



1.工艺尺寸链的概念
工艺尺寸链是揭示零件加工过程中加工尺寸间内在联系的重要手段。下面先就图2⁃38所示两零件在加工和测量中有关尺寸的关系,来建立工艺尺寸链的概念。
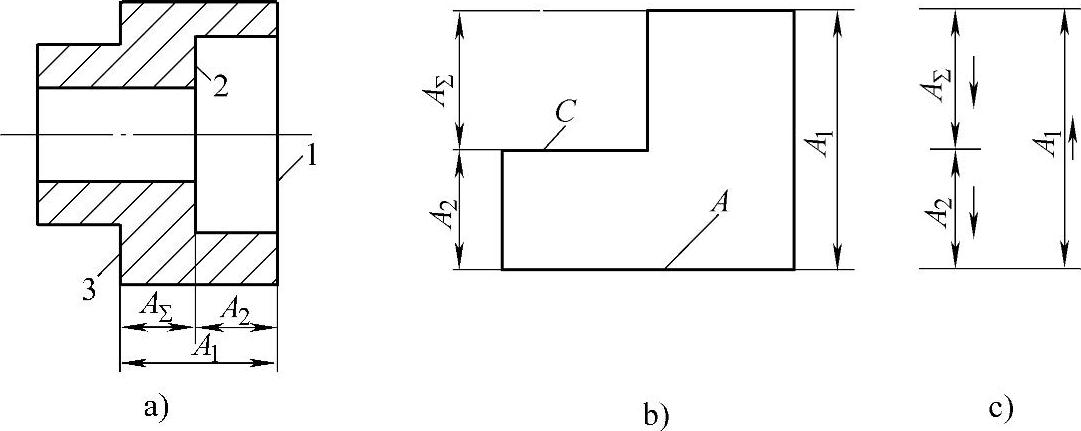
图2⁃38 零件加工与测量中的尺寸联系
a)定位套零件 b)角尺零件 c)A1、A2和AΣ三者关系图
A—定位面C—加工面
图2⁃38a为一定位套,AΣ与A1为图样上已标注的尺寸。当按零件图进行加工时,尺寸AΣ不便直接测量。如欲通过易于测量的尺寸A2进行加工,以间接保证尺寸AΣ的要求,则首先需要分析尺寸A1、A2和AΣ之间的内在关系,然后据此算出尺寸A2的数值。
又如图2⁃38b所示的角尺,当加工C表面时,为使夹具结构简单和工件定位时稳定可靠,若选择表面A为定位基准,并按调整法根据对刀尺寸A2加示表面C,以间接保证尺寸AΣ的精度要求,则同样需要首先分析尺寸A1、A2和AΣ之间的内在关系,然后据此算出对刀尺寸A2的数值。
由上述两例可以看出,在零件的加工过程中,为了加工和检验的方便,有时需要进行一些工艺尺寸的计算。为使这种计算迅速准确,按照尺寸链的基本原理,将这些有关尺寸(如A1、A2和AΣ)以一定顺序首尾相连排列成一封闭的尺寸系统,即构成了零件的工艺尺寸链,简称工艺尺寸链。图2⁃38c即反映尺寸A1、A2和AΣ三者关系的工艺尺寸链简图。
工艺尺寸链的主要特征仍然是各环连接的封闭性,即由一个封闭环和若干个组成环构成的工艺尺寸链中各环的排列呈封闭形式。组成环是指那些加工过程中直接获得的基本尺寸(如上例中的A1和A2),封闭环是指那些加工过程中间接获得的派生尺寸(如上例中的AΣ)。由于尺寸链具有封闭特征,尺寸链中组成环的变化势必引起封闭环的变化。在组成环中,那些自身增大令使封闭环也随之增大的组成环叫做增环,如上例中的A1,在以后的计算公式中用符号Ai表示;反之,那些自身增大会使封闭环反而随之减小的组成环叫做减环,如上例中的A2,以符号Ai表示。为了迅速确定尺寸链的组成环中哪些是增环,哪些是减环,可采用下述方法:在尺寸键简图,先给封闭环任定一方向并画出箭头,然后沿此方向环绕尺寸链回路,依次给每一组成环画出箭头,凡箭头方向和封闭环相反的为增环相同的则为减环,如图2⁃38c所示。
2.工艺尺寸链的建立
工艺尺寸链的计算并不复杂,但工艺尺寸链建立中,对于封闭环的确定和组成环的查找,初学者常常觉得困难,甚至弄错,下面分别予以讨论。
(1)封闭环的确定 在工艺尺寸链的建立中,首先要正确地确定封闭环,封闭环确定错了,整个尺寸链的解算将是错误的。
在尺寸链(无论是装配、设计或工艺尺寸链)中,封闭环的基本属性是“派生”,即封闭环本身不具有“独立”性质,它是随着别的环的变化而变化。封闭环的这一属性,在工艺尺寸链中即表现为尺寸的间接获得,如图2⁃31中的尺寸AΣ。工艺尺寸链中封闭环的确定,之所以比装配、设计尺寸链中确定封闭环困难,是由于它是随着零件的加工方案在变化。例如对于图2⁃31a所示零件,当以表面3定位车削表面1,而获得尺寸A1,然后以表面1为测量基准车削表面2获得尺寸A2时,则间接获得的尺寸AΣ即为封闭环。但是,如以加工过的表面1为测量基准直接获得尺寸A2,然后调头以表面2为定位基准,采用定距装刀法车削表面3直接保证尺寸AΣ时,则尺寸A1因属间接获得而又成了封闭环。总之,在确定封闭环时,即要紧紧抓住“间接获得”这一要领,又要联系零件加工的具体方案。
(2)组成环的查找 在工艺尺寸链的建立中,封闭环确定后接着要查找各个组成环。为了顺利而正确地找出各组成环,首先要认清组成环的基本特点是加工过程中直接获得且对封闭环有影响,然后再仔细分析零件加工过程中有关尺寸的加工方法、加工顺序以及基准转换等情况。下面结合阀杆螺母毛坯加工工艺尺寸链的建立,如图2⁃39所示,来总结组成环查找的一些规则。
图2⁃39a为阀杆螺母,为便于讨论问题,图中仅标注轴向设计尺寸。零件加工中轴向尺寸的获得方法及顺序如下:
1)以大端面A定位,车削面D得到工序尺寸A1,并车小外圆至B面,保证长度40-00.2,如图2⁃39b;
2)以端面D定位,精车端面A获得工序尺寸A2,并在镗大孔时车端面C,使孔深工序尺寸为A3,如图2⁃39c所示;
3)以端面D定位,磨大端面A保证全长尺寸50-00.5 mm,同时保证孔深尺寸为36+00.5,如图2⁃39d所示。
由以上工艺过程可以看出,孔深设计尺寸36+00.5是间接获得的,是一个封闭环。要查找影响此封闭环的组成环并建立工艺尺寸链,首先从工艺过程去找影响封闭环尺寸变化的两个界面(A面与C面)最近一次加工分别由哪个尺寸控制。从工艺过程看出,A面的最近一次加工是磨削,控制尺寸50-00.5,C面最近一次加工是镗孔时的车削,加工尺寸是A3。显然,尺寸A3和50-00.5的变化会引起封闭环的变化,是欲查找的组成环。但此两环的工序基准分别为D面与磨前的A面,两者并不重合,为此要进一步从工艺过程查找该工序基准的最近一次加工的加工尺寸。尺寸A3的工序基准A面的最近一次加工是精车,加工尺寸是A2,其工序基准是D面,正好与尺寸50-00.5的工序基准重合,至此,尺寸A2、A3、50-00.5与封闭环36+00.5构成一封闭图形(见图2⁃39e)尺寸A2的变化必然引起封闭环的变化,故亦属组成环。
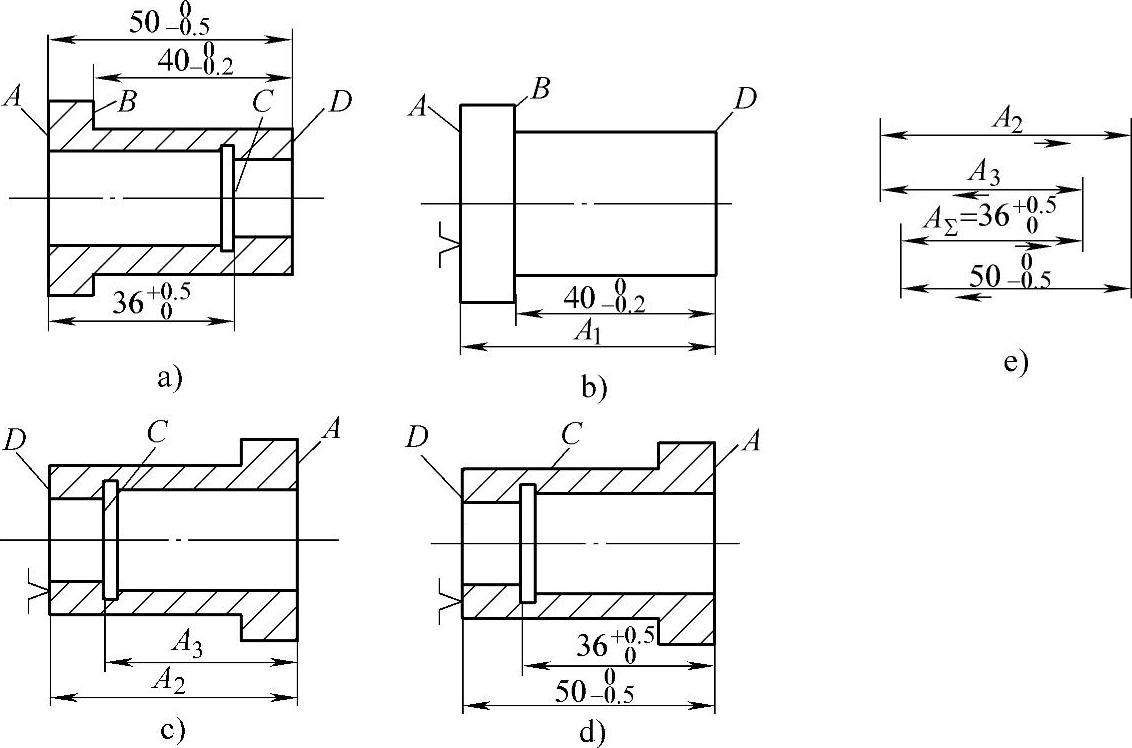
图2⁃39 工艺尺寸链建立过程实例
a)阀杆螺母粗加工零件图 b)~d)工艺过程 e)工艺尺寸链
从以上实例可以总结出查找组成环并建立工艺尺寸链的规则如下:
从构成封闭环的两表面同时开始,同步地循着工艺过程的顺序,分别向前查找各该表面最近一次加工的加工尺寸,之后再进一步向前查找此加工尺寸的工序基准的最近一次加工时的加工尺寸,如此继续向前查找,直至两条路线最后得到的加工尺寸的工序基准重合(即两者的工序基准为同一表面),至此上述尺寸系统即形成封闭轮廓,从而构成工艺尺寸链。
3.工艺尺寸链计算的基本公式(https://www.xing528.com)
工艺尺寸链的计算方法有两种:极大极小法和概率法。生产中一般多采用极大极小法,其基本计算公式如下。
图2⁃40给出了计算中各种尺寸和偏差的关系,表2⁃11列出了尺寸链计算所用符号。
1)各环基本尺寸计算:

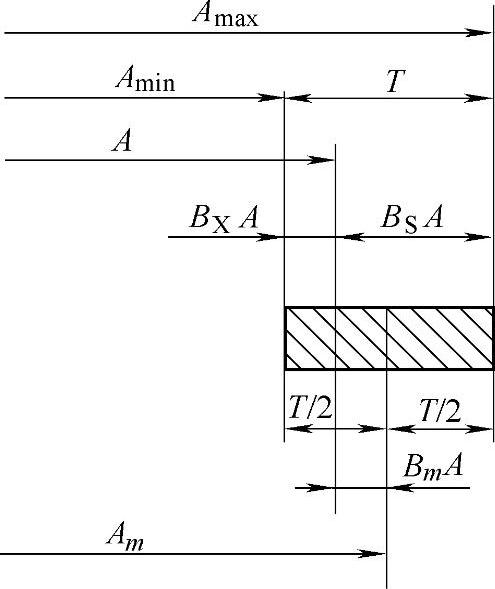
图2⁃40 各种尺寸和偏差的关系图
式中 n——包括封闭环在内的尺寸链总环数;
m——增环的数目;
n-1——组成环(包括增环与减环)的数目。
表2⁃11 尺寸链计算所用符号表

2)各环极限尺寸的计算:

3)各环上、下偏差计算公式:

4)各环公差的计算:

5)各环平均尺寸计算:

式中 各组成环平均尺寸按(2⁃8)式计算:

6)各环平均偏差计算公式:

式中 各组成环平均偏差按式(2⁃10)计算:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。