



压铸型设计必须全面地分析铸件结构,熟悉压铸机操作过程,了解压铸机及技术参数可以调节的规范,掌握在不同情况下金属液的充填特性,以及考虑经济效果、制造条件等问题,才能设计出切合实际,并能满足生产要求、符合多快好省原则的压铸型。
1.压铸型设计的依据
1)定型的产品图样及据此设计的毛坯图。
2)给定的技术条件及压铸合金。
3)压铸机的规格。
4)生产批量。
2.压铸型设计前的准备工作
1)根据产品图,对所选用的压铸合金,压铸件的形状、结构、精度和技术要求进行工艺性分析;确定机械加工部位、加工余量、机械加工时所要采取的工艺措施及定位基准等。
2)根据产品图和生产纲领,确定压射比压;计算锁型力;估算压铸件所需的开型力和推出力,以及所需开型距离;初步选定压铸机的型号和规格。
3)根据产品图和压铸机的型号及规格,对压铸型结构进行初步分析,具体包括:选择分型面和确定型腔数量;选择内浇道进口位置,确定浇注系统、溢流槽和排气槽的布置方案;确定抽芯数量,选用合理的抽芯方案;确定推出元件的位置,选择合理的推出方案;确定动型与定型外形尺寸,以及导柱导套的位置与尺寸;对带嵌件的铸件要考虑嵌件的装夹和固定;计算压铸型的热平衡温度,以确定冷却与加热管道的位置和尺寸,控制和调节压铸过程的热平衡。
4)绘制压铸工艺图;绘出铸件图形;标注机械加工余量,加工基准,出型斜度及其他工艺方案;定出铸件的各项技术指标。
3.设计压铸型的基本要求
设计压铸型从使用性能、工艺性能和经济性方面考虑,基本要求如下:
1)能获得符合图样要求的压铸件。
2)能适应压铸生产的工艺要求,并在保证铸件质量和安全生产的前提下尽量采用合理、先进简单的压铸型结构,减少操作程序,使动作准确可靠。
3)压铸型构件的刚性良好,压铸型零件间的配合精度选用合理,易损件拆换方便,便于维修。
4)压铸型上各种零件应满足各自的机械加工工艺和热处理工艺的要求,根据零件的使用条件合理选择铸型材料,以保证压铸型寿命。
5)掌握压铸机的技术规范,充分发挥压铸机的生产能力,准确选定安装尺寸。
6)在满足压铸生产要求和压铸型加工工艺要求的前提下,尽可能降低压铸型成本。
7)在条件许可时压铸型应尽可能实现标准化、通用化,以缩短设计和制造周期,方便管理。(https://www.xing528.com)
4.压铸型总体设计的主要内容
1)按初步分析方案,布置分型面、型腔位置及浇注系统,并相应考虑溢流槽和排气槽的布置方案。
2)确定型芯的分割位置、尺寸和固定方法。
3)确定成形部分结构及固定方式。
4)确定推出元件的位置和尺寸。
5)计算抽芯力,确定抽芯机构结构和尺寸。
6)计算压铸型的热平衡,确定冷却和加热通道的位置和尺寸。
7)确定动型、定型、镶块、动型和定型套板的外形尺寸,以及导柱、导套的位置和尺寸。
8)确定核算推出行程、复位、预复位机构和尺寸。
9)确定嵌件的装夹、固定方法和尺寸。
10)计算压铸型的总厚度,核对压铸机的最大和最小开型距离。
11)按压铸型的外形轮廓尺寸,核对压铸机拉杠间距。
12)按压铸型动型和定型座板尺寸,核对压铸机安装槽或孔的位置。
13)根据选用的压射比压,计算压铸型在分型面上的反压力总和,复核压铸机的锁型力。
5.压铸型材料
合理的选择压铸型材料,既要保证压铸型使用寿命要求,又能最大限度地合理利用各种材料的性能,降低压铸型制造成本。这是压铸型设计中应该充分考虑的问题。常用压铸型材料见表9-3。
表9-3 常用压铸型材料
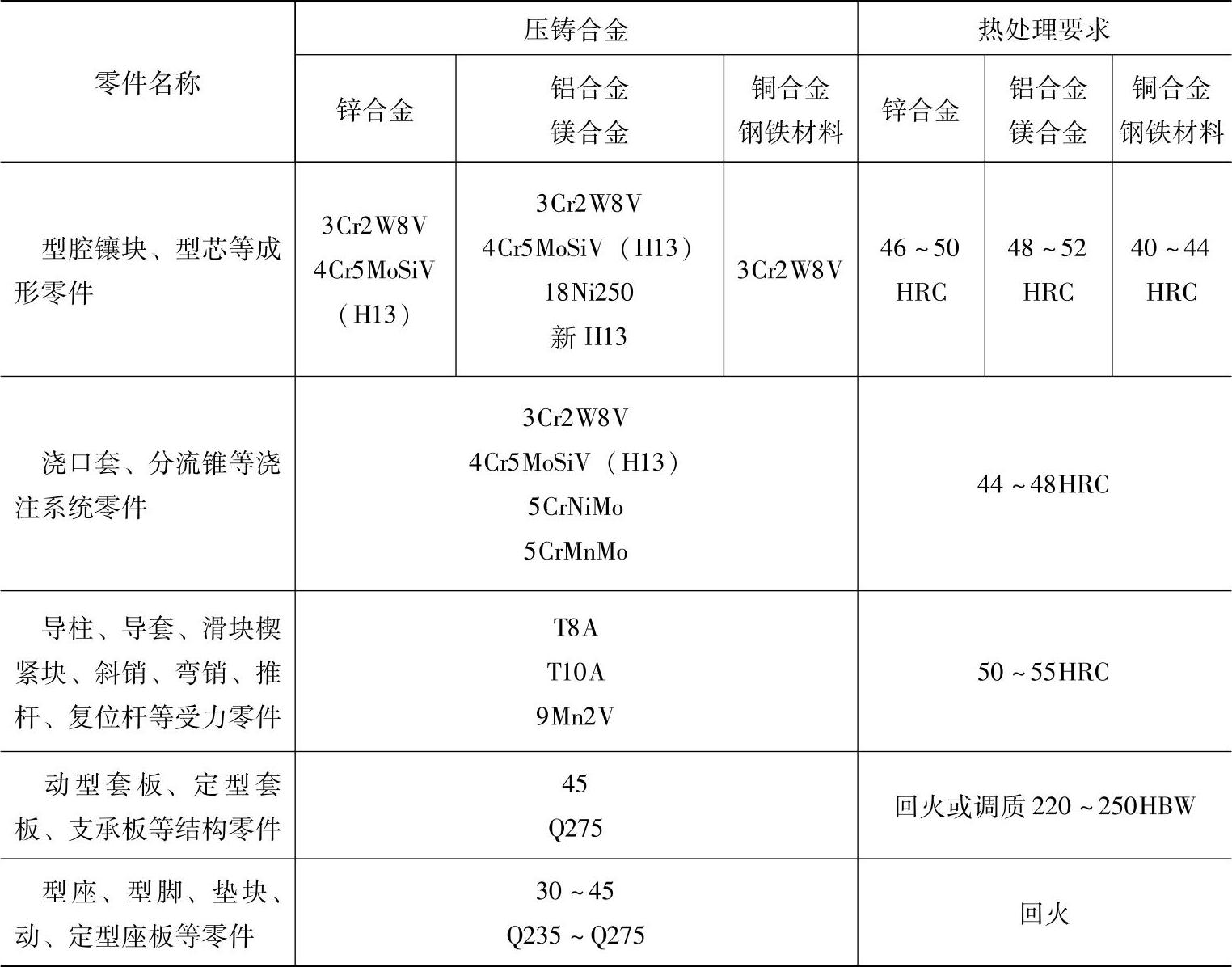
注:成形零件热处理,也可先调质(30~35HRC),试压后,进行氮碳共渗(≥600HV)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。