



加工余量是指加工过程中从加工表面切去的金属层厚度。加工余量可分为工序(工步)加工余量和总加工余量。
工序(工步)加工余量是指某一表面在一道工序(工步)中所切除的金属层厚度,它取决于同一表面相邻工序(工步)前后工序(工步)尺寸之差,如图2⁃34所示。
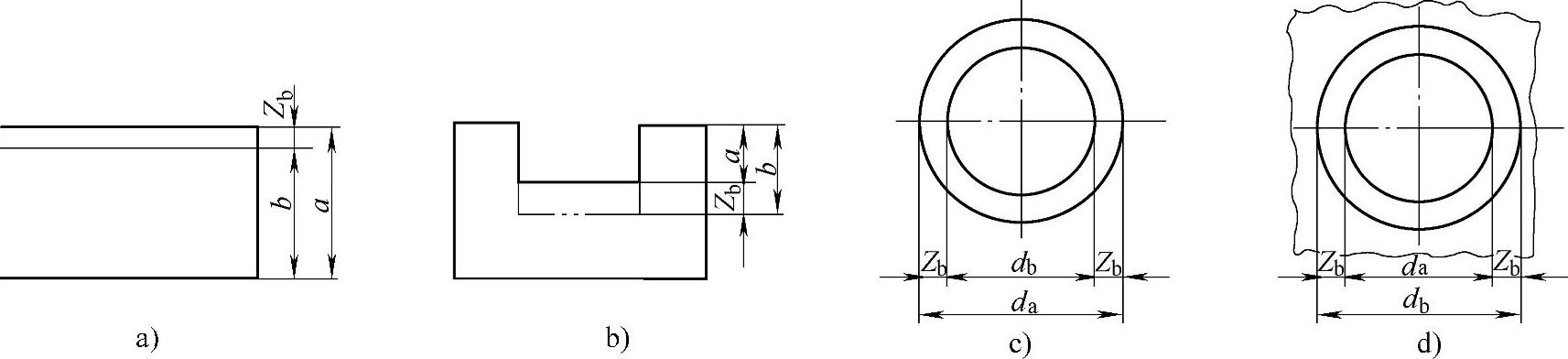
图2⁃34 加工余量
a)对于外表面 b)对于内表面 c)对于轴 d)对于孔
对于外表面
Zb=a-b(见图2⁃34a)
对于内表面
Zb=b-a(见图2⁃34b)
式中 Zb——本工序(工步)的工序加工余量;
a——前工序(工步)的工序尺寸。
上述表面的加工余量为非对称的单边加工余量,旋转表面(外圆和内孔)的加工余量是对称加工余量。
对于轴
2Zb=da-db(见图2⁃34c)
对于孔
2Zb=db-da(见图2⁃34d)
式中 2Zb——直径上的加工余量;(https://www.xing528.com)
da——前工序(工步)加工表面的直径;
db——本工序(工步)加工表面的直径。
总加工余量是指零件从毛坯变为成品的整个加工过程中某一表面所切除金属层的总厚度,也即零件上同一表面毛坯尺寸与零件尺寸之差。总加工余量等于各工序加工余量之和。
即
式中 ZΣ——总加工余量;
Zi——第i道工序的工序加工余量;
n——该表面总共加工的工序(或工步)数。
由于毛坯制造和各工序尺寸都不可避免存在着误差,因而无论总加工余量还是工序加工余量都是个变动值,出现了最小加工余量和最大加工余量,它们和工序尺寸公差的关系如图2⁃35所示。
由图2⁃35可以看出,公称加工余量是前工序和本工序基本尺寸之差;最小加工余量是前工序最小工序尺寸和本工序最大工序尺寸之差;最大加工余量是前工序最大工序尺寸和本工序最小工序尺寸之差。工序加工余量的变动范围(最大加工余量与最小加工余量的差值)等于前工序与本工序两工序尺寸偏差之和。
工序尺寸的公差带,一般规定在零件的“入体”方向,所以对于被包容面(轴),基本尺寸即最大工序尺寸;而对于包容面(孔),则是最小工序尺寸,如图2⁃36所示。
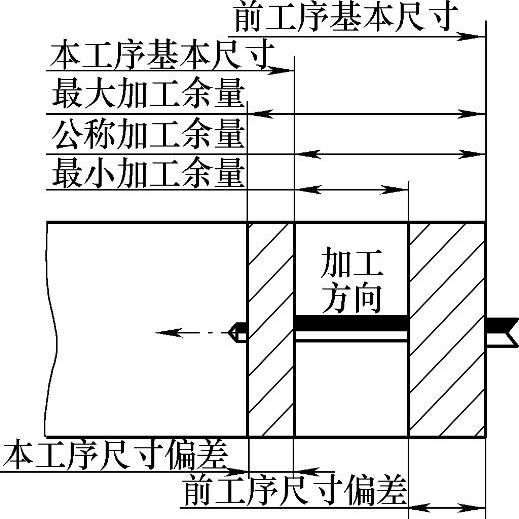
图2⁃35 加工余量及其偏差
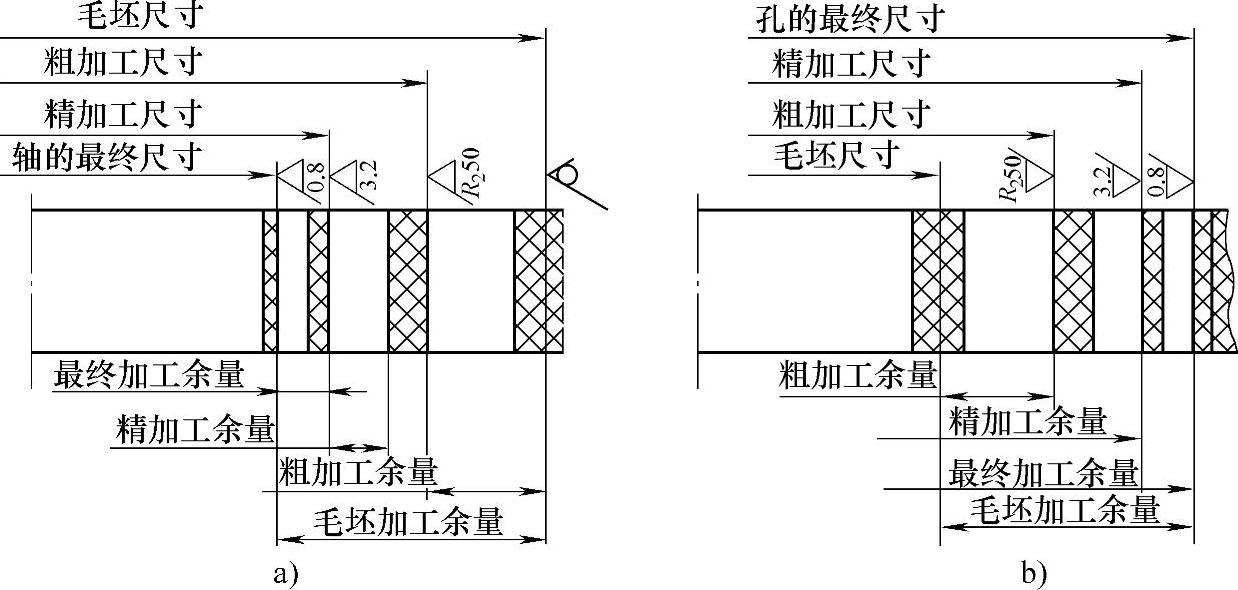
图2⁃36 加工余量和加工尺寸分布图
a)轴的加工余量和加工尺寸分布图 b)孔的加工余量和加工尺寸分布图
对于毛坯尺寸的偏差一般采用双向标注方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。