



机械加工工艺过程是比较复杂的。在这个过程中,根据被加工零件的结构特点和技术要求,常常需要采用各种不同的加工方法和设备,并通过一系列加工步骤,才能将毛坯变成零件。为了比较客观地反映这一过程,也为了便于对这一过程进行分析和描述,就需要研究这一过程的组成,并对其组成单元作出科学的定义。
机械加工工艺过程是由一个或若干个顺次排列的工序组成的,而工序又可细分为工步或走刀。
1.工序
工序是工艺过程的基本单元。工序是指一个(或一组)工人,在一台机床(或其他设备及工作地)上,对一个(或同时对几个)工件所连续完成的那部分工艺过程。
区分工序的主要依据是工作地(或设备)是否变动,零件加工的工作地变动后,即构成另一工序。例如图2⁃1所示的球阀阀杆,当加工数量较少时,其加工工艺及工序划分如表2⁃1所示。当加工数量较大时,其工序划分如表2⁃2所示。
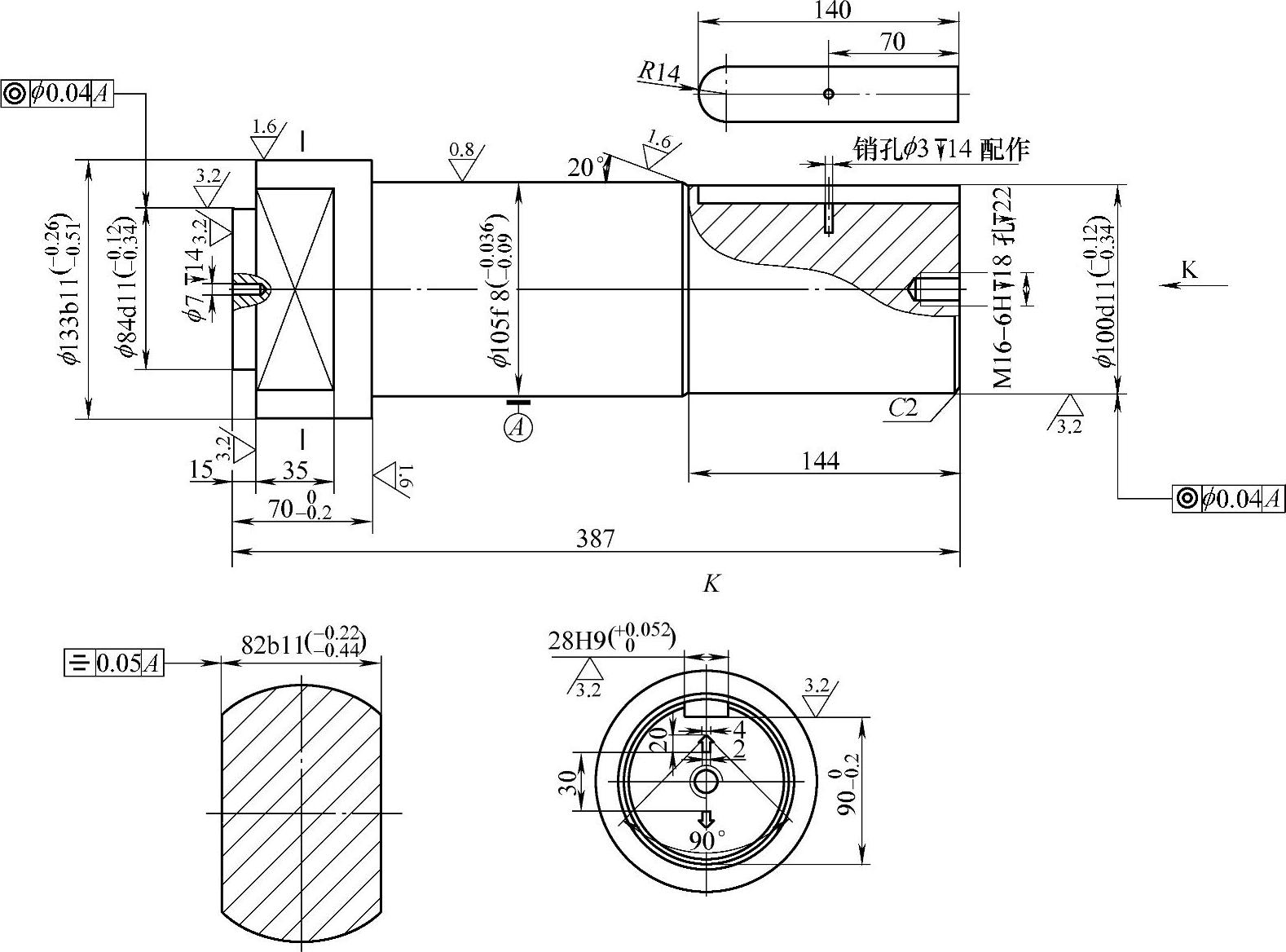
图2⁃1 固定球球阀阀杆
表2⁃1 固定球球阀阀杆加工工艺过程(单件小批)

表2⁃2 固定球球阀阀杆加工工艺过程(中批生产)

工序不仅是制订工艺过程的基本单元,也是制定工时定额、配备工人、安排作业计划和进行质量检验的基本单元。
2.工步与走刀
在一个工序内,往往需要采用不同的刀具和切削用量对不同的表面进行加工。为了便于分析和描述工序的内容,工序还可进一步划分为工步。工步是指加工表面、切削工具和切削用量中的转速与进给量均不变条件下所完成的那部分工艺过程。一个工序可包括几个工步,也可以只包括一个工步。例如,在表2⁃2的工序2中,包括有粗精车各外圆表面及倒角等工步,而工序3当采用键槽铣刀铣键槽时,就只包括一个工步。(https://www.xing528.com)
构成工步的任一因素(加工表面、刀具或切削用量)改变后,一般即变为另一工步。但是对于那些在一次安装中连续进行的若干相同的工步,为简化工序内容的叙述,通常多看作一个工步。例如,对于图2⁃2所示的零件上四个ϕ18孔的钻制,可写成一个工步——钻4×ϕ18孔。
为了提高生产率,用几把刀具同时加工几个表面的工步,称为复合工步(见图2⁃3)。在工艺文件上,复合工步应视为一个工步。
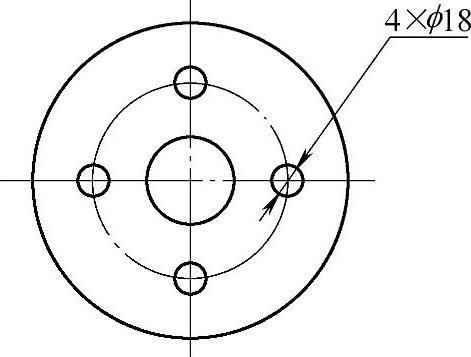
图2⁃2 包括四个相同表面加工的工步
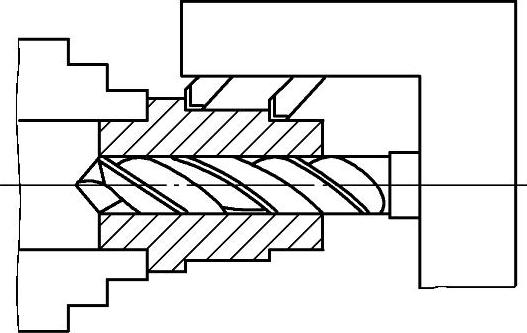
图2⁃3 复合工步
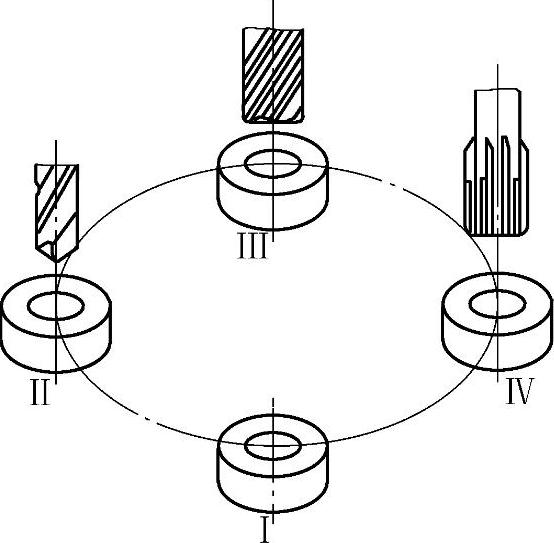
图2⁃4 多工位加工
工位Ⅰ—装卸工件 工位Ⅱ—钻孔 工位Ⅲ—扩孔 工位Ⅳ—铰孔
在一个工步内,若被加工表面需切去的金属很厚,需要分几次切削,则每进行一次切削就是一次走刀。一个工步可包括一次或几次走刀。
3.安装与工位
工件加工之前,在机床或夹具上先占据一个正确的位置(定位),然后再予以夹紧的过程称为安装。在一个工序内,工件的加工可能只需要安装一次,也可能需要安装几次。例如,表2⁃2中的工序3,一次安装即铣出键槽,而工序2中,为车削全部外圆表面则最少需两次安装。工件加工中应尽量减少安装次数,因为多一次安装就多一次误差,而且还增加了安装工件的辅助时间。
为了减少工件安装的次数,常采用各种回转工作台、回转夹具或移位夹具,使工件在一次安装中先后处于几个不同位置进行加工。此时,工件在机床上占据的每一个加工位置称为工位。图2⁃4所示为一利用回转工作台在一次安装中顺次完成装卸工件、钻孔、扩孔和铰孔四工位加工的实例。采用多工位加工,可减少工件安装次数,缩短辅助时间,提高生产效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。