



【摘要】:又如用仿形法切齿时,如果要得到精确的齿形,理论上同一模数的各种齿数的齿轮都必须对应使用一把专用铣刀。在铣床上用模数铣刀切削锥齿轮时,也有类似的现象,因为这时用仿形法加工所得到的齿形只是接近于正确的齿形。
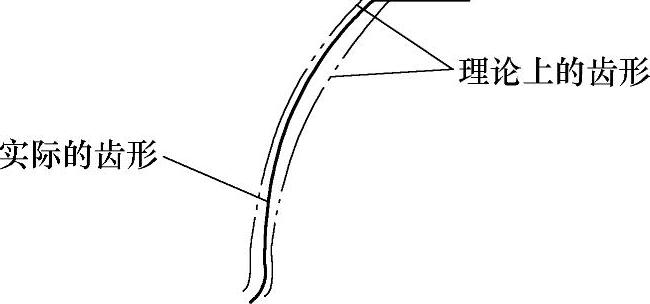
图3⁃4 滚切法加工齿轮时,实际齿形 与理论齿形的差别
理论误差是因为采用了近似的加工运动方式或者形状近似的刀具而产生的,只有当包括理论误差在内的加工误差的总和不超过图样上规定的偏差时,才适宜采用近似的加工方式。此外,用近似的加工方式来代替精确的加工方式,有时可以降低加工过程的成本。
应用滚切法来加工齿轮的齿形,就是采用近似加工方式的例子。在滚切过程中,齿形的形成是断续的,因此切成的轮齿外形实际上是一条弧线,如图3⁃4所示,它和理论上的渐开线近似。如果被铣齿轮和滚刀齿数愈多,而滚刀头数愈少时,则形成的齿形的直线段数就愈多,而弧线更趋近于理论上的渐开线。
又如用仿形法切齿时(即刀具外形和齿槽形状相符),如果要得到精确的齿形,理论上同一模数的各种齿数的齿轮都必须对应使用一把专用铣刀。但大多数情况下,通常是用由8~26把铣刀组成的成套铣刀来加工的,其中每把铣刀用来加工同一模数而齿数在一定范围内的几种齿轮。由于铣刀外形是根据一定范围内齿数最少的齿轮制造的,因此,当它用来铣削其他齿数的齿轮时,就会在工件齿形上出现误差。(https://www.xing528.com)
在铣床上用模数铣刀切削锥齿轮时,也有类似的现象,因为这时用仿形法加工所得到的齿形只是接近于正确的齿形。
此外,如在车床上车削螺纹时,由于使用近似交换齿轮法,因而所得的螺距就只能是近似值。
应该指出,采用精确的理论加工方式会使机床的结构过于复杂,造成制造上的困难。而近似的加工方式所用设备比较简单,且设备的加工误差较少,因此在某些场合中,即使采用了近似的加工方式,其误差反而比采用精确的加工方法时更小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。