



1.压铸机的类型
压铸机按压室的不同可分为热压室压铸机和冷压室压铸机两种,其分类情况如图9-2所示
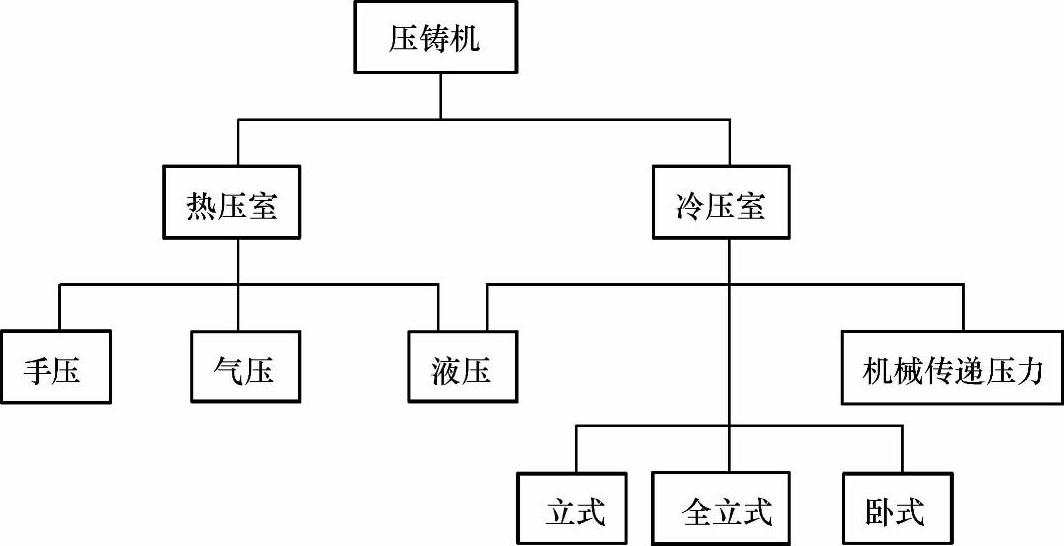
图9-2 压铸机分类
2.各类压铸机的组成及特点
(1)热压室压铸机的组成及特点 热压室压铸机简称热室压铸机。压室浸在保温熔化坩埚的液态金属中,压射部件不直接与基座连接,而是装在坩埚上面。热压室压铸机的结构如图9-3所示。当压射头上升时,液态金属通过进口进入压室内。合型后,在压射冲头下压时,液态金属沿着通道经喷嘴充填压铸型随后冷却凝固成形,然后可开型取件,完成一个压铸循环。
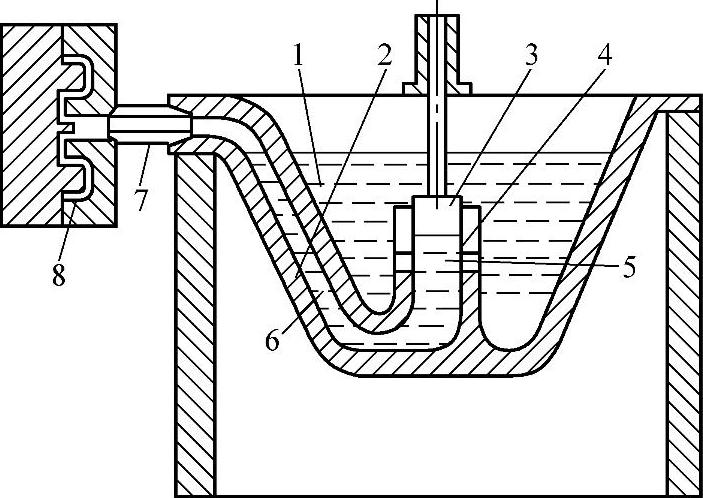
图9-3 热压室压铸机的结构
1—液态金属 2—坩埚 3—压射冲头 4—压室5—进口 6—通道 7—喷嘴 8—压铸型
这种压铸机的优点是生产工序简单,效率高,金属消耗少,工艺稳定,压入型腔的液体金属较干净,铸件质量好,易实现自动化。但压室压射冲头长期浸在液体金属中,影响其使用寿命。另外,还易增加合金的铁含量。热压室压铸机目前大多用于压铸锌合金等低熔点合金铸件,但也少量用于压铸小型铝、镁合金压铸件。
(2)冷压室压铸机的组成及特点冷压室压铸机分卧室及立式两种。
冷压室压铸机的压室与保温炉是分开的。压铸时,从保温炉中取出液体金属浇入压室后进行压铸。
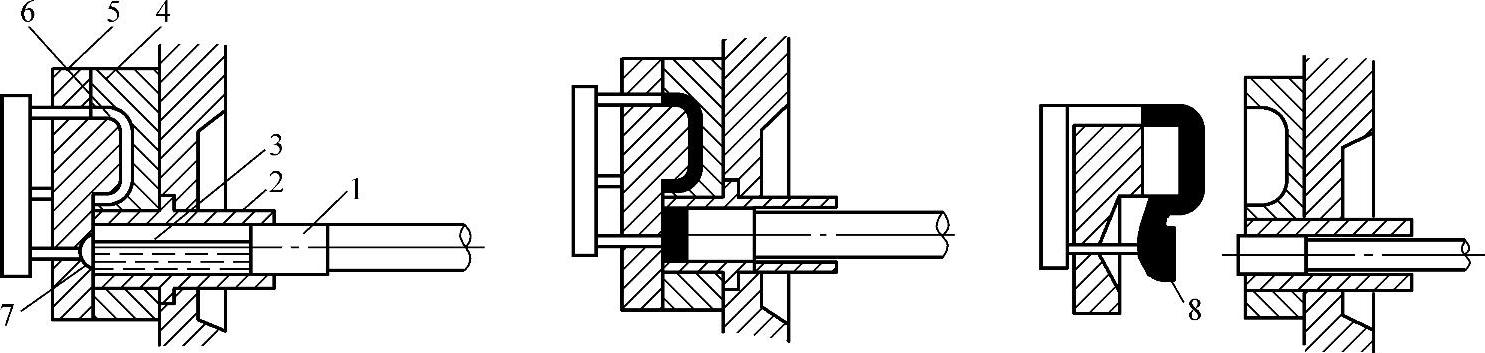
卧式冷室压铸机的压室中心线是水平的。压铸型与压室的相对位置及压铸过程如图9-4所示。合型后,液态金属浇入压室,压射冲头向前推进,将液态金属经浇道压入型腔。开型时,余料借助压射冲头前身的动作离开压室,同铸件一起取出,完成一个压铸循环
 (https://www.xing528.com)
(https://www.xing528.com)
图9-4 卧式冷压室压铸机的压铸型与压室相对位置及压铸过程
1—压射冲头 2—压室 3—液态金属 4—定型 5—动型 6—型腔 7—浇道 8—铸件
立式冷压室压铸机的压室中心线是垂直的。压铸型与压室的相对位置及压铸过程如图9-5所示。合型后,浇入压室中的液态金属,被已封住喷嘴孔的反料冲头托住。当压射冲头向下压到液态金属面时,反料冲头开始下降(下降高度由弹簧或分配阀控制),打开喷嘴,液态金属被压入型腔。凝固后,压射冲头退回,反料冲头上升,切断余料,并将其顶出压室。余料取走后再降到原位,然后开型取出铸件,完成一个压铸循环。
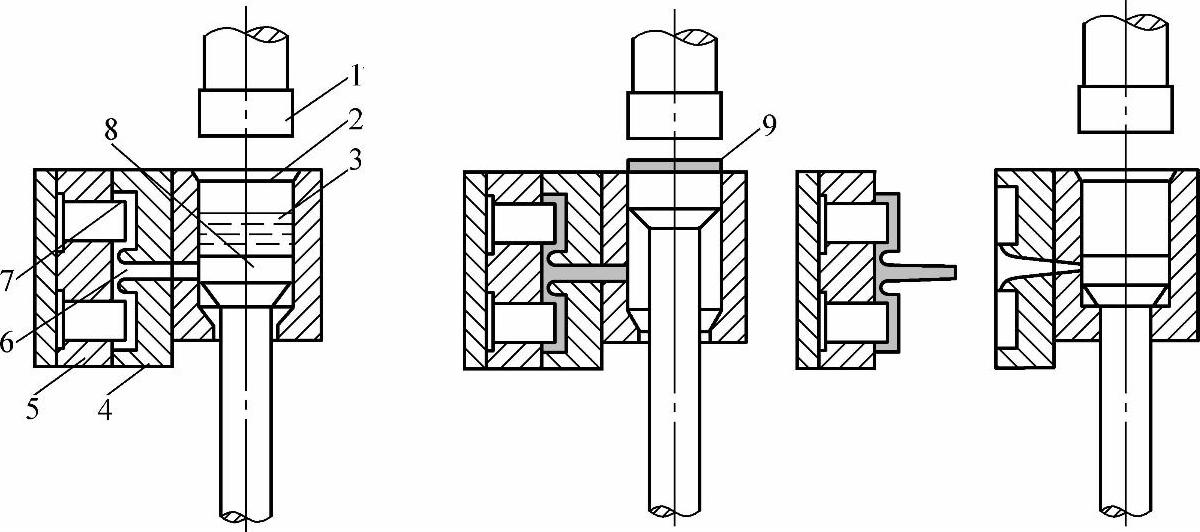
图9-5 立式冷压室压铸机的压铸型与压室相对位置及压铸过程
1—压射冲头 2—压室 3—液态金属 4—定型 5—动型 6—喷嘴7—型腔 8—反料冲头 9—余料
全立式冷压室压铸机的压铸型与压室相对位置及压铸过程如图9-6所示。液态金属浇入压室后合型,压射冲头上压将液态金属压入型腔,冷凝后开型顶出铸件。
卧式冷压室压铸机的特点是:设置有中心和偏心浇道位置;操作程序少生产率高,易实现自动化;适于压铸非铁合金和钢铁材料;采用中心浇道时压铸型结构复杂;金属液在压室内与空气接触面积大,压射时易卷入空气和氧化夹渣;金属液进入型腔时转折少,压力消耗少。
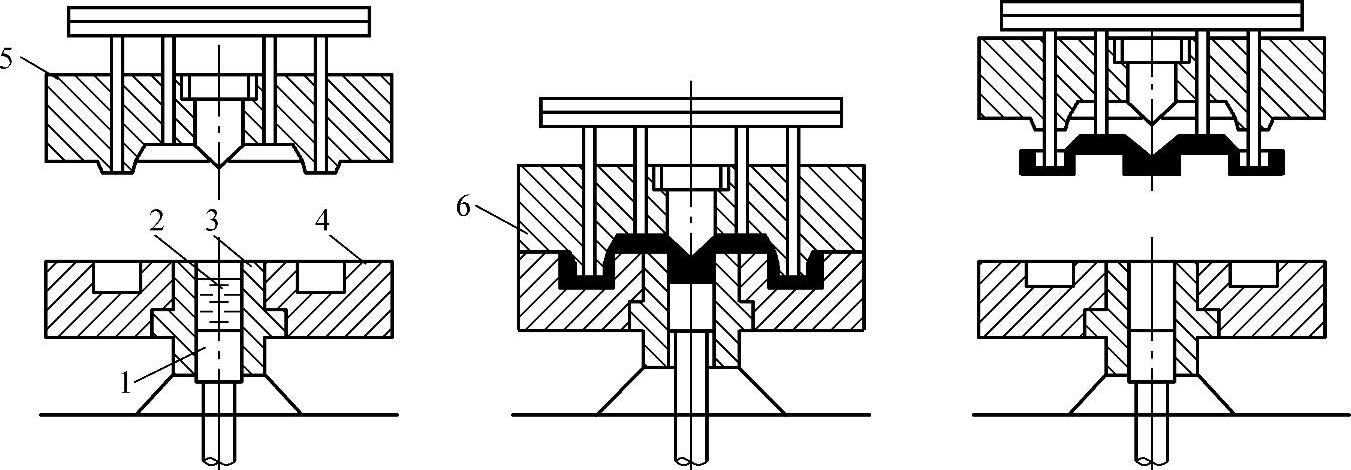
图9-6 全立式冷压室压铸机的压铸型与压室相对位置及压铸过程
1—压射冲头 2—液态金属 3—压室 4—定型 5—动型 6—型腔
立式冷压室压铸机的特点是:宜于设计中心浇道;压射机构直立,占地面积小;金属液进入型腔时经过转折,压力损耗较大;切断余料机构复杂,维修不便。
全立式冷压室压铸机的特点是:压铸型水平放置,广泛用于压铸电动机转子类零件生产;占地面积小;金属液进入型腔时转折少,流程短压力损耗小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。