



氧化法炼钢工艺过程包括准备阶段、熔化期、氧化期、还原期和出钢。
1.准备期的工艺控制
(1)炉衬的修补 炼钢过程中,炉衬材料受到高温炉渣和钢液的侵蚀破坏每炉炼钢后需进行炉衬修补。碱性电弧炉的修补材料为镁砂(或烧结白云石)用卤水或沥青做黏结剂。修补方法以人工修补和机械喷补为主。
(2)配碳与硫、磷、残余元素控制 炉料的平均碳含量应满足氧化期脱碳要求,一般碳钢的碳的质量分数大于0.30%,重要碳钢的碳的质量分数大于0.40%,大修后第一炉的碳的质量分数大于0.50%,中修后第一炉的碳的质量分数大于0.40%。配碳计算公式如下:
C配=C规定+C熔损+C氧脱+C合金式中,C规定为钢种规定的碳含量中值(质量分数,%);C熔损为熔化期烧损量(质量分数,%);C氧脱为氧化期脱碳量(质量分数,%);C合金为铁合金中的碳含量(质量分数,%)。
炼钢过程中,应注意硫、磷和残余元素的控制,硫、磷的质量分数应小于0.60%,残余元素(Cr、Ni、Mo、Cu)总的质量分数小于0.80%,并严格控制Sn和Pb含量。
(3)装料控制 装料时,从炉底至上表面一次加入石灰、钢屑、大块料小块料及钢屑。增碳用石墨电极碎块装入炉底部,以减少损耗。
2.熔化期的工艺控制
1)按照合理的供电制度作用,缩短熔炼时间。
2)在炉料熔化60%~70%时,吹氧助熔,吹氧管直径为3/4in或1in(1in=25.4mm),吹氧压力为0.5~0.8MPa。
3)熔化末期,加入小批矿石或氧化皮,加速脱磷,加入量为装料量的1%~3%。
3.氧化期的工艺控制
(1)脱磷 脱磷的有利条件是高碱度、氧化性强和流动性好的炉渣,以及较低的温度。脱磷效果一般用磷的分配比来衡量,即炉渣中P2O5的质量分数与钢液中[P]的质量分数之比。当钢液温度为1550~1580℃,碱度R=3 w(FeO)=14%~18%,w(CaO)/w(FeO)=2.5~3.0时,流动性较好,磷的分配比高,脱磷效果显著。
(2)脱碳 脱碳造成钢液沸腾,清除钢液中的气体和夹杂,净化钢液,促进温度均匀和成分均匀。脱碳方法有吹氧脱碳、矿石脱碳、吹氧-矿石脱碳和吹氧-氧化皮脱碳。
1)吹氧脱碳工艺参数:脱碳温度>1560℃;吹氧压力为0.5~1.0MPa;氧耗量为4~6m3/t。(https://www.xing528.com)
操作方法:吹氧管插入角度与水平线30°,端部插入深度50~300mm。
2)吹氧-矿石脱碳采用Fe3O4矿石,一般分2或3批加入。
4.还原期的工艺控制
(1)造稀薄渣 渣料组成包括石灰、氟石及少量碎黏土砖块,其中石灰与氟石质量比为3∶1,黏土砖块的质量分数小于10%(可不用)。
(2)预脱氧 在稀薄渣形成后,加入锰铁、硅铁、锰硅合金、铝块、硅钙合金等一种或多种合金进行初步脱氧。
(3)造还原渣脱氧 预脱氧后,在稀薄渣上加入白渣、弱电石渣或电石渣造还原渣脱氧。
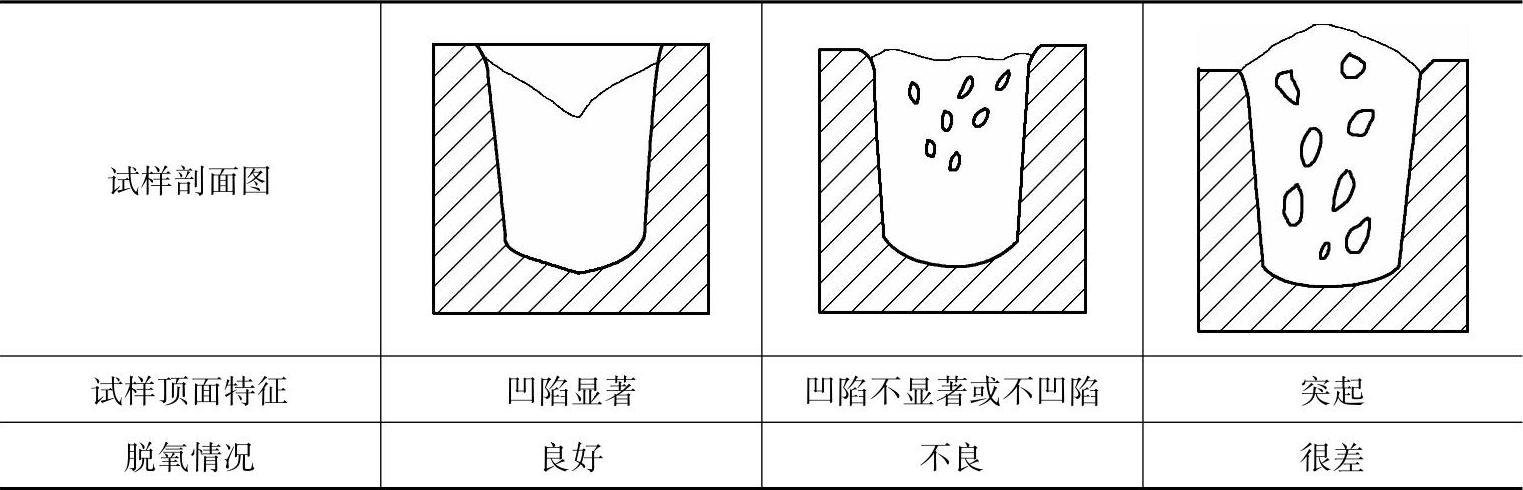
(4)脱氧质量的检验 采用钢制圆杯形试样进行脱氧质量检验,见表12-11。
表12-11 采用钢制圆杯形试样进行脱氧质量检验
(5)脱硫 脱硫的有利条件:高温、高碱度、还原性炉渣、低黏度和一定量的炉渣。
1)碱度R约为3。
2)还原性:白渣,w(FeO)≤1.0%;电石渣,w(FeO)≤0.5%。
3)渣量占钢液重量的2.5%~3.5%。
(6)终脱氧 采用铝或其他脱氧合金进行最后的脱氧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。