



1.多种工作方式的含义
在实际生产中,许多工业设备设置都有多种工作方式,如手动工作方式和自动工作方式,而自动工作方式又可分为单周期、连续、单步和回原点工作方式。
单周期工作方式:按下起动按钮后,从初始步开始,按规定完成一个周期的工作后,返回并停留在初始步。
连续工作方式:在初始状态下按下起动按钮后,从初始步开始一个周期一个周期地反复连续工作。按下停止按钮后,并不马上停止工作,直到完成最后一个周期的工作后,系统才返回并停留在初始步。
单步工作方式:从初始步开始,按一次起动按钮,系统转换到下一步,完成该步的任务后,自动停止工作并停留在该步,再按一次起动按钮,才转换到下一步。单步工作方式常用于系统的调试。
回原点工作方式:在选择单周期、连续、单步(这些都属于自动工作方式)工作方式之前,系统应该处于原点状态。如果这一条件不满足,可以选择回原点工作方式。
2.IST指令
如何能将多种工作方式的功能融合到一个程序里,是设计多种工作方式控制的难点。
FX2N系列PLC专门提供了IST-初始化指令,以实现将多种工作方式的功能融合到一个程序里。IST指令的应用格式如图4-21所示。
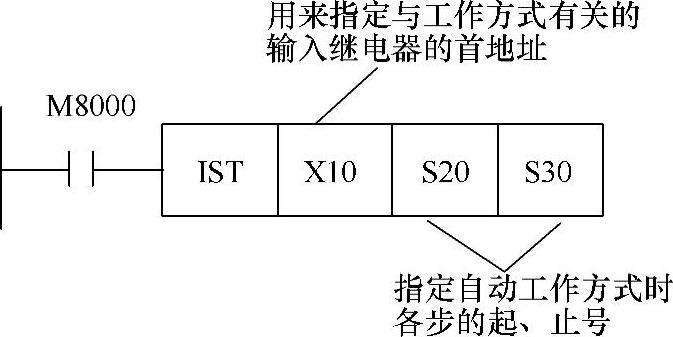
图4-21 初始化指令的应用格式
X10:手动;X11:回原点;X12:单步运行;X13:单周期;X14:连续运行;X15:回原点起动;X16:自动操作的起动;X17:停止。
以上输入点中,X10~X14中同时只能有一个处于接通状态,所以必须使用选择开关,以保证这5个输入中不可能有两个同时为ON状态。
当IST指令的执行条件满足时,初始状态继电器SO~S2和下列特殊继电器被自动指定为以下功能:
SO:手动操作初始状态继电器:
Sl:回原点初始状态继电器;
S2:自动操作初始状态继电器:
M8040:禁止转换。其线圈通电时,禁止所有的状态转换。手动工作方式时,M8040一直为ON状态,即禁止在手动时步的活动状态的转换。
在回原点和单周期工作方式时,从按下停止按钮到按下起动按钮之间M8040起作用。如果在运行过程中按下停止按钮,M8040变为ON并自保持,转换被禁止。在完成当前步的工作后,停在当前步。按下起动按钮后,M8040变为OFF,允许转换,系统才能转换到下一步,继续完成下面的工作程序。
在单步工作方式时,M8040一直起作用,只是在按了起动按钮时才不起作用,允许转换。
在连续工作方式时,初始脉冲M8002一个扫描周期为ON,M8040变为ON并保持,禁止转换;按起动按钮后M8040变为OFF,允许转换。
M8041:转换起动。它是自动程序中的初始步S2到下一步的转化条件之一。M8041在单步和单周期工作方式时只有在按着起动按钮时起作用(无保持功能)。在连续工作方式按起动按钮时M8041变为ON并自保持,按停止按钮后变为OFF,
保证系统的连续运行。,
M8042:起动脉冲。在非手动工作方式按起动按钮和回原点按钮,它在一个扫描周期中为ON。
M8043:回原点完成。在回原点方式,系统自动返回原点时,通过用户程序用SET指令将它置位。
M8044:原点条件。在系统满足初始条件时为ON状态。
M8047:STL监控有效。其线圈通电时,当前的活动步对应的状态继电器的元件号按从大到小的顺序排列,存放在特殊数据寄存器D8040-D8047中,由此可以监控8点活动步对应的状态继电器的元件号。此外,若有任何一个状态继电器为ON,特殊辅助继电器M8046将为ON。(https://www.xing528.com)
3.大小球分选控制系统
某机械手用来分选钢制大球和小球,如图4-22所示。输出继电器Y4为ON时钢球被电磁铁吸住,Y4为OFF时被释放。图4-23所示为机械手的操作面板。机械手的5种工作方式由工作方式开关来选择,操作面板上有6个手动按钮。“紧急停车”按钮是为了保证在紧急情况下能可靠地切断PLC的负载电源而设置的。
机械手在最上面、最左面且电磁铁线圈断电时,称为系统处于原点状态(初始状态)。
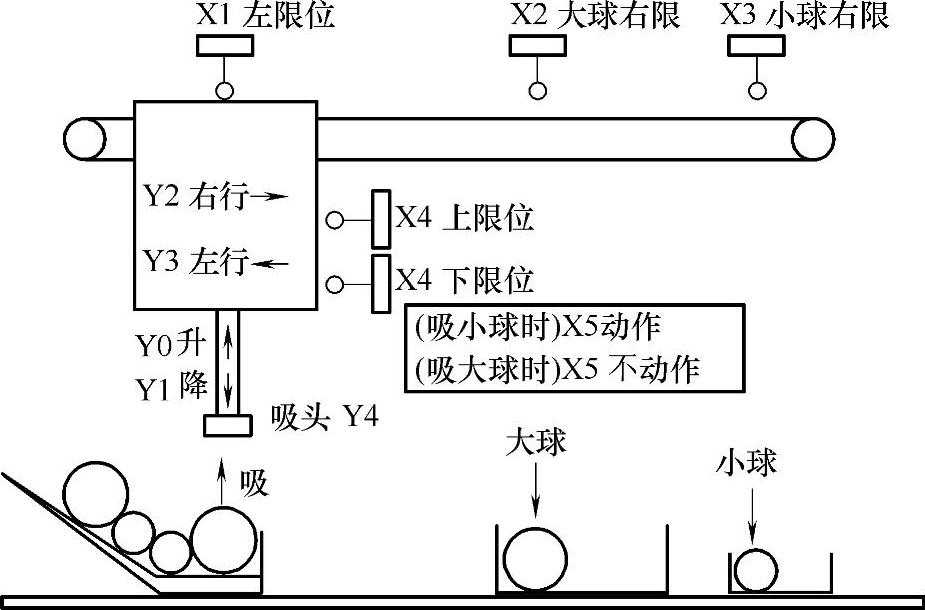
图4-22 机械手分选大小球示意图
(1)PLC接线图
根据控制要求,画出PLC接线图如图4-24所示。
(2)顺序功能图
多种工作方式梯形图的基本结构如图4-25所示,机械手分选大小球的顺序功能图如图4-26所示。
(3)梯形图(见图4-27)
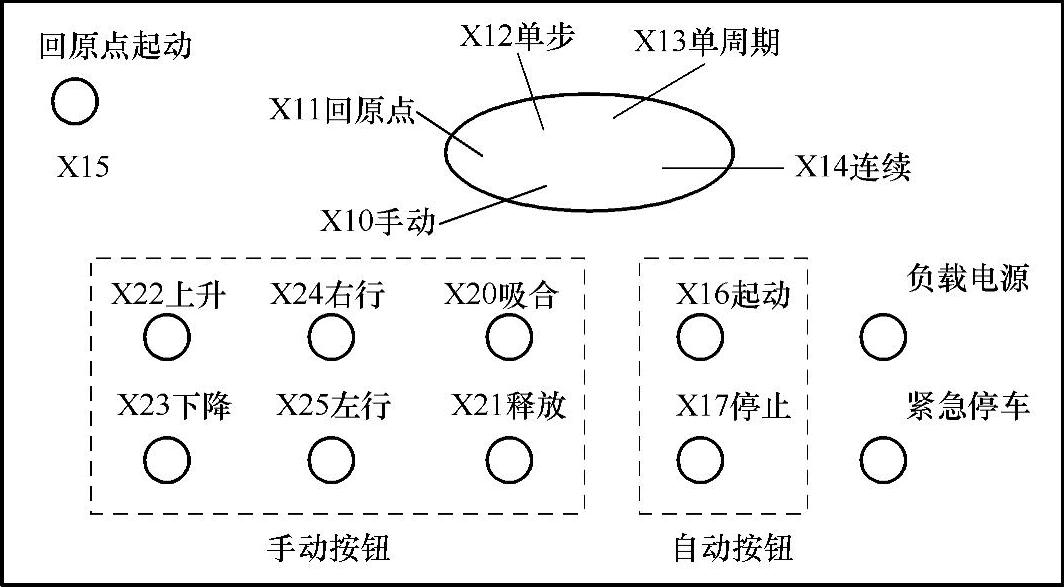
图4-23 机械手分选大小球的控制面板
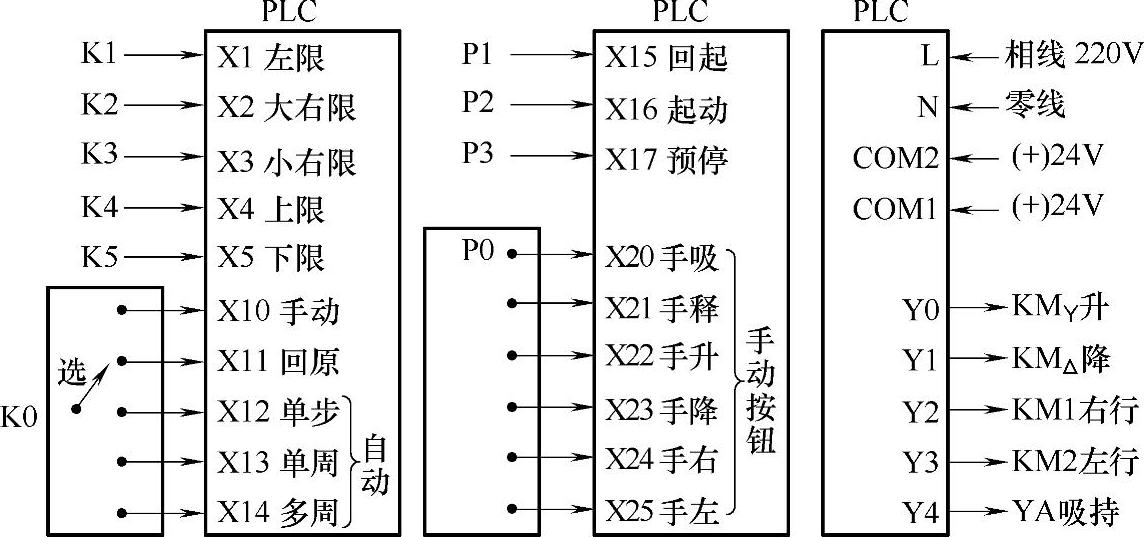
图4-24 机械手分选大小球的PLC接线图
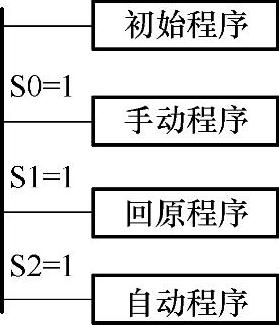
图4-25 多种工作方式梯形图的基本结构
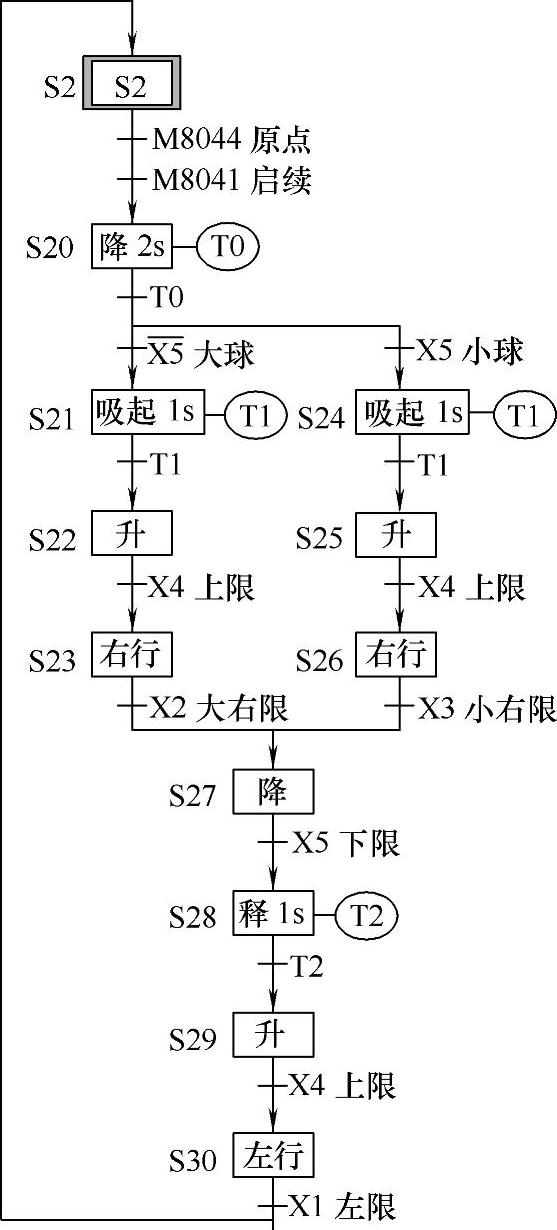
图4-26 机械手分选大小球的顺序功能图
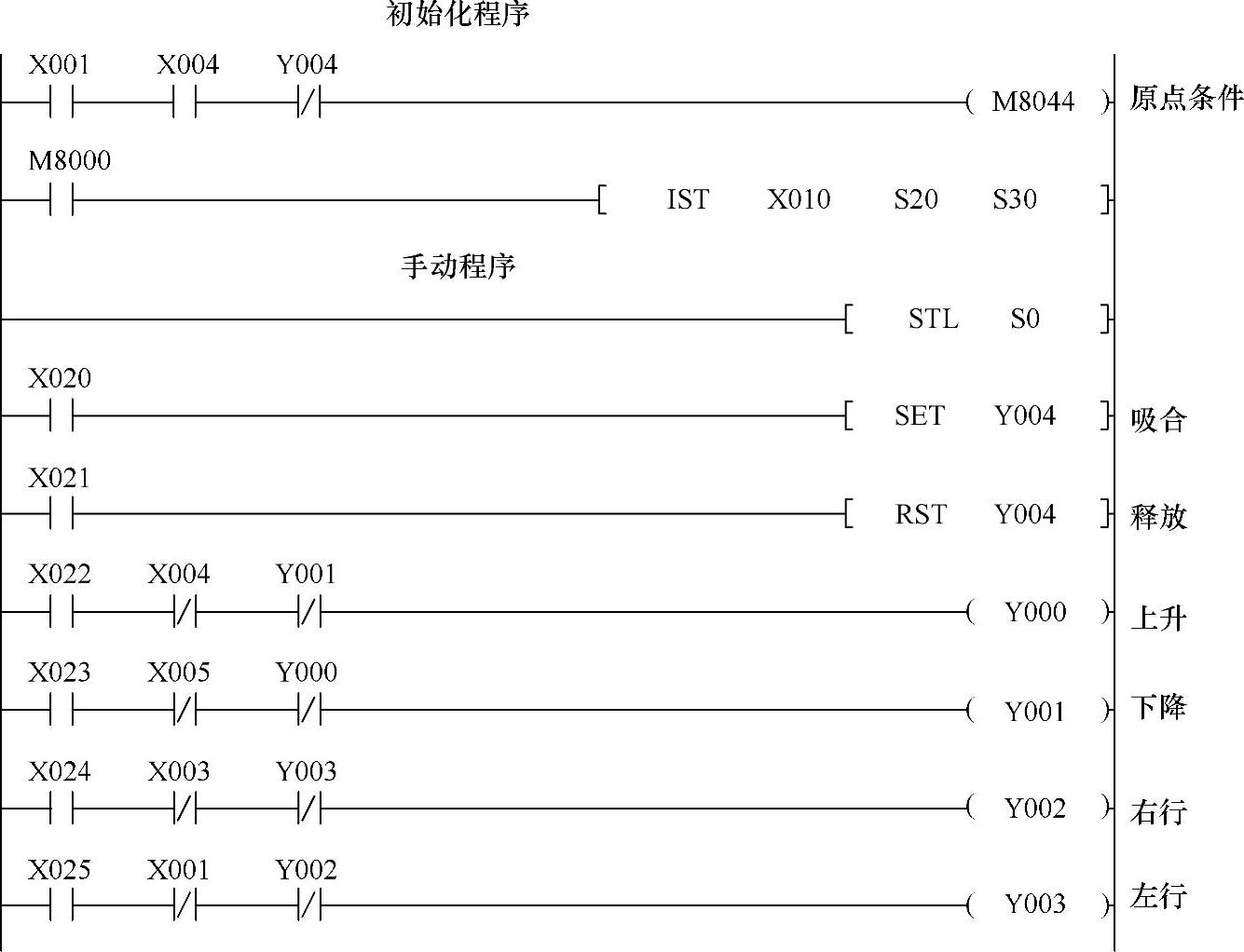
图4-27 机械手分选大小球的梯形图
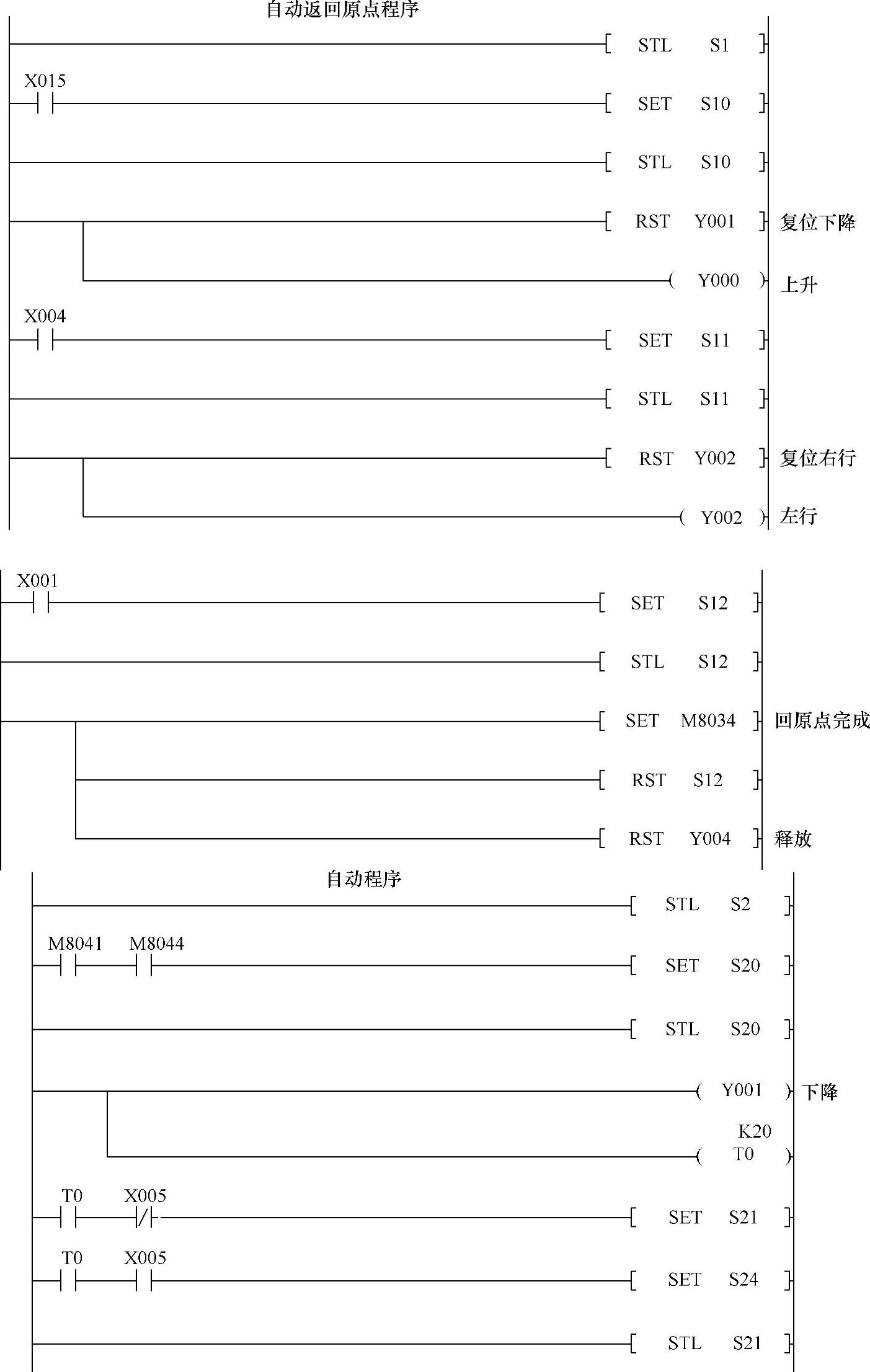
图4-27 机械手分选大小球的梯形图(续)
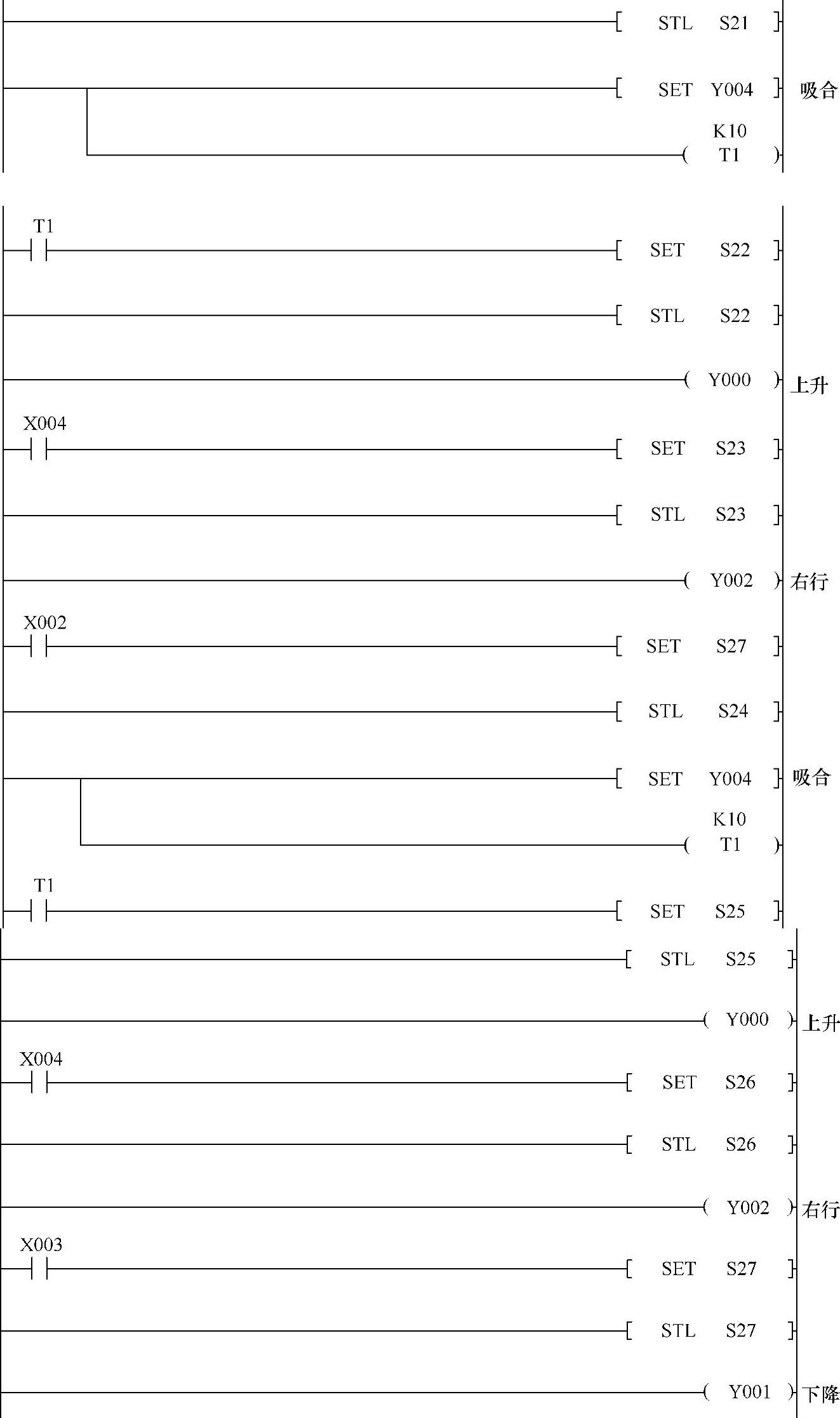
图4-27 机械手分选大小球的梯形图(续)
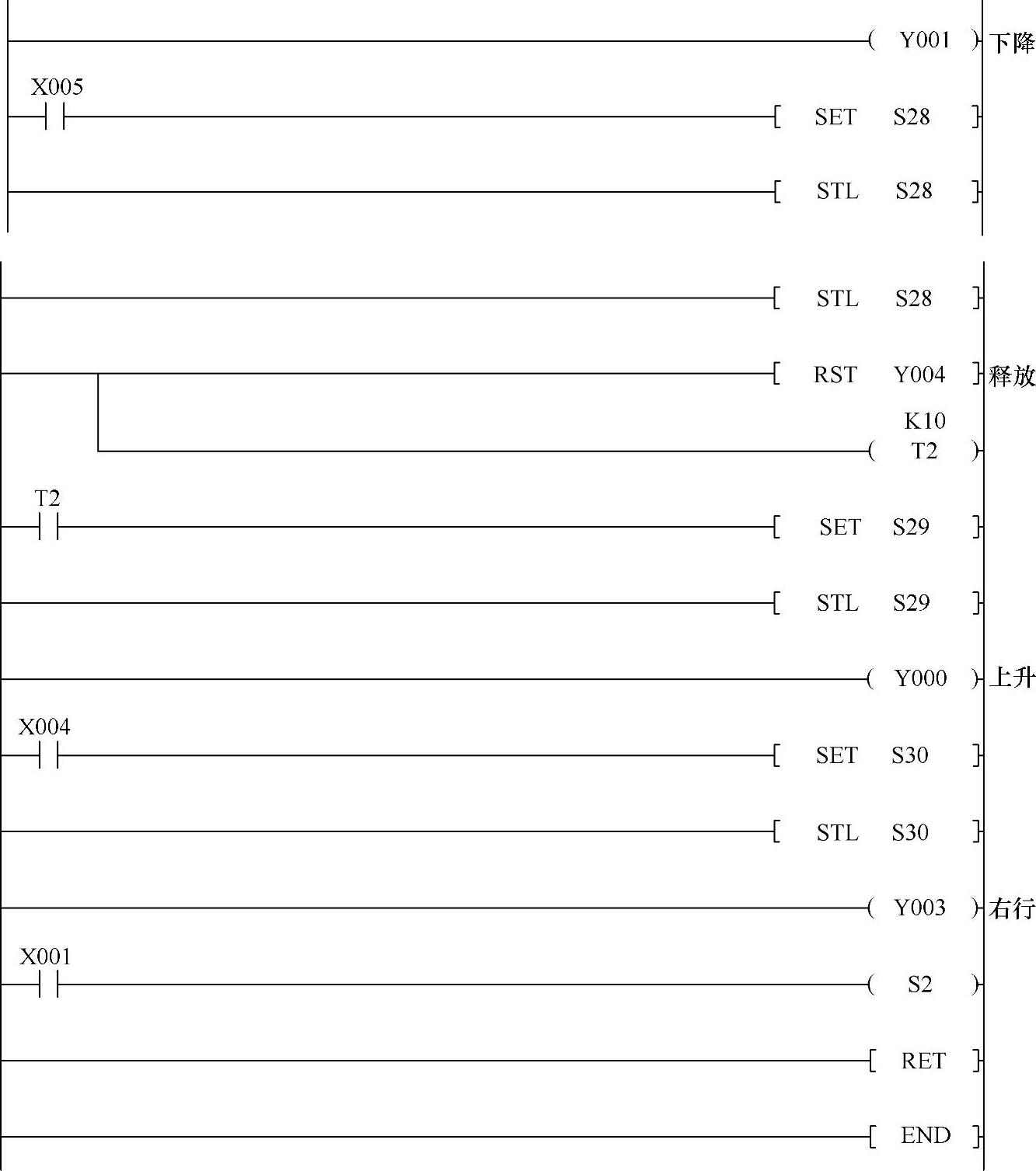
图4-27 机械手分选大小球的梯形图(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。