



【摘要】:五轴侧铣加工就是用两条线来确定所要加工的面,并且可以利用铣刀的侧刃来进行加工。图1-59 “五轴侧铣加工”的“加工参数”选项卡1.刀具摆角在刀位点上沿轨迹加工方向,刀具在刀轴矢量基础上的倾斜范围。
五轴侧铣加工就是用两条线来确定所要加工的面,并且可以利用铣刀的侧刃来进行加工。
选择下拉菜单“加工”→“多轴加工”→“五轴侧铣加工”,弹出图1-59所示对话框。
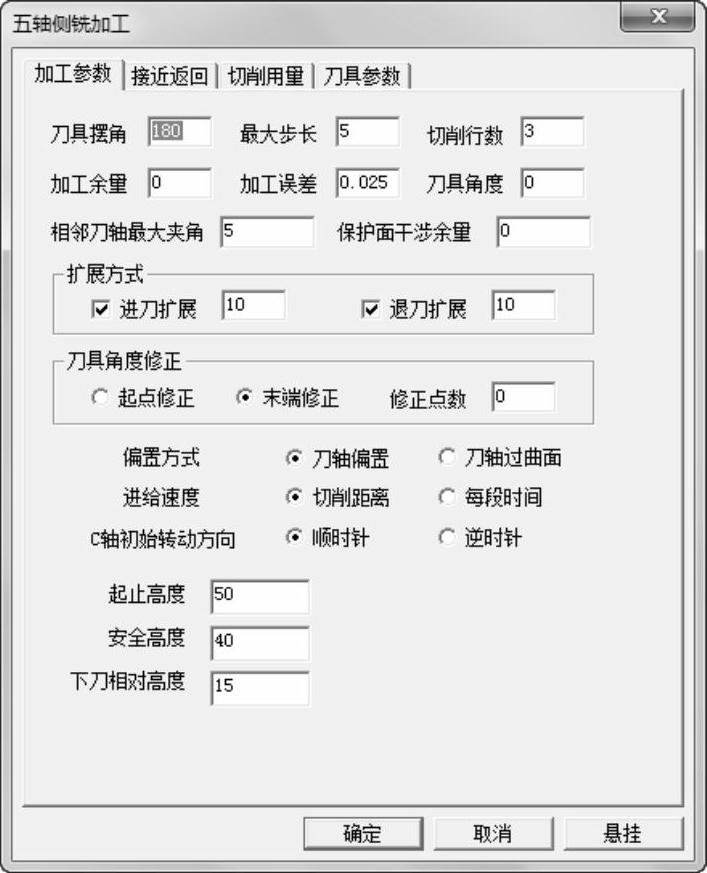
图1-59 “五轴侧铣加工”的“加工参数”选项卡
1.刀具摆角
在刀位点上沿轨迹加工方向,刀具在刀轴矢量基础上的倾斜范围。
2.最大步长
在满足加工误差的情况下,为了使曲率变化较小的部分不至于生成的刀位点过少,用这项参数来增加刀位,使相邻两刀位点之间的距离不大于此值。
3.切削行数
用此值确定加工轨迹的行数。
4.加工余量
相对模型表面的残留高度。
5.加工误差
具体参数含义参照1.4.1节“四轴曲线加工”。
6.刀具角度
当刀具为锥形铣刀时,在这里输入锥刀的角度,支持用锥刀进行五轴侧铣加工。
7.相邻刀轴最大夹角(https://www.xing528.com)
生成五轴侧铣轨迹时,相邻两刀位点之间的刀轴矢量夹角不大于此值,否则将在两刀位之间插入新的刀位,用以避免两相邻刀位点之间的角度变化过大。
8.保护面干涉余量
对保护面所留的余量。
9.扩展方式
1)进刀扩展:给定在进刀的位置向外扩展,以实现零件外进刀。
2)退刀扩展:给定在退刀的位置向外延伸,以实现完全走出零件外再抬刀。
10.刀具角度修正
此选项在该版本中已经不起作用。
11.偏置方式
1)刀轴偏置:加工时刀轴向曲面外偏置。
2)刀轴过面:加工时刀轴不向曲面外偏置,刀轴通过曲面。
12.进给速度
此选项在该版本中已经不起作用。
13.C轴初始转动方向
此选项在该版本中已经不起作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。