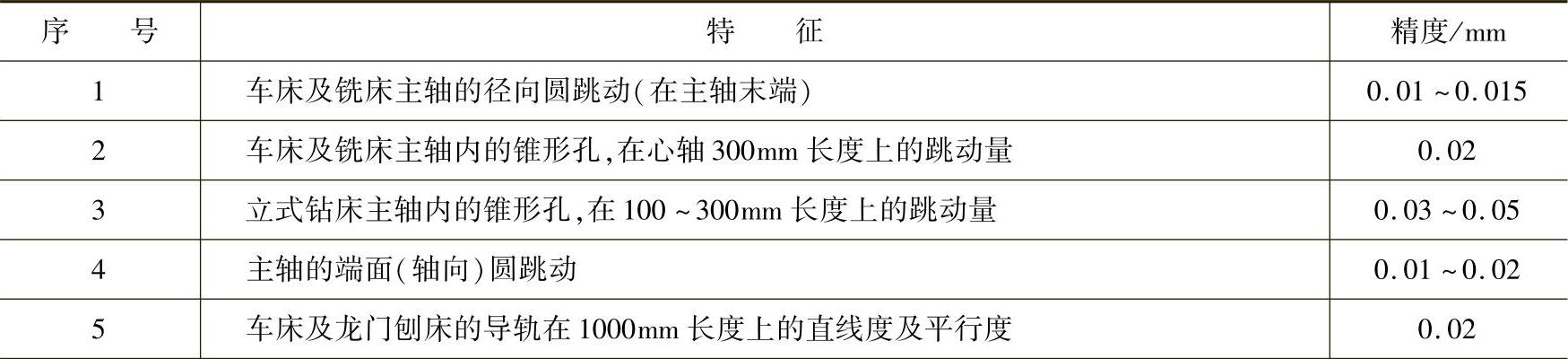
表3⁃1所列为部分机床几何精度的特征。这些数据的求得,是在机床空载状态下,各部分不动或者作缓慢移动时进行试验而确定的。
表3⁃1 部分机床几何精度的特征
(续)
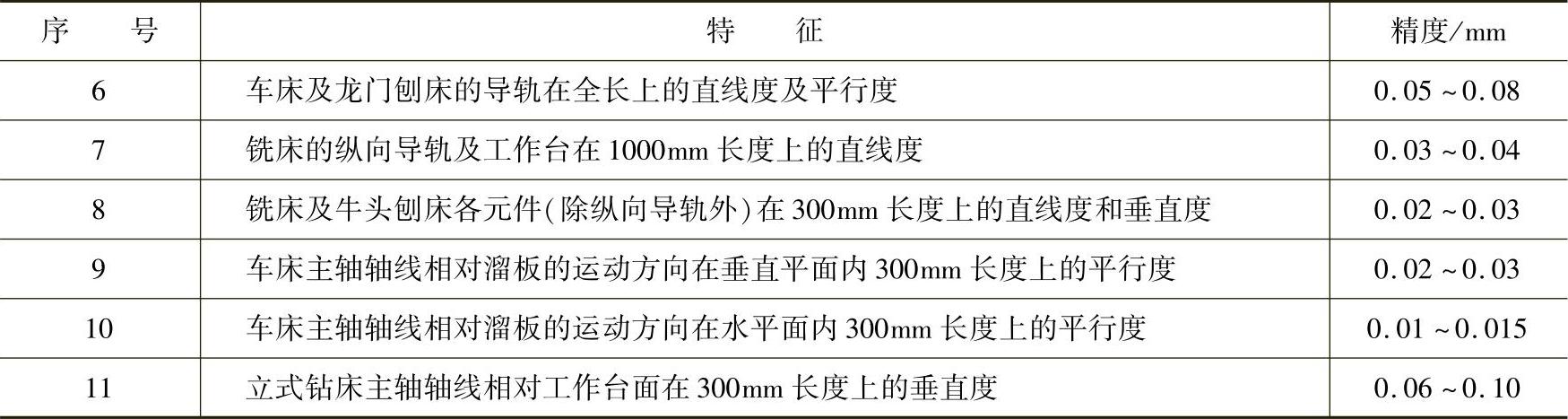
注:这些数据适用于中等尺寸的通用机床,小型和精度的机床精度较高,而大型及粗糙的机床精度较低。
机床在使用过程中,由于重要摩擦表面的不断磨损,而使机床精度逐渐降低。例如主轴轴承、床身导轨、刀架溜板、工作台溜板、进给机构、螺旋副及重要齿轮等的磨损,都将使加工误差增加。
图3⁃11所示为车床导轨的磨损曲线,图中表示了导轨磨损的不均匀性。
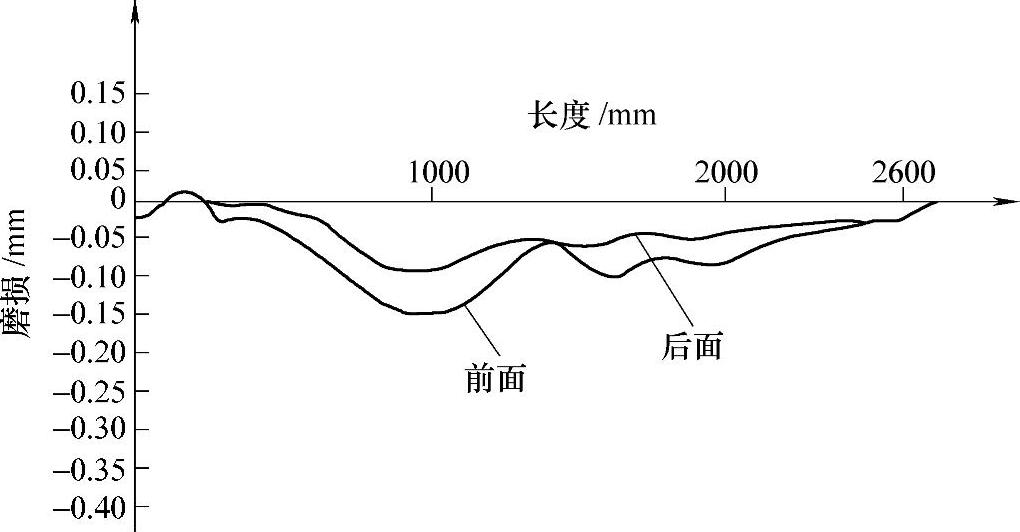
图3⁃11 车床导轨的磨损曲线
由于床身导轨在长度方向上的磨损极不均匀,因而将使刀架溜板在水平面内发生偏斜。如果前面的某一段导轨因磨损而凹下去的深度为a,如图3⁃12所示,则当刀架溜板移动到这一部分时,刀夹就会在水平方向上移开x的距离,于是工件直径在这一部分将增大 。
。
机床的磨损只允许在一定限度内。当达到规定限度时,机床就需要进行修理。机床大修之后,应当要恢复机床在开始使用前的原始精度,或是稍稍降低其精度。
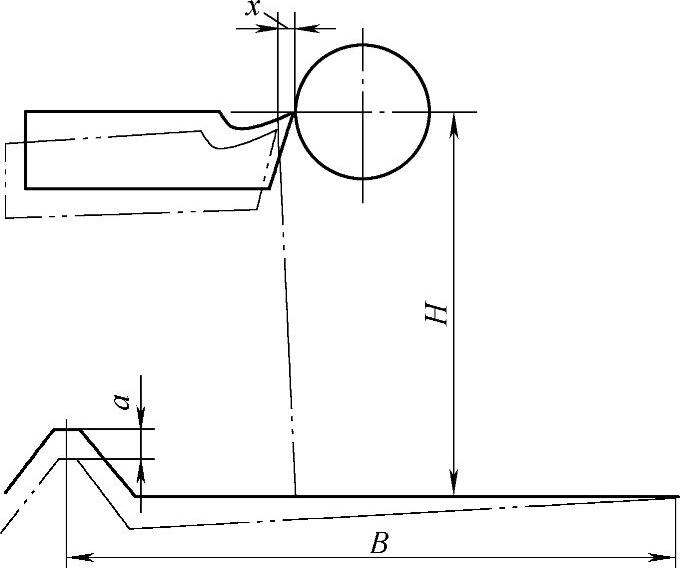
图3⁃12 车床床身导轨的磨损对加工精度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。