



机械零件表面间的相对位置包括两方面的要求:表面间的距离尺寸精度和相对位置精度(如同轴度、平行度、垂直度和圆跳动等),如图2⁃10所示。研究零件表面间的相对位置关系是离不开基准的,不明确基准就无法确定表面的位置。基准就其一般意义来说,就是零件上用以确定其他点、线、面的位置所依据的点、线、面。
根据基准的作用不同,基准分为设计基准和工艺基准两大类。
1.设计基准
在零件图上用以确定其他点、线、面位置的基准,称为设计基准。例如,图12⁃10a所示的钻套零件,轴心线O—O是各外圆表面和内孔的设计基准,端面A是端面B、C的设计基准;内孔表面D的轴心线是ϕ40h6外圆表面径向跳动和端面B端面跳动的设计基准。
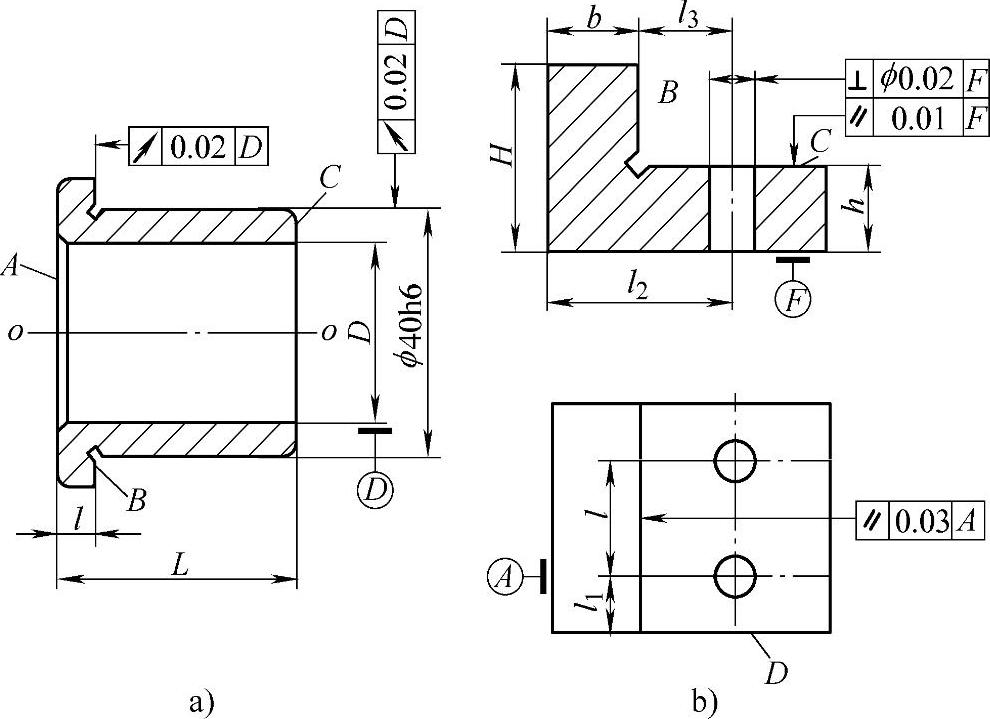
图2⁃10 零件的位置精度示例
a)钻套 b)支承块(https://www.xing528.com)
2.工艺基准
零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同,又分为装配基准、测量基准、定位基准和工序基准。
(1)装配基准 装配时用以确定零件在部件或产品中位置的基准,称为装配基准。例如,图2⁃10a所示零件的ϕ40h6外圆及端面B和图2⁃10b所示零件的底面即为装配基准。
(2)测量基准 零件检验时,用以测量已加工表面尺寸及位置的基准,称为测量基准。例如,图2⁃10a所示零件,当以内孔为基准(套在检验心轴上)去检验ϕ40h6外圆的径向圆跳动和端面B的圆跳动时,内孔即为测量基准。
(3)定位基准 加工时,使工件在机床或夹具中占据一正确位置所用的基准,称为定位基准。例如,将图2⁃10a零件套在心轴上磨削ϕ40h6外圆表面时,内孔即为定位基准,又如图2⁃10b所示零件,用底面、左侧面和夹具中的定位元件相接触磨削B、C表面,以保证相应的平行度要求时,底面和左侧面即为定位基准。
(4)工序基准 在工艺文件上用以标定加工表面位置的基准,称为工序基准。例如图2⁃10b所示的零件,两个孔在水平位置方向的尺寸为L2,设计基准为左侧面。钻孔时如果从工艺上考虑需要按L3加工,则B面即工序基准,加工尺寸L3叫作工序尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。