



实体加工模拟完毕后,若未发现任何问题,便可以POST后置处理产生机床能够识别的G代码指令(即NC程序)。生成的G代码指令可以直接输入数控机床用于加工,这是系统的最终目的。考虑到生成程序的通用性,CAXA制造工程师软件针对不同的机床,可以设置不同的机床参数和特定的数控代码程序格式,同时还可以对生成的机床代码的准确性进行校核。
为了方便用户的需求,CAXA制造工程师2008又新设置了后置处理2模块,同时又保留了以前旧版本的后置处理模块。用户可以根据自己的需要自行设定,下面介绍后置处理2模块的功能。
后置处理2模块包括后置设置、选项、生成G代码、校核G代码功能。
1.后置设置
选择下拉菜单“加工”→“后置处理2”→“后置设置”命令,或在工作区和加工管理窗口依次拾取若干轨迹,然后在加工管理窗口区中单击右键,在弹出的快捷菜单中选择“后置处理2”→“后置设置”命令,系统立即弹出“选择后置配置文件”对话框,如图1-17所示。

图1-17 “选择后置配置文件”对话框
后置设置列出了当前系统中所有的数控系统的类型,单击按钮“浏览”可调入另外的数控系统的类型。可以选中其中一个类型,然后单击“编辑”按钮或进行双击,打开“CAXA后置配置”对话框,对该类型进行编辑、修改,以生成适合机床类型的后置配置文件,如图1-18所示。图中选中的后处理器为日本fanuc数控系统控制器。
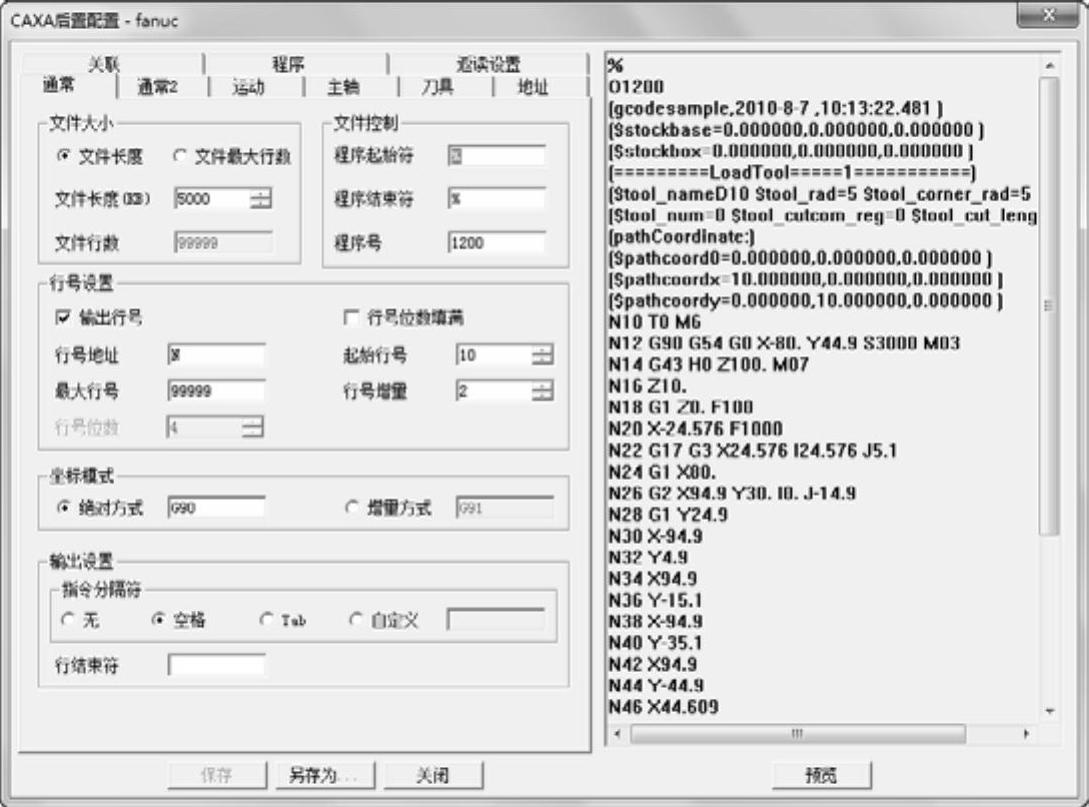
图1-18 “CAXA后置配置-fanuc”对话框
在“CAXA后置配置”对话框不仅可以设置参数,还可以预览程序的具体格式,其中共设有“通常”、“通常2”、“运动”、“主轴”、“刀具”、“地址”、“关联”、“程序”、“返读设置”9个选项卡。可根据需要进行选择和修改,编辑对话框中各项参数的详细说明请参考“数控编程”等专门的说明文档。
2.选项
选择下拉菜单“加工”→“后置处理2”→“选项”命令,在工作区和加工管理窗口依次拾取若干轨迹,然后在加工管理窗口区中单击右键,在弹出的快捷菜单中选择“后置处理2”→“选项”命令,系统立即弹出“后置设置”对话框,如图1-19所示。
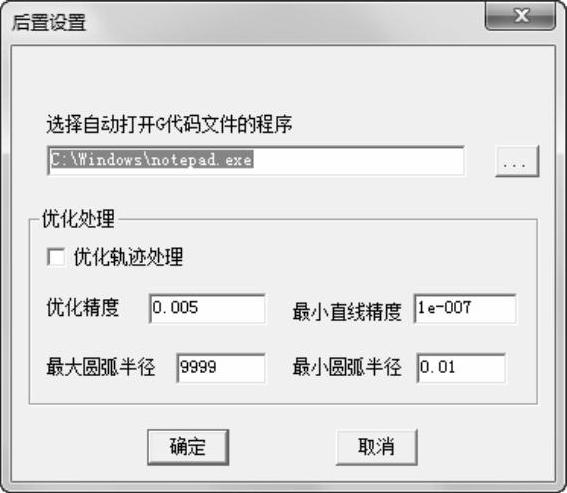
图1-19 “后置设置”对话框
“后置设置”对话框中设置了用来打开生成的后置代码的程序及一些优化选项。下面将该对话框中参数选项简单介绍如下:
选择自动打开G代码文件的程序:此选项是当后置完成,生成机床代码后,使用什么程序打开代码。默认的是Windows的记事本程序,可以更改成自己喜欢的程序。
优化轨迹处理:选择是否优化轨迹处理,是一个开关选项。当选择此选项后,会在进行后置处理时,把轨迹中的小直线段或小段的圆弧优化成长的直线段或圆弧段,其误差控制就是后面设置的优化精度等选项。
优化精度:判断优化拟合成直线或圆弧的误差数值。
最小直线精度:指最短直线段长度,小于此值的直线段就被优化掉了。
最大圆弧半径:所支持的最大圆弧半径,超过此值的都直接用直线代替。
最小圆弧半径:所支持的最小的圆弧半径大小,半径小于此值的圆弧会被优化掉。
3.生成G代码
生成G代码就是按照当前机床类型的配置要求,把已经生成的刀具轨迹转化生成G代码数据文件,即CNC数控程序。后置生成的数控程序是三维造型的最终结果,有了数控程序就可以直接输入机床进行数控加工。
选择下拉菜单“加工”→“后置处理2”→“生成G代码”命令,或在工作区和加工管理窗口依次拾取若干轨迹,然后在加工管理窗口区中单击右键,在弹出的快捷菜单中选择“后置处理2”→“生成G代码”命令,系统立即弹出“生成后置代码”对话框,如图1-20所示。(https://www.xing528.com)
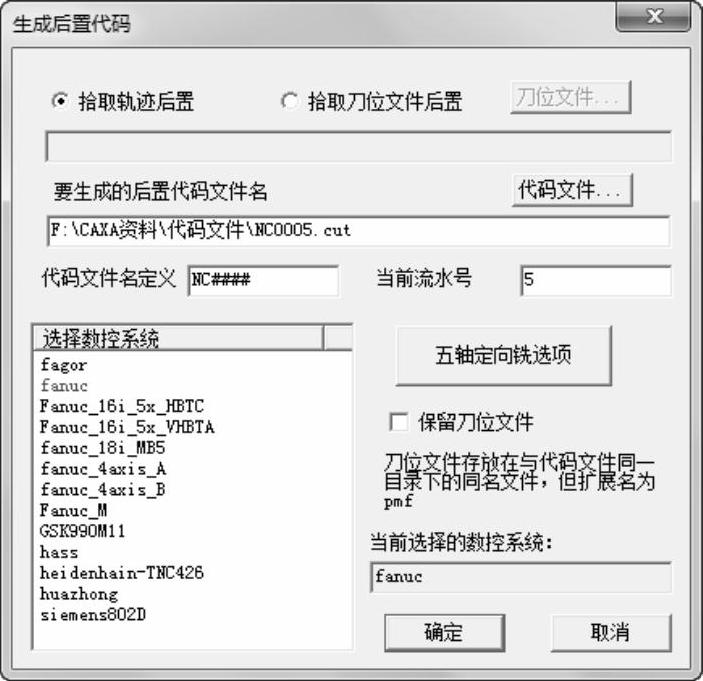
图1-20 “生成后置代码”对话框
下面将该对话框中参数选项简单介绍如下:
拾取轨迹后置:拾取CAM中的轨迹直接生成机床代码。
拾取刀位文件后置:从以前保存的刀位文件后置生成机床代码。
要生成的后置代码文件名:要生成的代码保存文件夹及名字。
代码文件名定义:可以定义代码文件名的组成方式,其中符号#表示占位符,为一个数字,其他按原输入字符生成。
当前流水号:指构成代码文件名的数字序号,会自动增加。
选择数控系统:指当前系统包含的数控系统类型的列表,可以生成这些种类的机床代码。
保留刀位文件:选上该选项,当生成代码后,会在代码所在的目录生成一个同名但扩展名为pmf的文件,即是刀位文件。此文件还可以再次使用,生成其他类型的数控代码。
当前选择的数控系统:表示当前要生成机床代码的数控类型,要改变当前的数控系统类型,在左边的列表中选择即可。
设置好相应的参数(如要生成的数控代码名称,生成的代码类型)后,按确定。系统提示“拾取轨迹”,拾取完要后置的轨迹后,按右键结束拾取过程,就会自动生成后置代码。生成的后置代码会自动打开,默认是使用记事本打开。另外,也可以先拾取轨迹,再进入该命令,然后还可以再继续拾取轨迹。
4.校核G代码
校核G代码就是把生成的G代码文件返读进来,生成刀具轨迹,以检查生成的G代码的正确性。如果返读的刀位文件中包含圆弧插补,需指定相应的圆弧插补格式,否则可能得到错误的结果。若后置文件中的坐标输出格式为整数,且机床分辨率不为1时,返读的结果是不对的。亦即系统不能读取坐标格式为整数且分辨率为非1的情况。
选择下拉菜单“加工”→“后置处理2”→“校核G代码”命令,系统立即弹出“校核G代码”对话框,如图1-21所示。
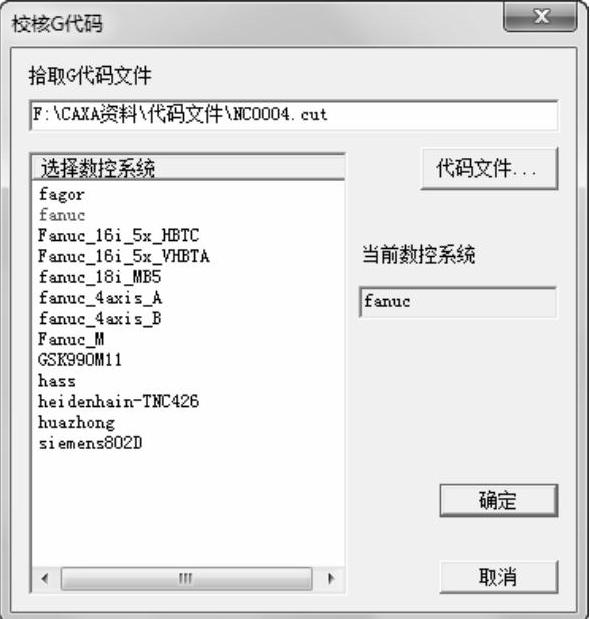
图1-21 “校核G代码”对话框
下面将该对话框中参数选项简单介绍如下:
拾取G代码文件:指要校核的G代码文件名及路径。
选择数控系统:此列表列出了系统支持的数控系统类型,选择要返读的代码的数控类型,在右侧当前数控系统上会显示出来。
当选择好代码文件的路径后,单击“确定”按钮,系统便根据所选择的G代码程序立即生成刀具轨迹。
注意:
1.刀位校核只用来进行对G代码的正确性进行检验,由于精度等方面的原因,应避免将返读出的刀位重新输出,因为系统无法保证其精度。
2.校对刀具轨迹时,如果存在圆弧插补,则系统要求选择圆心的坐标编程方式,其含义前面已经讲过。这个选项针对采用圆心(I,J,K)编程方式,应正确选择对应的形式,否则会导致错误。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。